

9.6. Вопросы для самопроверки
Каково назначение муфт роторов турбин?
Назовите основные типы муфт турбин (классификация).
Назовите основные детали полугибких муфт.
Перечислите основные элементы конструкции гибких муфт.
Назовите характерные дефекты, обнаруживаемые при ревизии и ремонте муфт.
Перечислите общие требования к муфтам.
С какой целью производится клеймение всех деталей муфт?
Как выполняется проверка торцевого боя полумуфт?
С какой целью выполняется замер расстояния между торцом втулки полумуфты и галтелью вала перед снятием полумуфты?
В каком направлении осуществляется прогрев полумуфты для ее снятия и посадки?
Как проверяется правильность посадки полумуфты на вал?
В каких случаях производится замена призонных болтов на новые?
Какими методами могут быть устранены выработки посадочного места на валу под полумуфту?
Глава 10 центровка турбин
10.1. Задачи центровки
Цель центровки турбоагрегата — обеспечение правильного взаимного расположения роторов и совпадения геометрических осей роторов с осями подшипников и цилиндров.
Качественная центровка является одним из необходимых условий, обеспечивающих возможность пуска, надежную и экономичную (с минимальными затратами холостого хода) работу турбоагрегата. Неправильная центровка может вызвать в процессе эксплуатации повышенную вибрацию турбоагрегата, задевания в концевых уплотнениях, износ подшипников, неправильную работу соединительных муфт и другие негативные моменты.
Центровка турбин включает в себя несколько операций [15, 17, 94, 95]:
• Центровка корпусов цилиндров и подшипников при монтаже, обеспечивающая совпадение осей их расточек и состоящая из последовательно выполняемых:
предварительной центровки по струне, имеющей целью установить детали корпусов цилиндров и подшипников соосно друг другу,
проверки положения деталей корпусов цилиндров и подшипников по уровню, предусматривающему при монтаже установку геометрической оси расточек корпусов цилиндров и подшипников с требуемым уклоном в продольном направлении;
Центровка роторов по полумуфтам, обеспечивающая такое положение роторов при работе турбоагрегата, когда ось одного ротора является продолжением оси другого, а ось валопровода в целом представляет собой одну непрерывную упругую линию;
Центровка по расточкам, определяющая совпадение осей роторов с осями расточек и обеспечивающая правильные равномерные радиальные зазоры в уплотнениях и в проточной части турбины.
Предварительная установка корпусов цилиндров и подшипников по струне и по уровню (в настоящее время чаще всего выполняется по оптической трубе) выполняется только при монтаже турбоагрегата. Окончательное их взаимное положение определяется и корректируется по результатам проверки центровки роторов по полумуфтам и положению роторов относительно расточек корпусов цилиндров и подшипников.
В некоторых случаях при ремонтах обнаруживается, что положение цилиндров и подшипников имеет значительные отклонения по отношению к осевым линиям роторов; это может являться следствием неравномерной осадки фундаментов турбоагрегата или ошибок, допущенных во время монтажа. В этих случаях, а также в случаях, когда при сборке турбин, находившихся в длительной эксплуатации, производятся работы, связанные с приведением в порядок фундаментов с демонтажем фундаментных рам, исправлением опорных поверхностей турбины, со сменой или ремонтом направляющих шпонок, шпоночных пазов, производится исправление положения деталей статора в соответствии с требованиями заводских формуляров.
Проверка центровки роторов по расточкам выполняется при обнаружении следов задеваний в концевых и промежуточных уплотнениях и при значительной величине расцентровки по полумуфтам.
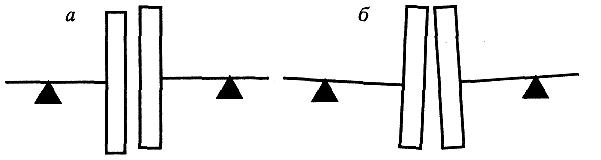
Целью проверки центровки роторов по полумуфтам является определение величины несовпадения осей пары роторов, свободно лежащих на своих опорах. Фактически при этом определяется (а при необходимости корректируется) взаимное расположение опор роторов. Несовпадение осей роторов может быть двух видов:
коленчатость пары роторов — несовпадение взаимно параллельных осей пары роторов (рис. 10.1, а);
излом осей (угловое несовпадение осей) пары роторов (рис. 10.1, б).
 Проверка
центровки роторов по полумуфтам должна
выполняться при каждом капитальном
ремонте, так
Проверка
центровки роторов по полумуфтам должна
выполняться при каждом капитальном
ремонте, так
к
Рис. 10.1.
Виды
несовпадения
осей
роторов:
а —
коленчатость пары роторов; б
— излом осей (угловое
несовпадение осей)
При выполнении центровки операции должны производиться высококвалифицированным персоналом в соответствии с требованиями заводов-изготовителей, а также с учетом выявленных закономерностей в перемещении цилиндров, роторов, корпусов подшипников относительно друг друга во время эксплуатации.
Ротор, свободно установленный на подшипники, под действием собственного веса имеет определенный статический прогиб, и его ось представляет собой не прямую, а кривую линию. В зависимости от конструкции и размеров роторов турбин величина стрелы упругого прогиба достигает 0,4 мм, а роторов генераторов 1,2 мм. Во время вращения каждый ротор всегда сохраняет свой естественный статический прогиб независимо от числа оборотов, за исключением периодов перехода через критическую частоту вращения (число оборотов).
Если расположить опорные подшипники двух смежных роторов на одном уровне (рис. 10.2, а), то торцевые поверхности полумуфт окажутся непараллельными и будут иметь раскрытие сверху.
При центрировании роторов нужно добиваться, чтобы линии их упругих прогибов располагались на одной плавной кривой, для чего полумуфты должны быть концентричными, а их торцевые поверхности параллельными (рис. 10.2, б).
Поскольку непосредственная проверка положения осей роторов относительно друг друга затруднительна, то она производится косвенным способом, по взаимному положению полумуфт пары роторов.