

9.3.2. Контроль металла
Контроль металла полумуфт включает в себя ультразвуковой контроль, контроль методами магнитопорошковой дефектоскопии или цветной дефектоскопии на отсутствие трещин на галтелях полумуфт, в районе отверстий под призонные болты, а также контроль призонных болтов (особенно в районе галтелей).
Периодичность и объем контроля металла определяется в соответствии с требованиями [21, 68].
9.3.3. Особенности снятия и посадки полумуфт
При отсутствии явных повреждений полумуфт необходимости в снятии полумуфт с валов нет. Если для ремонта самой полумуфты или для снятия других деталей, насаженных со стороны муфты (дисков, уплотнительных втулок и др.), полумуфта должна быть снята с вала, необходимо предварительно проверить наличие четкой маркировки, которая обеспечит обратную посадку всех снятых деталей точно на свои посадочные места.
Кроме того, перед снятием полумуфты с ротора необходимо замерить ее расположение на валу в осевом направлении (расстояние между торцом втулки полумуфты и галтелью вала):
для определения величины натяга, с которым работала муфта;
сохранения или обеспечения другими способами (если аксиальное положение полумуфты при посадке необходимо изменить) аксиальных зазоров в проточной части (осевого расположения торца полумуфты относительно ротора).
Положение муфты относительно вала записывается в ремонтный журнал, а для повторяемости сборки изготавливаются шаблоны.
Снимаются стопорные элементы, крепящие полумуфту на валу, шпонки рекомендуется также вынуть, для чего на торце шпонки с прямым клином засверливают отверстия и нарезают в них резьбу для вытяжного болта.
Для обеспечения повторяемости сборки положение муфты на роторе клеймится так как полумуфты роторов имеют две шпонки и более.
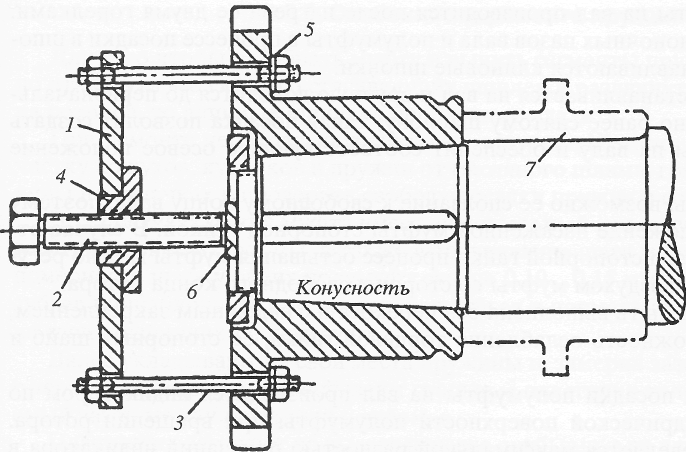
Устанавливается приспособление для снятия полумуфты (рис. 9.5) и создается предварительное усилие натяжения. Величина предварительного усилия натяжения на приспособление не должна быть значительной для того, чтобы определить момент расцепления посадки полумуфты на ротор, не повредить посадочные поверхности ротора и полумуфты (избежать возникновения "задиров") и не сбросить полумуфту с ротора по конической посадке.
После создания усилия стягивания производится нагрев полумуфты. Нагрев можно производить с помощью двух ацетиленовых горелок № 5...7, двух пропановых огнеметов или индукторов промышленной частоты.
Нагрев полумуфты производится до тех пор, пока она не сдвинется с конуса ротора или по цилиндрической посадке; после чего необходимо сдвинуть полумуфту с помощью съемного приспособления по конической посадке на 60...80 мм, а по цилиндрической посадке на половину длины посадки, затем застропить и снять полумуфту с ротора.
 Нагрев
полумуфты горелками или огнеметами во
избежание коробления фланца полумуфты
необходимо начинать с периферии фланца,
постепенно переходя к ее ступице.
Нагрев
полумуфты горелками или огнеметами во
избежание коробления фланца полумуфты
необходимо начинать с периферии фланца,
постепенно переходя к ее ступице.
Для определения натяга полумуфты при ее конической посадке на ротор необходимо определить величину ее продвижения по валу в сторону посадки (расстояние от места посадки полумуфты в холодном состоянии до шаблона, определяющего ее рабочее положение). Величина продвижения муфты по валу в сторону посадки должна обеспечивать натяг в соответствии с требованиями чертежа. Соотношение между величиной натяга и величиной продвижения муфты по валу определяется по формуле
![]() ,
,
_________________________________________
Рис. 9.5. Снятие полумуфта с вала:
1 — фланец; 2 — нажимной болт; 3 — стяжные шпильки; 4 — втулка с резьбой; 5 — шайбы; 6 — подкладка; 7 — шаблон
где Hм — натяг при посадке полумуфты на вал;
![]() —
величина продвижения муфты по валу;
—
величина продвижения муфты по валу;
k — конусность вала, %.
Величина конусности определяется из выражения
![]() ,
,
где D — максимальный диаметр конуса муфты, мм;
d — минимальный диаметр конуса муфты, мм;
l — посадочная длина конуса муфты, мм.
Величина продвижения
полумуфты по валу должна быть больше
![]() и меньше
и меньше![]() ,
т. е. в пределах чертежного допуска по
натягу.
,
т. е. в пределах чертежного допуска по
натягу.
Обратная посадка полумуфты на вал производится после нагрева ее двумя горелками. Для обеспечения совпадения шпоночных пазов вала и полумуфты в процессе посадки в шпоночные пазы вала плотно устанавливаются клиновые шпонки.
После нагрева полумуфта устанавливается на вал и вручную доводится до первоначального посадочного места согласно ранее снятому шаблону; такая посадка позволит создать необходимый натяг полумуфты на валу и обеспечит соответствующее осевое положение торца полумуфты.
В процессе остывания муфты возможно ее сползание к свободному концу вала, поэтому необходимо зафиксировать положение насаженной муфты стопорной гайкой. В случае отсутствия в конструкции этого узла стопорной гайки процесс остывания муфты можно регулировать охлаждением сжатым воздухом муфты со стороны свободного конца ротора.
Посадка полумуфты должна быть выполнена без перекоса и с надежным закреплением, полностью устраняющим возможность ослабления торцевой гайки, ее стопорных шайб и шпилек.
Проверка концентричности посадки полумуфты.на вал производится индикатором по центрирующему пояску цилиндрической поверхности полумуфты при вращении ротора. Эксцентричность посадки определяется максимальной разностью показаний индикатора в двух диаметрально противоположных точках окружности полумуфты; величина радиального биения по отношению к оси вала не должна превышать 0,03 мм.
При обнаружении каких-либо ненормальностей при посадке необходимо полумуфту снять и осмотреть посадочные поверхности и шпонки.