

7.3.2. Выемка роторов из цилиндра
Выемка роторов производится после выполнения комплекса необходимых замеров зазоров и положений деталей при полностью остывшей турбине: осевых и радиальных зазоров в проточной части турбины, прогиба валов, разбега в упорных подшипниках, осевого и радиального биения рабочих дисков, упорного диска, полумуфт и других насаженных на вал деталей, зазоров по лабиринтовым уплотнениям, по подшипникам и других.
В
Рис. 7.6. Приспособление
для шлифовки упорного диска:
1
— хомут; 2 — войлок; 3
— планка; 4
— фетр; 5
— плитки; 6 — скоба; 7 — ручка; 8
— регулирующие
болты; 9 — упорный диск; 10
— шурупы,
крепящие фетр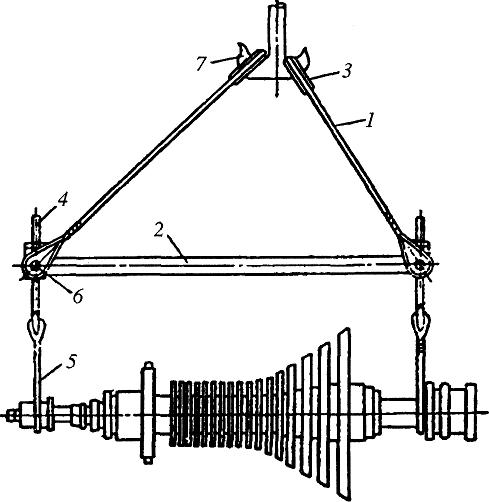 ыемка
роторов из цилиндров и их установка в
цилиндры паровых турбин производится
с помощью подъемных приспособлений
(траверс), специально
разработанных заводами-изготовителями
паровых турбин для каждого ротора;
траверсы могут быть универсальными
(для всех роторов турбины имеется одна
перенастраиваемая траверса) и
индивидуальными. В зависимости от
конструктивного исполнения траверсы
ее настройка выполняется с помощью
винтовых стяжек (талрепов)
или специальными
гайками на крюках траверсы. Правильность
настройки траверсы определяется
одновременностью отрыва шеек ротора
от вкладышей. На рис.
7.7 показано подъемное приспособление
ЛМЗ, с помощью которого путем регулировки
подвески можно поднимать разные роторы.
ыемка
роторов из цилиндров и их установка в
цилиндры паровых турбин производится
с помощью подъемных приспособлений
(траверс), специально
разработанных заводами-изготовителями
паровых турбин для каждого ротора;
траверсы могут быть универсальными
(для всех роторов турбины имеется одна
перенастраиваемая траверса) и
индивидуальными. В зависимости от
конструктивного исполнения траверсы
ее настройка выполняется с помощью
винтовых стяжек (талрепов)
или специальными
гайками на крюках траверсы. Правильность
настройки траверсы определяется
одновременностью отрыва шеек ротора
от вкладышей. На рис.
7.7 показано подъемное приспособление
ЛМЗ, с помощью которого путем регулировки
подвески можно поднимать разные роторы.
Перед подъемом ротора из цилиндра необходимо раздвинуть ("растолкать") прилегающие роторы до возникновения гарантированного зазора между соединительными полумуфтами. В противном случае при подъеме ротора возможно затирание его между полумуфтами соседних роторов и повреждение торцевых поверхностей полумуфт.
Строповка ротора производится за специально изготовленные элементы конструкции на роторе или полумуфтах.
Во время подъема ротора необходимо следить за отсутствием задеваний бандажами, дисками или лопатками о детали статора, а также за сохранением зазора между соединительными полумуфтами. При перекосах, заеданиях и задеваниях дальнейший подъем ротора должен быть прекращен до выяснения и полного устранения их причин.
П
Рис. 7.7. Строповка ротора турбины:
1 — строп траверсы; 2
— траверса; 3
— коуш; 4
— якорь; 5 — строп
под ротор; 6 —
валик; 7 —
крюк
7.4. Основные операции, выполняемые при ремонте роторов
7.4.1. Ревизия
После выемки роторов производятся следующие типовые операции:
визуальный осмотр ротора с целью выявления видимых механических повреждений и определения объема и методов ремонта;
очистка контрольных поверхностей ротора от продуктов коррозии и отложений (в на стоящее время для очистки роторов от окалины, рабочих лопаток от солевых отложений и подготовки элементов роторов к контролю металла начали применяться методы мокрой золоочистки (роторы отмываются под высоким давлением водой с золой) и "пескоструйка" роторов мелкими фракциями песка (размер зерна 0,16...0,55 мм). Эти методы очистки позволяют значительно сократить трудозатраты на очистку деталей турбины и получить чистоту очищенных поверхностей не ниже RA2,5, достаточную для проведения всех видов неразрушающего контроля, но требуют специальной оснастки и подготовки рабочего места);
механическая очистка от окалины разгрузочных отверстий, придисковых галтелей и ступиц дисков для контроля металла;
очистка от солевых отложений рабочих лопаток;
опиловка механических повреждений входных и выходных кромок рабочих лопаток, подготовка поврежденных мест для контроля на отсутствие трещин,
подготовка входных и выходных кромок рабочих лопаток в зоне фазового перехода для контроля на отсутствие трещин;
зачистка шеек роторов от кольцевых рисок, возникших в процессе эксплуатации (операция производится перед окончательной укладкой ротора в турбину);
выемка пробок, глушащих осевой канал, подготовка поверхности осевых каналов роторов ВД и СД (турбин с промперегревом) под контроль осевых каналов на отсутствие трещин.
Осмотр осевых каналов
Осмотр осевых каналов роторов выполняется во время капитальных ремонтов турбины в процессе ревизии роторов ВД и СД (турбин с промперегревом пара) в соответствии с требованиями нормативных документов [78].
Для производства контроля осевого канала из ротора необходимо вынуть пробки, глушащие осевой канал с торцов ротора, зачистить поверхность осевого канала от нагара масла, попавшего в канал, окалины и других отложений до металлического блеска с чистотой поверхности не ниже RА2,5 и произвести проверку канала не менее чем двумя методами неразрушающего контроля.
Пробки, глушащие осевой канал с торцов ротора, устанавливаются в свои посадочные места с натягом и дополнительно стопорятся от проворота и выпадания резьбовыми штифтами, резьба которых, в свою очередь, чеканится на торцевой поверхности для предотвращения их отворачивания во время работы. В настоящее время заводы-изготовители рекомендуют дополнительно уплотнять пробки, устанавливаемые в осевой канал для предотвращения попадания масла и обмена воздуха (кислорода) в осевом канале при пусках и остановах турбины, что ограничивает развитие коррозии в осевом канале (собственного, однократного, объема воздуха в осевом канале хватает для образования окисной пленки толщиной менее 0,03 мм).
Для предупреждения образования окисной пленки в осевом канале в соответствии с [79] внутренняя полость ротора должна заполняться инертным газом.