

10.2. Проведение замеров центровки роторов по полумуфтам, определение положения ротора относительно статора турбины
Замеры величин, характеризующих взаимное положение осей роторов, выполняются по окружности полумуфт и расстоянию между их торцевыми поверхностями по концам взаимно перпендикулярных диаметров согласно [15, 17] (рис. 10.3). Замеры по окружности полумуфт называют радиальными, а замеры параллельности торцевых поверхностей полумуфт (излома осей) — торцевыми.
Р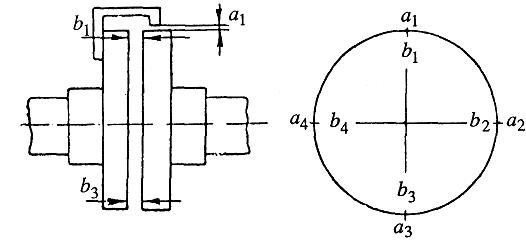 азница
в аксиальных зазорах, замеренных на
противоположных сторонах полумуфт,
показывает непараллельность торцов
муфт и, следовательно, наклон оси одного
вала по отношению к другому (величину
излома). Разница в радиальных зазорах
показывает величину смещения осей
роторов в вертикальной и горизонтальной
плоскостях, при которой окружности
полумуфт неконцентричны, и, следовательно,
ось одного вала не является продолжением
оси другого вала.
азница
в аксиальных зазорах, замеренных на
противоположных сторонах полумуфт,
показывает непараллельность торцов
муфт и, следовательно, наклон оси одного
вала по отношению к другому (величину
излома). Разница в радиальных зазорах
показывает величину смещения осей
роторов в вертикальной и горизонтальной
плоскостях, при которой окружности
полумуфт неконцентричны, и, следовательно,
ось одного вала не является продолжением
оси другого вала.
З
Рис. 10.3. Установка скобы
для производства замеров и места замеров
центровки роторов по полумуфтам (замеры
по окружности — а, по
торцу — b)
Величины, характеризующие взаимное положение осей роторов, замеряются в четырех положениях через каждые 90° при совместном проворачивании роторов. Такая система производства замеров позволяет исключить влияние дефектов формы полумуфт и биения насадных полумуфт.
Совместное проворачивание роторов позволяет избежать ошибок при определении положений осей роторов, которые могут иметь место из-за отличия фактической формы полумуфт или их посадки на вал от идеальной.
Замеры проводятся при одновременном проворачивании обоих роторов на 90, 180, 270 и 360°, т. е. каждый раз при повороте роторов на 90° по отношению к предыдущему положению, пока не будет пройден полный оборот. При каждом из этих положений с помощью щупа 2-го класса точности замеряются аксиальные и радиальные зазоры; аксиальный зазор при провороте на 360° должен совпадать по величине с зазором, полученным при нулевом положении роторов; этот замер является контрольным.
Аксиальные зазоры (зазоры по торцу) обозначаются буквами А с соответствующими индексами (АВ, АН, АЛ, АП — верх, низ, левая и правая части муфты), а радиальные зазоры (зазоры по окружности) обозначаются буквами R с теми же индексами (RB, RH, RЛ, RП ). Запись полученных замеров производится как показано на рис. 10.3 (аксиальные замеры записываются снаружи окружности, а торцевые внутри).
Взаимное расположение роторов определяется замерами аксиальных и радиальных зазоров между полумуфтами в трех точках (лево, верх, право); замер нижних зазоров произвести, как правило, не удается и не требуется, так как суммы диаметрально противоположных зазоров равны:
АВ + АН = АЛ + АП ;
RB + RH = RЛ + RП .
Нижние зазоры определяются расчетным путем из простого соотношения:
АН = АЛ + АП – АВ
RH = RЛ + RП – RB
Данные замеров по торцу заносятся в таблицу, затем вычисляются среднее арифметическое полученных замеров и нижнее значение среднего зазора по торцу; минимальное значение зазора вычитается из остальных (т. е. полученные величины значений зазоров приводятся к нолю); вычисляется также значение нижнего зазора по окружности, и величины зазоров по окружности аналогично приводятся к нулю. Приведенные значения записываются в формуляр центровки ротора (рис. 10.4).
В формуляре обязательно указывается муфта, на которой при центровке установлена скоба. Именно положение скобы определяет, какая из полумуфт находится выше, а какая ниже.
№ замера |
Л |
В |
П |
|
0 90 180 270 Сум. Ср. арифм. |
|
|
|
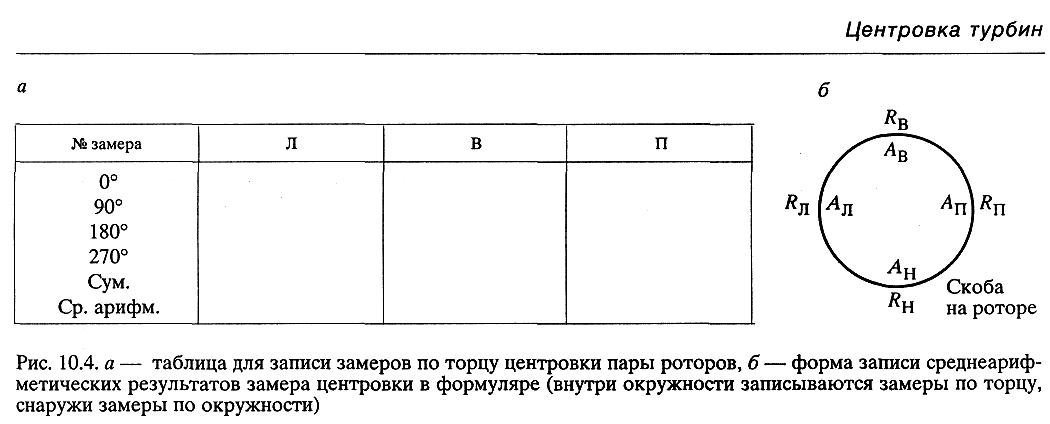
Рис. 10.4. а — таблица для записи замеров по торцу центровки пары роторов, б — форма записи среднеарифметических результатов замера центровки в формуляре (внутри окружности записываются замеры по торцу, снаружи замеры по окружности)