

13.4. Ремонт элементов системы парораспределения
В турбостроении используются два способа подачи пара в турбину — дроссельное и сопловое парораспределение.
Дроссельное парораспределение.
П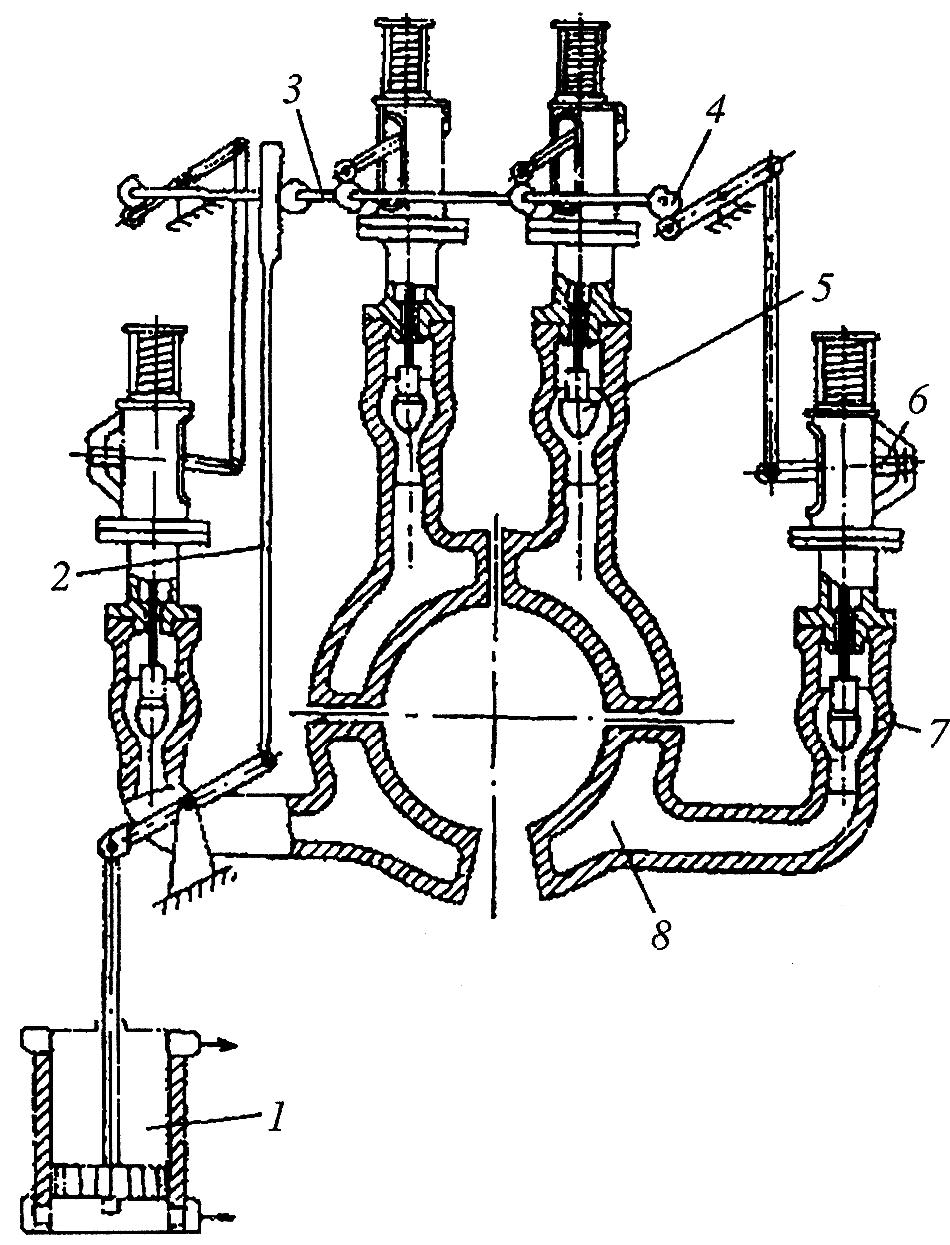 ри
дроссельном парораспределении пар
через клапан подводится одновременно
ко всем лопаткам направляющего аппарата
регулирующей ступени. Такой вид
парораспределения предпочтителен с
вибрационной точки зрения для лопаточного
аппарата, так как лопатки равномерно
нагружаются и прогреваются. Дроссельное
парораспределение эффективнее
использовать на турбинах, работающих
с номинальной нагрузкой. На нагрузках
ниже номинальной КПД турбины резко
снижается из-за потерь на дросселирование
пара. Поэтому такое парораспределение
не применяют для турбин, работающих на
переменных нагрузках.
ри
дроссельном парораспределении пар
через клапан подводится одновременно
ко всем лопаткам направляющего аппарата
регулирующей ступени. Такой вид
парораспределения предпочтителен с
вибрационной точки зрения для лопаточного
аппарата, так как лопатки равномерно
нагружаются и прогреваются. Дроссельное
парораспределение эффективнее
использовать на турбинах, работающих
с номинальной нагрузкой. На нагрузках
ниже номинальной КПД турбины резко
снижается из-за потерь на дросселирование
пара. Поэтому такое парораспределение
не применяют для турбин, работающих на
переменных нагрузках.
Сопловое парораспределение
На турбинах с сопловым парораспределением (парциальным подводом пара) камера направляющего аппарата регулирующей ступени разделена на четыре сегмента: две камеры в нижней половине и две камеры в верхней. К каждому сегменту подводится пар через свой регулирующий клапан. Пример соплового парораспределения показан на рис. 13.12.
На турбинах мощностью свыше 200 МВт пар подается в сегмент через несколько регулирующих клапанов в зависимости от мощности (например, К-500-240 имеет восемь регулирующих клапанов, по два клапана на каждый сегмент).
Такой вид парораспределения экономичен на переменных режимах. На номинальных режимах экономичность снижается.
_____________________________________________________________________
Рис. 13.12. Сопловое парораспределение:
1 — сервомотор; 2 — тяга; 3 — кулачковый вал; 4 — кулачок; 5 — клапан; 6 — привод штока клапана; 7 — паровая коробка; 8 — сопловая коробка
13.4.1. Ремонт кулачкового распределительного механизма
Кулачковый распределительный механизм предназначен для привода регулирующих клапанов. Он обеспечивает строгую зависимость величины и последовательности открытия регулирующих клапанов от положения главного сервомотора.
Кулачковый распределительный механизм состоит из двух полувалов, соединенных полугибкой муфтой. Кулачковый вал установлен на раму посредством шести двухрядных сферических роликовых подшипников № 3518 (№ 3520). Рама крепится к двум зубьям, отлитым на паровых коробках верхних регулирующих клапанов.
Вращение кулачковому валу передается от главного сервомотора. Поступательное движение поршня сервомотора преобразуется во вращательное с помощью зубчатого сектора (зубчатой рейки на турбинах ЛМЗ) и шестерни, расположенной непосредственно на кулачковом валу.
Основные дефекты кулачковых распределительных механизмов:
• износ профиля кулачков;
• износ зубчатой пары;
• заклинивание кулачкового вала.
При проведении капитальных ремонтов турбин кулачковые распределительные механизмы подлежат ревизии с полной их разборкой. Разборка и ремонт производится в специально отведенном месте. Для этого кулачковый распределительный механизм снимается с крышки цилиндра высокого давления в следующей последовательности:
1) снимают колонки регулирующих клапанов;
2) отсоединяют зубчатый сектор или рейку;
3) выворачивают два болта крепления рамы зубьям;
4) вынимают продольный и поперечный штифты.
Перед разборкой кулачковых распределительных механизмов необходимо убедиться в наличии маркировки на деталях. Если маркировка отсутствует, то ее необходимо нанести для того, чтобы при сборке не перепутать детали местами (кулачки, рубашки).
Износ профиля кулачков чаще всего происходит из-за неспособности роликов вращаться в рычагах регулирующих клапанов. В этом случае ролики начинают скользить по профилю кулачков, в результате чего образуется выработка на кулачках и роликах; при этом нарушается характеристика парораспределения.
Изношенные кулачки необходимо заменить новыми или реставрировать. Реставрация кулачков выполняется фрезерованием по шаблону, изготовленному из листовой стали толщиной 0,5...1 мм на основании чертежа. Изношенная часть кулачка наплавляется с припуском на механическую обработку. Следует обратить внимание на расположение шпоночного паза в ступице кулачка, отклонение которого относительно профиля кулачка смещает характеристику открытия клапана.
Износ зубчатой пары определяют до снятия кулачкового распределительного механизма с корпуса цилиндра. Зазоры между зубьями шестерни распределительного вала и сектора (рейки) замеряют свинцовыми оттисками.
Увеличение зазоров между зубьями влечет за собой увеличение степени нечувствительности системы регулирования. Опыт эксплуатации турбин показывает, что обычно происходит износ тех зубьев, которые работают в зоне номинальных нагрузок, или нагрузок, при которых наиболее длительно эксплуатируется турбина.
Допустимый зазор между зубьями составляет 0,3...0,5 мм. Фактический зазор при длительной эксплуатации доходит до 2 мм и более. Такие зубчатые пары подлежат замене. В некоторых случаях удается сохранить работоспособность зубчатых пар переворачиванием шестерни на 180°, при этом делается новый шпоночный паз на шестерне.
Распространенной причиной затрудненного вращения распределительного вала является заклинивание опорных подшипников вследствие выгорания смазки и попадания пыли, а иногда и их разрушение. Опорные подшипники распределительного вала работают в зоне повышенной температуры 280...300 °С (разброс температуры зависит от наличия обшивки ЦВД).
Жидкие и консистентные смазки при этой температуре выгорают, коксуются, что еще в большей степени затрудняет вращение подшипников. Смазку опорных подшипников можно делать серебристым графитом. Для этого подшипник обезжиривают и тщательно натирают сухим серебристым графитом до появления на телах качения и обоймах тонкого слоя графита. Перед установкой подшипника на место его необходимо продуть сжатым воздухом для того, чтобы удалить из полости подшипника остаток крупных частиц графита.
Можно также выполнять смазку подшипников дисульфитмолибденом, для чего порошок данного вещества разводят в глицерине, тщательно перемешивая (100 г глицерина, 30...35 г порошка). Обезжиренный от консервации подшипник погружается в этот раствор (для лучшего обволакивания подшипник желательно повращать в нем). После этого подшипник необходимо извлечь из раствора и дать некоторое время для стекания лишнего его количества раствора (подшипник находится в горизонтальном положении). На поверхности подшипника создается тонкая пленка дисульфитмолибдена.