

11.3. Способы нормализации тепловых расширений
Все мероприятия по нормализации тепловых расширений паровых турбин можно разделить на две основные группы [77, 100, 104...120]:
— мероприятия по снижению сил трения на подошве корпуса подшипников;
— мероприятия по снижению сил трения на продольной шпонке.
Как отмечено в [7], величина силы трения на подошвах выносных корпусов подшипников зависит от весовой нагрузки, передаваемой на фундаментную раму через корпус подшипника, и от коэффициента трения на поверхности скольжения корпус подшипника — фундаментная рама. В настоящее время для снижения сил трения обычно выполняют периодическую ревизию опорных поверхностей, нанесение на поверхности скольжения различных смазок или установку в узел скольжения антифрикционных материалов и установку грязезащитных экранов для предотвращения дальнейшего загрязнения поверхностей скольжения.
В нормативных документах [77, 120] рекомендуется наносить на поверхности скольжения спецпасту ВТИ-ЛМЗ, изготавливаемую в условиях станции из дисульфида молибдена и синтетического масла ИВВИОЛЬ-3 (или ОМТИ), взятых в равных весовых отношениях; предельная температура применения такой спецпасты — 120 °С. Также рекомендована паста АФП-90 (ТУ ВТИ 43.006-90), обладающая более термостабильными свойствами, являющаяся усовершенствованным вариантом спецпасты ВТИ-ЛМЗ. При соблюдении требуемых условий работы и пылезащитного экранирования поверхностей скольжения возможна эксплуатация пасты в течение одного межремонтного периода.
Для случаев, когда в процессе эксплуатации турбоагрегата не может быть гарантирован уровень температур фундаментной рамы ниже 100 °С, в работе [77] рекомендуется применять сухой чешуйчатый графит. В заводской технологии монтажа турбин также предусматривается сохранение расчетных усилий с помощью сухого чешуйчатого графита. Однако, как показали неоднократные химические анализы проб остатков продуктов износа, выполненные специалистами ВТИ, графит дает временный эффект лишь в начальный момент эксплуатации [114]. В последующие 3...5 лет он осыпается, выдувается либо вымывается сконденсировавшимся паром из концевых уплотнений и маслом системы смазки. При повышенной температуре происходит образование шлаков, содержащих абразивные включения из оксидов железа, частицы тепловой изоляции и промышленную пыль.
Хорошие результаты по снижению сил трения дает также установка различных композитных материалов на поверхность скольжения корпуса подшипников.
В последние годы для снижения усилий пары трения корпус подшипника — фундаментная рама широко применяется металлофторопластовая лента (МФЛ), которая снижает коэффициент трения почти в два раза [77, 101, 104, 111...113]. Металлофторопластовая лента представляет собой композиционный многослойный антифрикционный материал, который состоит:
Р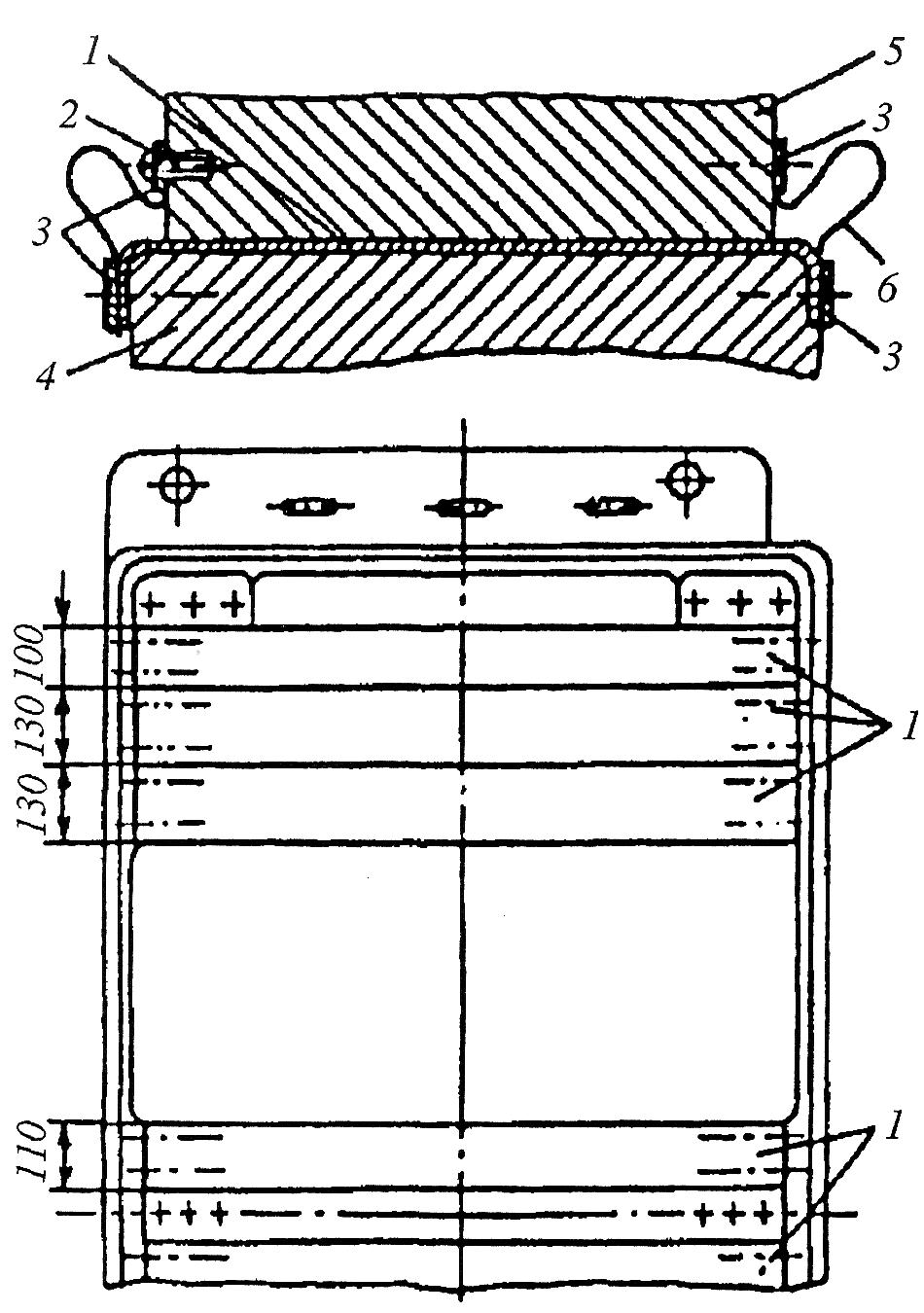 ис.
11.9. Установка МФЛ и грязезащитного
экрана:
ис.
11.9. Установка МФЛ и грязезащитного
экрана:
1 — металлофторопластовая лента (МФЛ); 2 — крепежные болты; 3 — крепежная накладка; 4 — фундаментальная рама; 5 — корпус подшипника; 6 — грязезащитный экран из нержавеющей фольги
___________________________________________________________
— из стальной ленты, покрытой с двух сторон слоем меди или латуни, толщиной не менее 0,01 мм;
— пористого слоя, из гранул бронзы размером 0,063...0,160 мм, напеченных на стальную омедненную или латунированную основу;
— слоя из фторопласта с наполнителем MоS2, покрывающего гранулы бронзы и заполняющего пустоты бронзового слоя.
Лента устанавливается на фундаментные рамы или корпус подшипника. Фиксация ленты на фундаментной раме обеспечивается разностью коэффициентов трения антифрикционной и металлической сторон ленты. Однако во избежание перемещения ленты ее концы отгибаются и прикручиваются к торцам фундаментной рамы болтами через крепежную полосу (рис. 11.9). Аналогично можно прикрепить МФЛ к корпусу подшипника.
Крепление ленты целесообразно проводить одновременно с креплением грязезащитного экрана, без которого эксплуатация ленты может быть неэффективной. При качественном экранировании зазора между корпусом подшипника и фундаментной рамой МФЛ надежно эксплуатируется в течение 1...2 межремонтных периодов.
Одним из основных достоинств использования МФЛ является возможность ее установки без демонтажа корпуса подшипников. При этом возникает необходимость корректировки центровки опорных подшипников и обойм масляных уплотнений на толщину подложенной ленты.
Другим вариантом использования композиционных материалов является установка на поверхности скольжения корпусов подшипников специально изготовленных плиток, имеющих высокие антифрикционные свойства. Фирма ABB, например, при выполнении работ по нормализации тепловых расширений на турбине Т-250/300-240 ТМЗ (ст. № 4 Киевской ТЭЦ-5) установила в фундаментные рамы специальные пластины из агломерированной бронзы, а в корпус подшипника — встречные стальные пластины с полированной рабочей поверхностью. Аналогичные триботехнические свойства имеют плитки Jonson, предлагаемые фирмой Siemens [111]. Применение плиток из композиционных материалов — более трудоемкий и дорогостоящий способ по сравнению с применением МФЛ, однако он обеспечивает нормальную работу системы тепловых расширений турбины в течение более длительного времени.
Высокие антифрикционные качества и хорошие прочностные характеристики имеют композиционные материалы на базе кремниевой бронзы [115].
В табл. 11.1 представлены свойства различных антифрикционных материалов, применяемых для уменьшения сил трения на подошвах корпусов подшипников [111].
Для установки пластин из композиционного материала, так же как для плиток Jonson и плиток ABB из агломерированной бронзы, требуется выполнение большого объема работ по демонтажу цилиндра и корпусов подшипников и дополнительной механической обработке фундаментных рам и подошв корпусов подшипников.
В некоторых случаях для нормализации тепловых расширений используются также съемные пластины модульного типа (рис. 11.10) [77]. Такие пластины, выполненные из чугуна СЧ-20 толщиной 20 мм, размещают под опорными поверхностями корпусов подшипников. Каждая пластина фиксируется от смещения в осевом направлении поперечной шпонкой и прижимается к фундаментной раме тремя шпильками, которые служат и для крепления боковых "Г-образных" прижимов. Пластины имеют резьбовые отверстия под винтовые домкраты для удаления их из-под стула при ремонтных работах. Съемные пластины позволяют, в случае необходимости (при кратковременных остановах), зачистить поверхности скольжения и заменить изношенный материал с низким коэффициентом трения. Для этого поочередно приподнимают мостовым краном одну из лап цилиндра на 0,1...0,2 мм, помогая подъему клиновым домкратом, заведенным в боковой паз под стулом. После этого соответствующая пластина легко выводится из-под стула с помощью винтового домкрата. Свежая антифрикционная паста наносится после промывки от грязи и остатков старого смазывающего материала.
Таблица 11.1
Основные эксплуатационные свойства композиционных материалов, используемых для узлов трения скольжения
Свойства |
Композиционные материалы [114] |
Агломерированные бронзы (плитки Jonson и ABB) |
Металл офторопласт |
Прочность на сжатие, МПа |
Свыше 1000 |
170...200 |
5 |
Предел пропорциональности при |
|
|
|
сжатии, МПа |
300 |
— |
— |
Износостойкость, мм/км |
0,01 |
0,01...0,015 |
3 |
Коэффициент термического |
|
|
|
расширения |
1,1X10-5 |
1,2X10-5 |
(1,5...2,1)X10-5 |
Коэффициент трения скольжения |
|
|
|
(сухое трение) |
0,05...0,07 |
0,15...0,18 |
0,18 |
Работа в присутствии масла Работа в присутствии воды Работа в присутствии пыли |
Допустима Допустима Допустима |
Не допустима Не допустима Не допустима |
Не допустима Не допустима Не допустима |
Р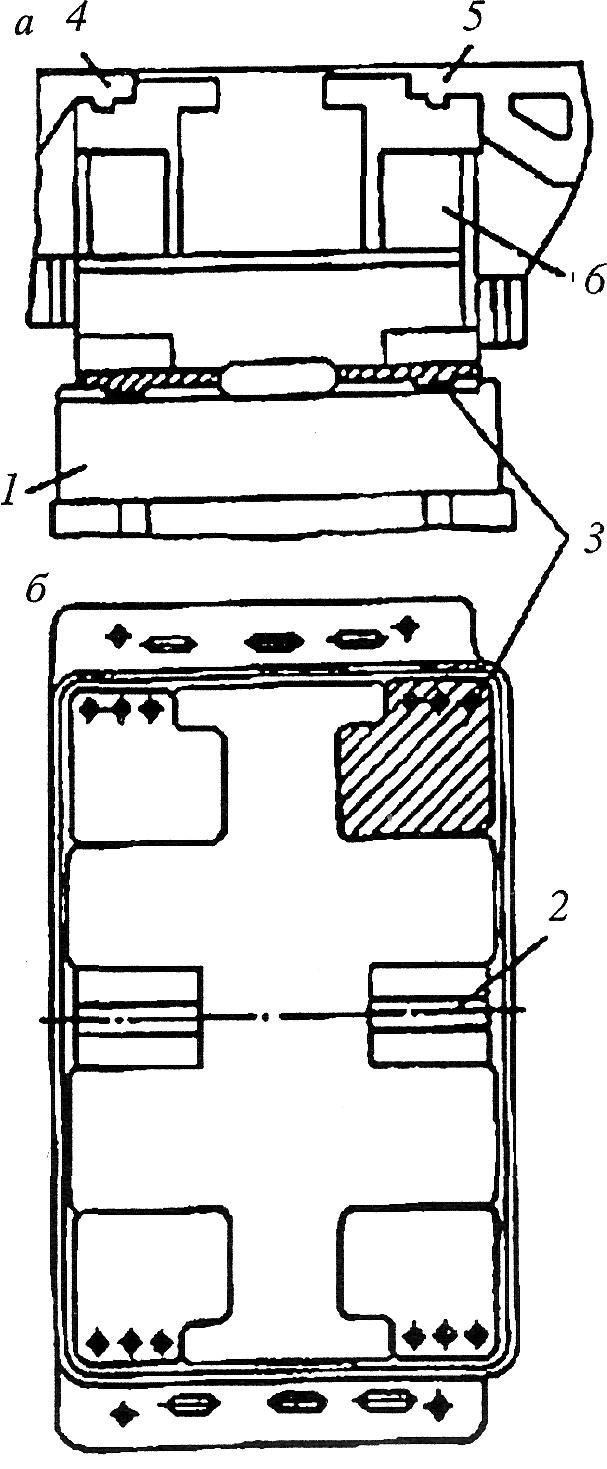 ис.
11.10. Установка съемных пластин модульного
типа:
ис.
11.10. Установка съемных пластин модульного
типа:
а — вид на корпус среднего подшипника с фундаментальной рамой сбоку; б — вид на фундаментальную раму при снятом корпусе подшипников; 1 — фундаментальная рама; 2 — продольная шпонка; 3 — съемные пластины; 4,5 — лапы цилиндров; 6 — корпус подшипников
_____________________________________________________________________________________
На место пластины устанавливаются в обратной последовательности.
Все перечисленные выше мероприятия направлены на снижение коэффициента трения на контактных поверхностях. Другой способ уменьшения силы трения на подошве корпуса подшипника — использование разгружающих устройств, передающих часть весовой нагрузки непосредственно на фундаментную раму, т. е. уменьшающих весовую нагрузку, передаваемую через подошву корпуса подшипников.
Для уменьшения силы, передающейся на корпус подшипника, на ряде турбин ЛМЗ [7] применяют установку дополнительной гибкой опоры 6 с калиброванной пружиной непосредственно под лапу цилиндра 5 (рис. 11.11). Опора воспринимает часть вертикальной нагрузки, разгружая корпус подшипника, а ее гибкость не препятствует свободному расширению лап.
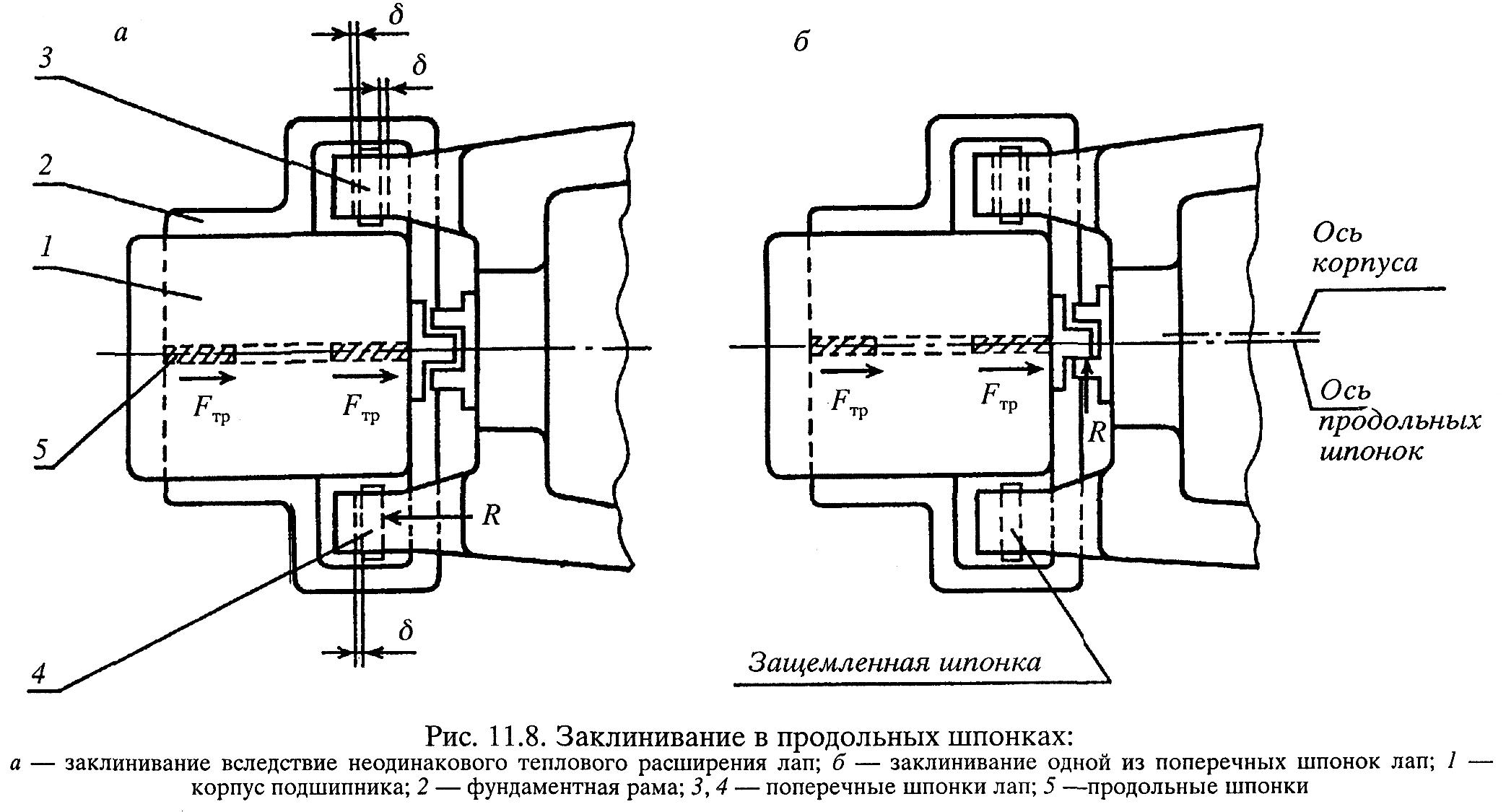
Наряду с силами трения на подошвах корпусов подшипников значительное влияние на работу системы тепловых расширений турбины оказывают силы, приводящие к заклиниванию корпусов подшипников на продольных шпонках. Как уже отмечалось в разделе 11.2, основными причинами заклинивания шпоночного соединения корпус подшипника — продольная шпонка считаются заклинивание поперечного шпоночного соединения одной из лап цилиндра и неодинаковость тепловых расширений отдельных лап цилиндра турбины в продольном направлении.
Для исключения заклинивания в поперечном шпоночном соединении обычно применяют:
• периодическую ревизию шпоночных соединений;
• увеличение зазоров в поперечном шпоночном соединении;
• снижение сил трения в поперечном шпоночном соединении;
• изменение конструкции поперечного шпоночного соединения.
П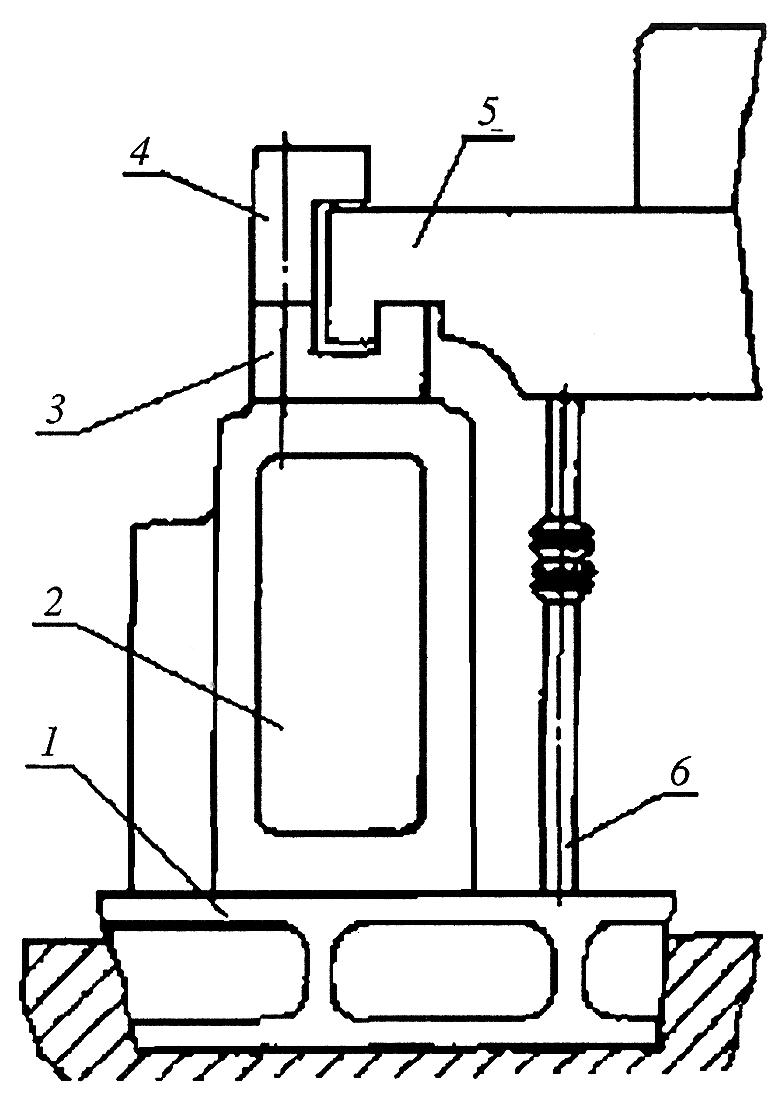 ри
разработке систем тепловых расширений
паровых турбин предполагалось, что
свобода тепловых перемещений в заданных
направлениях будет обеспечиваться
тепловыми зазорами между элементами
системы. Зазоры по поперечным и продольным
шпонкам обычно составляли 0,04...0,06 мм, а
зазоры по вертикальным шпонкам —
0,08...0,1 мм [99...100]. Учитывая накопленный
опыт эксплуатации, для исключения
заклинивания подвижных элементов зазоры
в шпоночных соединениях крупных турбин
несколько увеличили. В таблице 11.2 в
качестве примера представлены величины
зазоров в шпоночных соединениях систем
тепловых расширений турбин, выпускаемых
ТМЗ [10].
ри
разработке систем тепловых расширений
паровых турбин предполагалось, что
свобода тепловых перемещений в заданных
направлениях будет обеспечиваться
тепловыми зазорами между элементами
системы. Зазоры по поперечным и продольным
шпонкам обычно составляли 0,04...0,06 мм, а
зазоры по вертикальным шпонкам —
0,08...0,1 мм [99...100]. Учитывая накопленный
опыт эксплуатации, для исключения
заклинивания подвижных элементов зазоры
в шпоночных соединениях крупных турбин
несколько увеличили. В таблице 11.2 в
качестве примера представлены величины
зазоров в шпоночных соединениях систем
тепловых расширений турбин, выпускаемых
ТМЗ [10].
Для исключения заклинивания в поперечном шпоночном соединении применяют также различные антифрикционные материалы, например твердосмазочные гальванопокрытия на основе серебра — двуокиси рения в паре трения поперечная шпонка—паз [101, 113, 115].
Кардинальным способом решения задачи по исключению закусывания в поперечных шпонках считается модернизация узла сочленения лапы цилиндра и корпуса подшипников [100].
______________________________________________________________________________________________________________________________________________________________________________________________________________
Рис. 11.11. Установка дополнительной опоры под лапу для уменьшения силы, действующей со стороны лапы на корпус подшипника: 1 — фундаментная рама; 2 — корпус подшипника; 3 — поперечная шпонка; 4 — скоба; 5 — лапа; 6 — дополнительная опора
_____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Таблица 11.2
Величины зазоров в шпоночных соединениях систем тепловых расширений турбин производства ТМЗ
Тип турбины |
Величина теплового зазора, мм |
|||
продольная шпонка |
вертикальная шпонка |
поперечная шпонка под лапами |
поперечная шпонка фикспункта |
|
Т-100-130 Р-100-130 |
0,05...0,06 |
0,04...0,06 |
0,04...0,06 |
0,04...0,06 |
Т-250-240 |
0,10...0,15 |
0,08...0,10 |
0,12...0,18 |
0,08...0,10 |
Т-175-130 ПТ-135-130 |
0,08...0,12 |
0,06...0,10 |
0,12...0,15 |
0,08...0,10 |
Наиболее простым решением является придание поперечным шпонкам ромбовидной формы [77]. Поперечную шпонку укорачивают до 1/3 ее длины (ширины лапы) путем выборки металла по обе стороны от центрального участка шпонки (рис. 11.12). Такое мероприятие увеличивает возможность поворота лап в 3 раза, но в ряде случаев этого оказывается недостаточно.
На ряде турбин выполнены модернизации с заменой неподвижных шпонок на различные конструкции подвижных шпонок (разрезные, поворотные).
Конструктивная схема разрезной шпонки
[77, 100, 103, 116]. представлена на рис. 11.13.
Разрезная поперечная шпонка состоит
из трех основных элементов: основания
1, вставки 2 и гребня 3. Гребень 3, на который
опирается лапа 4 корпуса цилиндра, в
своей нижней части выполнен в форме
горизонтально расположенного полуцилиндра.
Полуцилиндр входит в соответствующей
формы паз вставки. Нижняя часть вставки
2 имеет цилиндрический шип с вертикальной
осью, который соо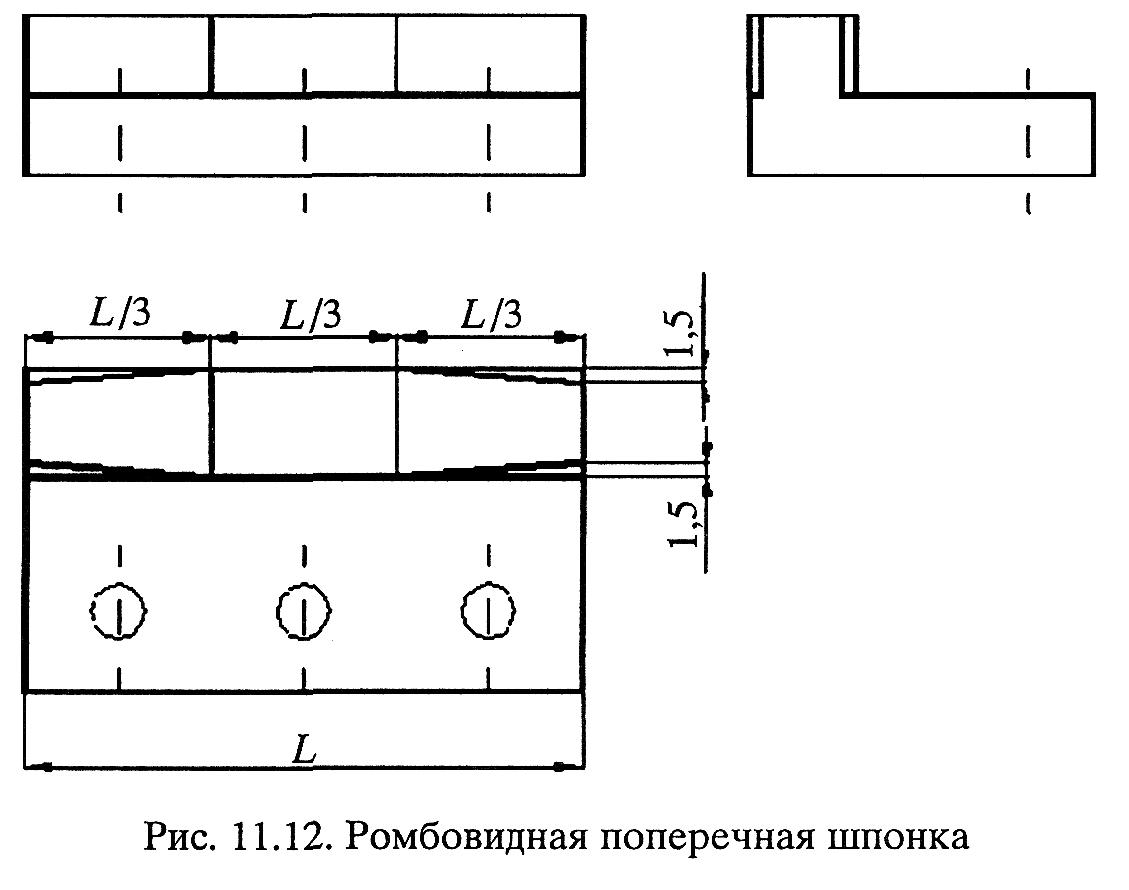 сно
расположен в отверстии основания 1,
укрепленного неподвижно на корпусе
подшипника 5.
сно
расположен в отверстии основания 1,
укрепленного неподвижно на корпусе
подшипника 5.
Шпонка "работает" следующим образом. При температурных перемещениях лапы 4 и деформациях корпуса цилиндра гребень 3 вместе с лапой 4 имеет возможность поворачиваться в горизонтальной и вертикальной плоскостях относительно основания 1 по цилиндрическим поверхностям вставки 2 и основания 1, компенсируя изменение положения лапы 4 в двух взаимно перпендикулярных направлениях; при этом взаимное положение лапы 4 и корпуса подшипника 5 в осевом и вертикальном направлениях сохраняется неизменным, обеспечивая первоначальную центровку турбины.
К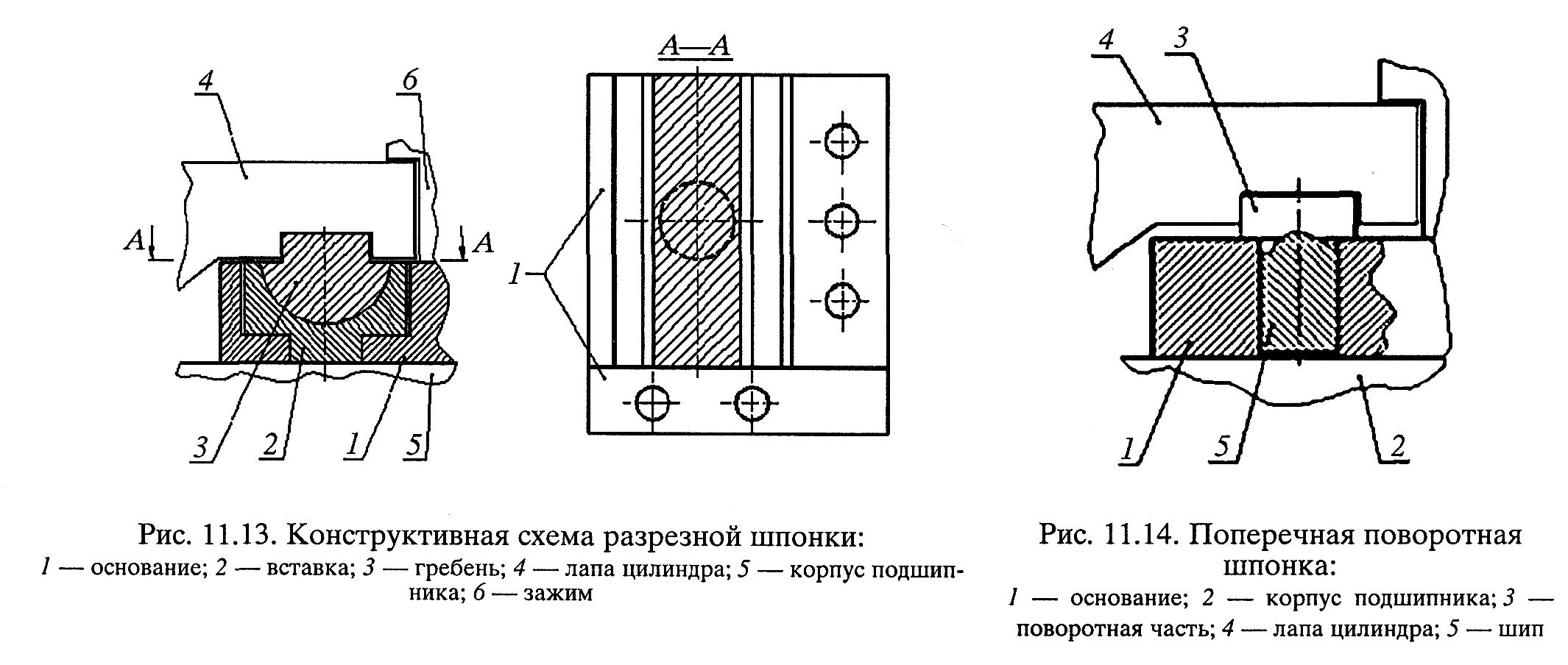 онструкция
поворотной шпонки [121], представленная
на рис. 11.14, допускает свободные угловые
перемещения в горизонтальной плоскости
лап цилиндров и стула относительно друг
друга, сохраняя при этом способность
передавать осевые усилия от лап цилиндра
на корпус подшипника. Поворотная шпонка
состоит из двух частей: неподвижной
(основание) и поворотной (шпонки). Шпонка
представляет собой прямоугольную призму
с цилиндрическим шипом. Основание шпонки
имеет цилиндрическое отверстие под
шип. Зазор в паре шпонка — основание
выбран таким образом, чтобы при нагреве
шпонки исключить ее заклинивание в
отверстии.
онструкция
поворотной шпонки [121], представленная
на рис. 11.14, допускает свободные угловые
перемещения в горизонтальной плоскости
лап цилиндров и стула относительно друг
друга, сохраняя при этом способность
передавать осевые усилия от лап цилиндра
на корпус подшипника. Поворотная шпонка
состоит из двух частей: неподвижной
(основание) и поворотной (шпонки). Шпонка
представляет собой прямоугольную призму
с цилиндрическим шипом. Основание шпонки
имеет цилиндрическое отверстие под
шип. Зазор в паре шпонка — основание
выбран таким образом, чтобы при нагреве
шпонки исключить ее заклинивание в
отверстии.
11.4. ОСНОВНЫЕ ОПЕРАЦИИ ПО НОРМАЛИЗАЦИИ ТЕПЛОВЫХ РАСШИРЕНИЙ, ВЫПОЛНЯЕМЫЕ ВО ВРЕМЯ РЕМОНТА ТУРБИНЫ
Для турбин при капитальных ремонтах и реконструкциях [111] рекомендовано выполнять мероприятия, облегчающие температурные расширения цилиндров. Такие мероприятия включают снижение сил трения на поверхности скольжения, выравнивание опорных нагрузок на лапах цилиндров, устранение дефектов опорно-подвесных систем трубопроводов и защемлений тепловой изоляции. В некоторых случаях может быть полезной разгрузка от осевых усилий, появляющихся при нерасчетных нагрузках в продольных шпонках, а также ужесточение крепления статора ЦНД в осевом направлении.
Обычно в период капитальных ремонтов в соответствии с требованиями [77] проводят очистку поверхностей скольжения фундаментных рам и стульев, а также ревизию и ремонт шпоночных соединений. Типовые решения, освоенные энергоремонтными предприятиями, предусматривают применение (обновление) пластичных смазок, закладываемых на поверхности скольжения каждые 5...6 лет при капитальных ремонтах, для чего в каждом случае требуется подъем стульев. В некоторых случаях производится полный ремонт поверхностей скольжения и шпоночных соединений с демонтажем стульев.
Для очистки поверхностей скольжения необходимо снять с фундаментной рамы передний стул, а второй стул поднять над фундаментной рамой на высоту 50...100 мм (так как снятие второго стула невозможно без демонтажа одного из цилиндров). Для турбин с системой опирания нижних половин цилиндров на корпуса подшипников (конструкции паровых турбин ЛМЗ и ТМЗ) эта операция особых трудностей не представляет.
Работы по ревизии скользящих поверхностей стульев целесообразно выполнять последовательно. Не рекомендуется одновременный подъем стульев, так как в этом случае может произойти смещение ЦВД под воздействием натягов от присоединенных трубопроводов и возврат его на место будет сопряжен со значительным дополнительным объемом работ.
Последовательность операций по подъему стула на требуемую величину рассмотрим на примере подъема второго стула турбин конструкций ЛМЗ и ТМЗ. Перед подъемом стула необходимо выполнить следующие работы:
— разобрать трубопроводы подвода и слива масла;
— снять Г-образные шпонки лап цилиндров;
— зафиксировать положение первого стула путем установки прокладок под Г-образные шпонки первого стула (обжать его по фундаментной раме);
— поднять ("оживить") лапы цилиндра ВД со стороны стула не менее чем на 0,5 мм над опорными поверхностями консольных шпонок;
— установить ЦВД со стороны второго стула на специальные технологические опоры;
— произвести подъем передних лап ЦСД аналогичным образом;
— вынуть консольные шпонки (при этом появляется возможность поднять стул над фундаментной рамой на высоту 50 ...100 мм);
— снять Г-образные шпонки стула;
— поднять стул и установить его на технологические прокладки.
При подъеме стула возможно его смещение в поперечной плоскости под воздействием присоединенных трубопроводов, так как вертикальные шпонки между стулом и цилиндрами при этом не выходят из зацепления.
После подъема стула в зазоре между подошвой стула и фундаментной рамой производится визуальный осмотр и ревизия скользящих поверхностей и продольных шпонок. Визуальный осмотр подошвы стула и фундаментной рамы производится с помощью зеркала, эндоскопов или других оптических приспособлений.
Выполняется зачистка опорных поверхностей; для зачистки различными ремонтными организациями разработаны специальные виды оснастки.
После выполнения зачистки на очищенную поверхность фундаментной рамы наносится покрытие (специальная антифрикционная паста ВТИ-ЛМЗ, паста АФП-90, чешуйчатый графит).
После ревизии поверхностей скольжения и нанесения антифрикционной пасты стул устанавливается на место. По величине усилий в поперечной плоскости, необходимых для установки стула на продольную шпонку фундаментной рамы, можно судить о влиянии присоединенных трубопроводов на тепловые перемещения стула.
После установки стула проводится визуальный осмотр, ревизия консольных шпонок, удаляются все забоины и заусеницы, восстанавливаются фаски и радиусные скругления.
Для исключения появления задиров во время работы турбины замеряются линейные размеры всех элементов шпоночного соединения для определения и, при необходимости, восстановления зазоров в шпоночном соединении. Шпонки, опорные поверхности стульев, отверстия под контрольные шпильки и опорные поверхности лап цилиндров натираются чешуйчатым графитом или дисульфидом молибдена, а затем производится их установка на место. Лапы цилиндра опускаются на свои опоры.
Технология подъема стульев турбин ХТЗ отличается от описанной выше технологии в связи с другой системой опирания цилиндра на стул. В конструкции этих турбин зазор между лапами нижних половин цилиндров и опорными поверхностями в местах под установку технологических прокладок составляет 10,0...12,0 мм, поэтому для производства ревизии скользящих поверхностей стульев их приходится поднимать на величину порядка 50...100 мм. Эта операция сопряжена со значительными упругими деформациями присоединенных трубопроводов. В связи с этим работы по ревизии скользящих поверхностей стульев турбин ХТЗ должны проводиться по специально разработанным проектам производства работ (ПОР).
Наибольшую сложность представляет операция по подъему передних лап ЦСД турбин К-300-240, так как этот цилиндр является комбинированным и имеет выхлоп первого потока части низкого давления, присоединенный к конденсатору. Подъем передних лап этих ЦСД на такие значительные величины производится с разгрузкой цилиндра от веса конденсатора (дополнительным натягом на опорные пружины конденсатора) для исключения возможного коробления цилиндра по вертикальному разъему между литой и сварной частями цилиндра.
В случае обнаружения коробления подошвы стула или рамы (наличия зазора по значительной части периметра сопрягаемых поверхностей) необходимо восстанавливать прилегание подошвы стула к фундаментной раме.
Восстановление прилегания подошвы стульев к фундаментной раме производится шабровкой подошвы стула по контрольной плите, а восстановление фундаментной рамы — ее шабровкой по подошве стула.
Восстановление прилегания подошвы второго стула к фундаментной раме у большинства турбин возможно только при демонтаже этого стула с одновременным демонтажом одного из цилиндров (ЦВД или ЦСД). Наиболее целесообразным представляется демонтаж ЦСД, так как в этом случае появляется доступ ко всем шпоночным соединениям и становится возможным устранение влияний всех присоединенных к турбине трубопроводов.