

13.3.4.2. Всережимные упругие бесшарнирные датчики-регуляторы скорости
Датчики этого типа получили широкое применение, так как обладают минимальной инерционностью и практически нулевым трением. Диапазон их работы находится в пределах от 300 до 3400 об/мин поэтому они называются всережимными. На рис. 13.8 в качестве примера такого датчика показана конструкция широко распространенного регулятора скорости РС-3000, применяемого на турбинах ЛМЗ.
Датчик крепится консольно на валике 7, который связан шлицевым соединением с ротором турбины (шлицевое соединение применяется для того, чтобы осевые перемещения ротора не передавались на регулятор). Грузы 7, 8 укреплены на гибкой стальной ленте 5, которая крепится к корпусу 2 пластинками 10 и болтами 9. Пружина 4, укрепленная средней частью в кронштейне 3, стягивает грузы 7, 8. На выпуклой части ленты по оси валика крепится отбойная пластина (муфта) 6, регулирующая слив рабочей жидкости из сопла 11 следящего золотника. При повышении частоты вращения ротора грузы под воздействием центробежной силы растягивают пружину и деформируют гибкую ленту. В результате пластина 6 отходит от сопла 11, увеличивая зазор а, который восстанавливается за счет перемещения следящего золотника. При перемещении золотник своими регулирующими кромками перекрывает соответствующие окна, меняя сливы через них, тем самым передавая команду в последующие звенья. При достижении верхнего диапазона работы регулятора пластина 6 ложится на упор в. Ход пластины должен быть 13+0,5 мм.
Обычно в процессе эксплуатации у таких регуляторов изнашивается отбойная пластина. Разрушение ленты бывает достаточно редко.
При обнаружении износа отбойной пластины ее необходимо заменить. Замену можно производить в условиях станции. Замена ленты должна производиться специализированными ремонтными предприятиями. После замены ленты обязательно производятся настройка и снятие характеристики регулятора на испытательном стенде.
13.3.4.3. Гидродинамические датчики
Гидродинамические датчики широко применяются в системах регулирования турбин ТМЗ, КТЗ, ХТЗ. Они представляют собой центробежные импульсные насосы. Если такой насос служит только измерителем скорости, то его называют импеллером. Давление на напоре импеллера изменяется пропорционально квадрату скорости, затем это изменение давления воспринимается специальными приемщиками импульса. На турбинах производства ТМЗ таким приемщиком является мембранно-ленточный датчик.
Преимущество таких регуляторов заключается в том, что они не имеют трущихся частей, нечувствительны к осевым смещениям ротора, не требуют применения редуктора. Однако применение таких регуляторов требует дополнительной затраты мощности.
Единственным недостатком импеллера является возможная пульсация давления на выходе. Для снижения пульсации давления за импеллером его колесо на турбинах ТМЗ выполнено в виде диска с радиальными сверлениями. Такая форма каналов уменьшает возможность образования завихрений в потоке и, следовательно, пульсаций давления. Для большей стабильности давления во всасывающей камере импеллера масло к ней подводится из линии смазки и давление поддерживается равным 0,01...0,02 МПа за счет установки дроссельных шайб на ее входе и выходе.
При ремонте импульсных насосов необходимо уделить особое внимание состоянию уплотнений, так как при увеличении зазора снижается давление, создаваемое импеллером, что в свою очередь приводит к повышенной пульсации на напоре и всей системы в целом.
О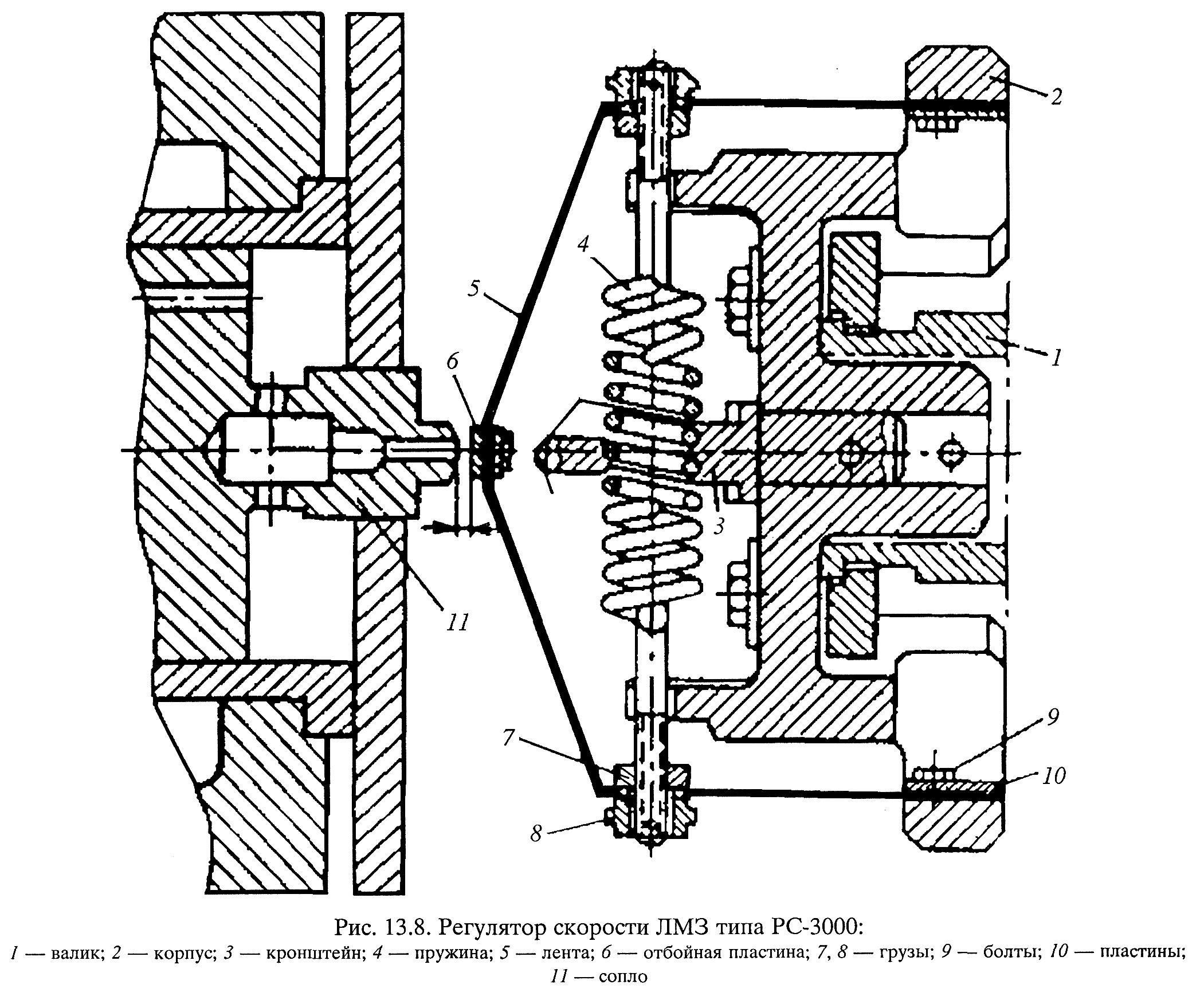 сновными
повреждениями являются износ баббитовой
заливки уплотнительных колец и
механический износ их посадочных
поверхностей.
сновными
повреждениями являются износ баббитовой
заливки уплотнительных колец и
механический износ их посадочных
поверхностей.
При ремонте внутренние поверхности уплотнительных колец перезаливаются и растачиваются под нужный размер. При ревизии насосов следует также обратить внимание на состояние отверстий для выпуска воздуха из верхних точек напорных камер.
Мембранно-ленточные датчики. Как уже говорилось выше, такие датчики нашли широкое применение в качестве приемщика импульсов в гидродинамических системах регулирования скорости.
Н
Рис. 13.8. Регулятор скорости ЛМЗ типа
РС-3000:
1 — валик; 2 — корпус; 3 —
кронштейн; 4 — пружина; 5 — лента;
6 — отбойная пластина; 7, 8 —
грузы; 9 — болты; 10 — пластины;
11 — сопло
В мембранно-ленточных системах используется
свойство гибкой ленты 1 терять
устойчивость при увеличении продольной
нагрузки выше так называемой критической
силы. При потере устойчивости средняя
часть ленты искривляется в поперечном
направлении. Поперечное перемещение
ленты в 7...10 раз больше вертикальных
перемещений мембраны 2, которая с
помощью колпачковой гайки 3 жестко
соединена с одним концом ленты. Сама
мембрана устанавливается в корпусе и
накрывается крышкой, в которой имеется
отверстие для подвода импульсного масла
от импеллера. Второй конец ленты
закрепляется в корпусе при помощи
натяжного винта 4, имеющего наружную
и внутреннюю резьбы. Во внутреннюю
резьбу вворачивается хвостовик ленты,
наружная резьба вворачивается в корпус.
Шаг наружной резьбы на 0,25 мм больше шага
внутренней резьбы, поэтому за один
оборот винта хвостовик ленты проходит
0,25 мм. При вращении натяжного винта по
часовой стрелке лента перемещается в
сторону мембраны, за счет этого создается
предварительное сжатие ленты до
критического состояния. При изменении
давления на мембрану лента изгибается,
вследствие чего изменяется зазор между
лентой и соплом 5, которое устанавливается
перпендикулярно ленте в средней ее
части. К соплу через тангенциальные
окна золотника промежуточного усиления
подводится напорное масло. Изменение
слива из сопла ведет к изменению давления
в камере золотника, вследствие чего
золотник перемещается.
мембранно-ленточных системах используется
свойство гибкой ленты 1 терять
устойчивость при увеличении продольной
нагрузки выше так называемой критической
силы. При потере устойчивости средняя
часть ленты искривляется в поперечном
направлении. Поперечное перемещение
ленты в 7...10 раз больше вертикальных
перемещений мембраны 2, которая с
помощью колпачковой гайки 3 жестко
соединена с одним концом ленты. Сама
мембрана устанавливается в корпусе и
накрывается крышкой, в которой имеется
отверстие для подвода импульсного масла
от импеллера. Второй конец ленты
закрепляется в корпусе при помощи
натяжного винта 4, имеющего наружную
и внутреннюю резьбы. Во внутреннюю
резьбу вворачивается хвостовик ленты,
наружная резьба вворачивается в корпус.
Шаг наружной резьбы на 0,25 мм больше шага
внутренней резьбы, поэтому за один
оборот винта хвостовик ленты проходит
0,25 мм. При вращении натяжного винта по
часовой стрелке лента перемещается в
сторону мембраны, за счет этого создается
предварительное сжатие ленты до
критического состояния. При изменении
давления на мембрану лента изгибается,
вследствие чего изменяется зазор между
лентой и соплом 5, которое устанавливается
перпендикулярно ленте в средней ее
части. К соплу через тангенциальные
окна золотника промежуточного усиления
подводится напорное масло. Изменение
слива из сопла ведет к изменению давления
в камере золотника, вследствие чего
золотник перемещается.
Ремонт мембранно-ленточных датчиков. Как уже говорилось выше, мембранно-ленточные датчики очень надежны, однако в процессе эксплуатации на ленте или мембране могут появиться трещины. В редких случаях наблюдается остаточная деформация ленты. Дефектные ленты и мембраны необходимо заменить на новые. При замене мембраны необходимо проверить параллельность полотна ленты и торца сопла (непараллельность не должна превышать 0,1 мм). При замене ленты проверку параллельности можно не производить. Посадка направляющих ленты в мембране и корпусе должна строго соответствовать требованиям чертежа.
Сборка мембранно-ленточной системы производится в следующем порядке:
— вставить ленту в мембрану и затянуть колпачковую гайку, пока плоский торец ленты не упрется в мембрану;
— отвернуть колпачковую гайку на 3 мм и легкими ударами сдвинуть ленту в обратную сторону до упора гайки в мембрану;
— навернуть натяжной винт на хвостовик ленты и далее в корпус (перед завинчиванием винта желательно установить в специальное отверстие индикатор часового типа для проверки прогиба ленты и соплом дать прогиб ленты 0,03...0,05 мм);
— при завинчивании винта в корпус лента начнет перемещаться в сторону мембраны до упора в нее (при этом зазор между колпачковой гайкой и мембраной начнет увеличиваться), момент упора ленты в мембрану фиксируется индикатором и зазором между колпачковой гайкой и мембраной, зазор должен быть снова 3 мм;
— затянуть колпачковую гайку до упора (между гайкой и мембраной должна быть установлена прокладка из отожженной красной меди);
— натяжным винтом установить необходимое сжатие ленты и застопорить контргайки.
После сборки мембранно-ленточной системы необходимо провести ее тарировку, которая заключается в снятии зависимости прогиба ленты от давления на мембрану без подачи масла на сопло. Если эта зависимость прямолинейна и разница между прямым и обратным ходом не превышает 0,01...0,02 мм, то система допускается для дальнейшей наладки.