

8.3.4. Переоблопачивание рабочего колеса
Переоблопачивание рабочего колеса, т.е. разлопачивание и повторное облопачивание, является ремонтной операцией, более сложной, чем сборка новой ступени, и осуществляется по специальным ремонтным технологиям, разработанным специализированными организациями. Под переоблопачиванием понимается замена забракованных в процессе дефектации рабочих лопаток, ленточного и проволочного бандажей, замков, заклепок, вставок.
Облопачивание рабочего колеса является сложным и ответственным процессом, качество которого в значительной степени определяет надежность ступени в эксплуатации. Все основные требования, необходимые для проведения качественного облопачивания ступени, как правило, содержатся в заводской конструкторской документации (сборочный чертеж и чертеж хвостового соединения), на основании которой разрабатываются технологии облопачивания рабочей ступени в условиях ремонта на ТЭС.
Возможны несколько вариантов ремонта ступени в зависимости от причины, его вызвавшей, имеющихся в наличии запчастей и сроков ремонта:
полное переоблопачивание старого колеса новыми лопатками;
частичная замена лопаток на новые или на бывшие в эксплуатации (с другого колеса);
облопачивание нового колеса старыми лопатками;
проведение модернизации лопаток в процессе ремонта.
Важную роль играет конструкция лопаток и связей, а также фактическое состояние колеса и лопаток, предназначенных для повторного облопачивания, а именно: геометрические размеры хвостовика и паза, размеры и координаты отверстий под заклепки, а также состояние поверхностей хвостовика и паза.
В зависимости от вышеперечисленных обстоятельств в ряде случаев возникает необходимость разработки индивидуального технического решения по ремонту ступени.
Независимо от вариантов ремонта обязательным является выполнение требований конструкторской документации, а при невозможности — согласование принятого технического решения с заводом-изготовителем.
Для надежной эксплуатации ступени необходимо при ее облопачивании обратить особое внимание на следующие положения:
количество лопаток на колесе и направление вращения колеса;
величину зазоров и натягов в хвостовом соединении;
пригонку соседних лопаток по сопрягаемым поверхностям;
наличие тангенциального натяга по окружности колеса;
величину тангенциальных и аксиальных навалов;
размеры горловые;
установку лопаток по результатам развески на моментных весах;
вибрационный контроль в процессе облопачивания и после окончательной сборки. Переоблопачивание насадных дисков большинства роторов возможно произвести без
разборки ротора; исключение составляют диски при конструкции лопаток с верховой посадкой и с малыми промежутками межу дисками.
При переоблопачивании колеса, в отличие от сборки новой ступени, первым этапом является процесс разлопачивания. Вариантов разлопачивания также может быть несколько:
частичное или полное;
с сохранением лопаток для повторной установки или без сохранения.
Часто разлопачивание осложняется из-за коррозии или заноса солями хвостового соединения, а в ряде случаев из-за этого становится невозможным сохранить лопатки. В таких случаях некоторые ремонтные организации применяют обкладывание лопаток в районе крепления в диске на сутки и более ветошью, смоченной керосином так, чтобы обеспечить постоянное проникновение керосина в зазоры между лопатками и диском.
Наиболее простой вариант разлопачивания — это полное разлопачивание без сохранения лопаток. При этом лопатки могут быть частично срезаны электродуговой сваркой либо на токарном станке, вплоть до частичной вырезки хвостовиков, но без повреждений обода и паза в диске. Замена лопаток с любой конструкцией хвостового соединения начинается с удаления ленточных бандажей, проволочных связей и демпферных вставок.
Если при разлопачивании колес с торцевой заводкой лопаток, необходимо заменить отдельные лопатки, удаление лопаток производится вручную. При этом следует прежде всего снять бандажные сегменты. После этого высверливают замок диска (при сверлении необходимо следить за тем, чтобы сверло не касалось тела диска и соседних лопаток).
После удаления замка производят разлопачивание; лопатки и промтела передвигают по окружности до отверстия замка и там вынимают. При передвижении лопатки или промтела их проталкивают медным ударником (для предотвращения повреждения лопатки), упираясь в наружный профиль, непосредственно над хвостовиком.
После удаления лопаток независимо от типа хвостового соединения оценивают состояние пазов и производят их очистку от ржавчины, накипи и грязи, а также снятие заусениц и сглаживание забоин.
При смене только отдельных поврежденных лопаток, во избежание нарушения балансировки диска, все остальные лопатки следует пронумеровать и затем установить в прежнем порядке. Перед установкой новых лопаток канавку диска следует тщательно очистить и смазать антифрикционным материалом (например, дисульфидом молибдена).
При разлопачивании ступени, имеющей лопатки с верховой посадкой, работу по разло-пачиванию начинают с выбивания заклепок, крепящих лопатки на диске. Перед выбиванием заклепок осторожно срубают их расклепанную выступающую часть. После того как заклепки удалены, с помощью оправки удаляют с диска лопатки.
Разлопачивание ступени с елочными хвостовиками начинают с отгибания загнутых концов стопорных пластин. Затем выбивают по очереди все лопатки медным ударником, упираясь в хвостовую часть.
Технологии частичного разлопачивания и полного с сохранением лопаток зависят от конструкции лопаток и связей. Для каждого случая имеются определенные технологические приемы и соответствующая оснастка.
Новые лопатки, полученные с завода, перед установкой должны пройти входной контроль [93]. При входном контроле:
проверяется комплектность и правильность оформления документации;
проверяется наличие клейм на всех лопатках;
выполняется визуальный осмотр 100 % лопаток с целью выявления механических повреждений и нарушения качества поверхности.
При осмотре лопаток проверяют:
качество обработки лопаток в соответствии с предъявляемыми к ним требованиями в отношении шлифовки и полировки;
отсутствие дефектов материала (забоин, царапин, рисок, трещин);
точность размеров, особенно в хвостовой части;
наличие галтелей в местах перехода в хвостовой части и у шипа;
наличие раззенковки отверстий для бандажной проволоки;
соответствие диаметра отверстий в лопатках диаметру бандажной проволоки и одинаковое расположение отверстий во всех лопатках;
соответствие длины каждой лопатки длине, указанной в чертеже.
Особое внимание следует обратить на проверку размеров лопаток. Эта проверка обязательна и производится с помощью различных приспособлений.
Проверяется длина лопаток от опорных поверхностей хвоста до головки лопаток; при наличии разницы в длинах могут возникнуть трудности при установке бандажей и их расклепке на шипах.
П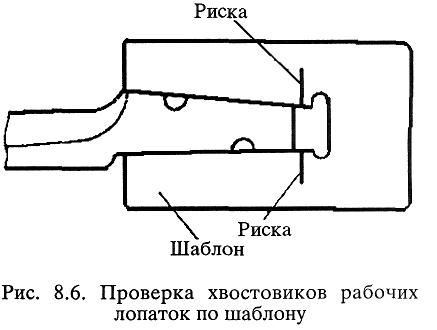 роверяется
толщина, ширина и профиль хвостовой
части лопаток и вставок; проверку этих
размеров при плоском хвосте можно
произвести угломером и микрометром
или по шаблону. При проверке хвостовиков
по шаблону (рис. 8.6) отмечают лопатки,
отклоняющиеся от среднего шага как в
большую, так и в меньшую сторону, для
чего на шаблоне отмечают риской положение
нижней кромки хвостовика, имеющего
расчетный шаг. Лопатки, нижняя кромка
хвоста которых при наложении шаблона
не дойдет до риски, будут иметь шаг
больше расчетного; лопатки, хвостовик
которых перейдет риску, нанесенную на
шаблоне, будут иметь шаг меньше
расчетного. В зависимости от полученных
при проверке величин отклонения от
среднего шага и количества лопаток,
имеющих отклонения в большую или меньшую
сторону, можно судить о запасе или
нехватке полноты хвостовиков.
роверяется
толщина, ширина и профиль хвостовой
части лопаток и вставок; проверку этих
размеров при плоском хвосте можно
произвести угломером и микрометром
или по шаблону. При проверке хвостовиков
по шаблону (рис. 8.6) отмечают лопатки,
отклоняющиеся от среднего шага как в
большую, так и в меньшую сторону, для
чего на шаблоне отмечают риской положение
нижней кромки хвостовика, имеющего
расчетный шаг. Лопатки, нижняя кромка
хвоста которых при наложении шаблона
не дойдет до риски, будут иметь шаг
больше расчетного; лопатки, хвостовик
которых перейдет риску, нанесенную на
шаблоне, будут иметь шаг меньше
расчетного. В зависимости от полученных
при проверке величин отклонения от
среднего шага и количества лопаток,
имеющих отклонения в большую или меньшую
сторону, можно судить о запасе или
нехватке полноты хвостовиков.
Выполняется проверка ширины, высоты, наличия галтелей и наклона шипов на лопатках; они должны быть одинаковыми, так как иначе возникнут трудности по надеванию на эти шипы бандажа, имеющего одинаковые размеры отверстий.
При наличии отступлений в размерах необходимо индивидуально решать вопрос о возможности использования лопаток, имеющих отклонения.
Лопатки одной ступени могут значительно отличаться друг от друга по весу, а также могут отличаться распределением массы профиля по длине лопатки (разные массы в отдельных сечениях). Установка таких лопаток на диск может привести к значительному статическому небалансу диска. Для предупреждения появления небаланса лопатки распределяются по диску с учетом их масс. Лопатки длиной до 250 мм взвешиваются на обыкновенных весах; лопатки большей длины подлежат взвешиванию на специальных моментных весах (рис. 8.7). Моментные весы позволяют подобрать лопатки с весом, одинаково распределенным по длине лопатки. На моментных весах лопатка закрепляется на таком же расстоянии от оси вращения коромысла весов, как на диске. Для определения статических моментов лопаток следует выбрать из 10... 15 взвешенных на торговых весах лопаток одну средней массы. Установить ее на моментных весах, уравновесить лопатку грузом и винтовым балансиром так, чтобы уравновешивающий балансир и стрелка были на нуле. Эта лопатка принимается за контрольную, маркируется знаком "О", и относительно нее для всех остальных лопаток определяется перевес или недовес. При перевесе лопатки она маркируется знаком "+", при недовесе знаком "-"; после знака указывается число, показывающее количество делений, на которое был передвинут уравновешивающий балансир от нулевого деления при взвешивании лопатки. Лопатки с равными или близкими моментными весами располагаются на диске диаметрально противоположно и равными количествами, это позволяет избежать значительных статических небалансов.
П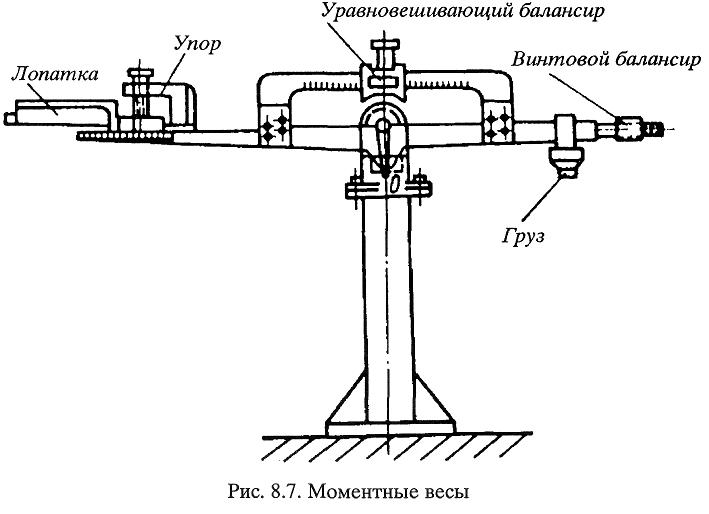 ри
облопачивании необходимо соблюдать
следующие основные требования:
ри
облопачивании необходимо соблюдать
следующие основные требования:
1. Лопатки должны быть набраны с плотным прилеганием хвостовиков лопаток друг к другу. Хвостовики лопаток должны быть тщательно пригнаны друг к другу опиловкой или шабровкой по краске.
2. Лопатки должны быть установлены с натягом в тангенциальном направлении.
3. Лопатки должны быть набраны так, чтобы погрешность в их установке в радиальном и осевом направлениях от заданного направления не превышала величин, указанных в чертеже.