

7.3. Разборка, проверка боев и выемка роторов
Разборка муфт роторов производится сразу после вскрытия корпусов подшипников перед вскрытием цилиндров. Перед разборкой муфт в обязательном порядке необходимо произвести контрольный замер осевого положения всех роторов относительно корпусов подшипников и занести полученные данные в формуляр проточной части турбины.
7.3.1. Проверка боев
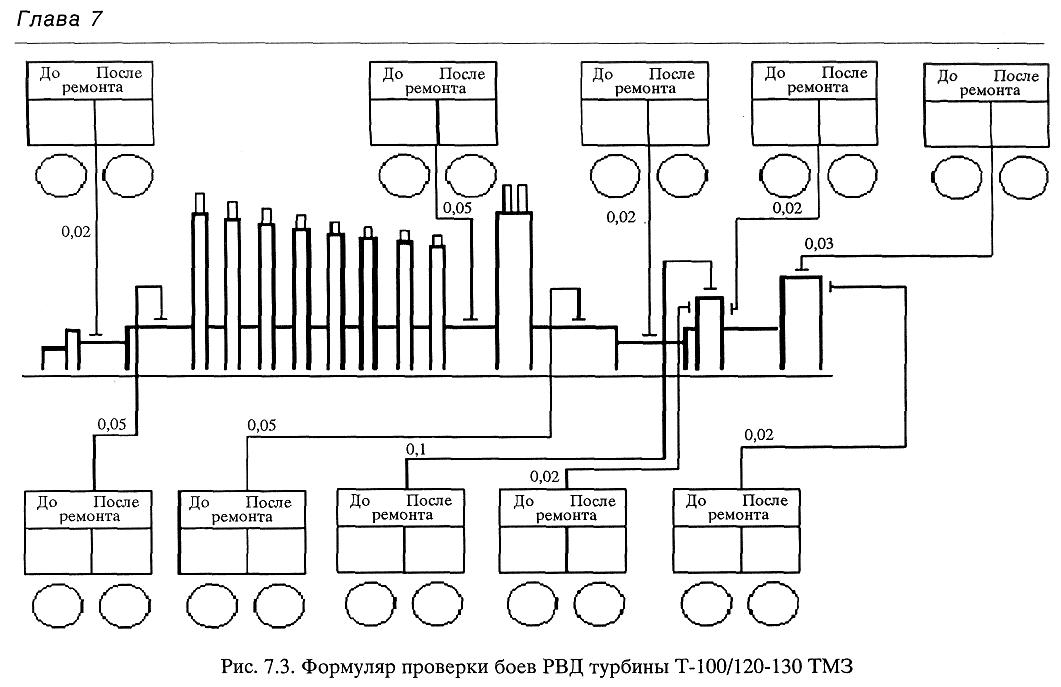
Проверка боя роторов производится в соответствии с требованиями формуляра. На рис. 7.3 в качестве примера показан формуляр на ротор высокого давления турбины Т-100/120-130.
Для проверки радиальных боев ротор устанавливается в собственные подшипники, места предполагаемых замеров зачищаются от окалины и возможных отложений солей; на горизонтальный разъем цилиндра (обойм уплотнений, диафрагм) устанавливается кронштейн с индикатором часового типа.
Замер боя ротора производится только в вертикальной плоскости, так как баббитовая расточка подшипника имеет больший диаметр, чем шейка ротора, и в случае замера в любой другой плоскости возможна погрешность измерения из-за горизонтального перемещения ротора в подшипнике.
Количество точек замеров в каждой плоскости обычно выбирают в соответствии с количеством отверстий в одной из полумуфт ротора. В формуляре указывается максимальная величина боя ротора в этой плоскости и номер отверстия в полумуфте, напротив которого он замерен.
В табл. 7.1 представлен пример записи замеров радиального боя в одной из плоскостей:
Таблица 7.1
Пример записи замеров радиального боя
Точка замера |
3 |
4 |
5 |
6 |
7 |
8 |
1 |
2 |
3 |
Величина боя (мм 10-2) Приведенная величина боя (мм 10-2) |
0 1 |
-1 0 |
0,5 1,5 |
2 3 |
3 4 |
4 5 |
2 3 |
1 2 |
0 1 |
Повторный замер в точке 3 выполняется для контроля правильности замеров; в случае, если контрольный замер не совпадает с первоначальным, операцию необходимо повторить.
Запись, представленная в табл. 7.1, показывает, что максимальный бой ротора в данной плоскости расположен напротив отверстия 8 и составляет 0,05 мм, прогиб составляет 0,025 мм. Если этот замер производился на шейке ротора, то он показывает, что эллипс шейки составляет 0,05 мм; в этом случае величину всех остальных замеров радиальных боев необходимо корректировать на величину эллипса шейки, а геометрия шейки ротора подлежит исправлению в процессе ремонта.
В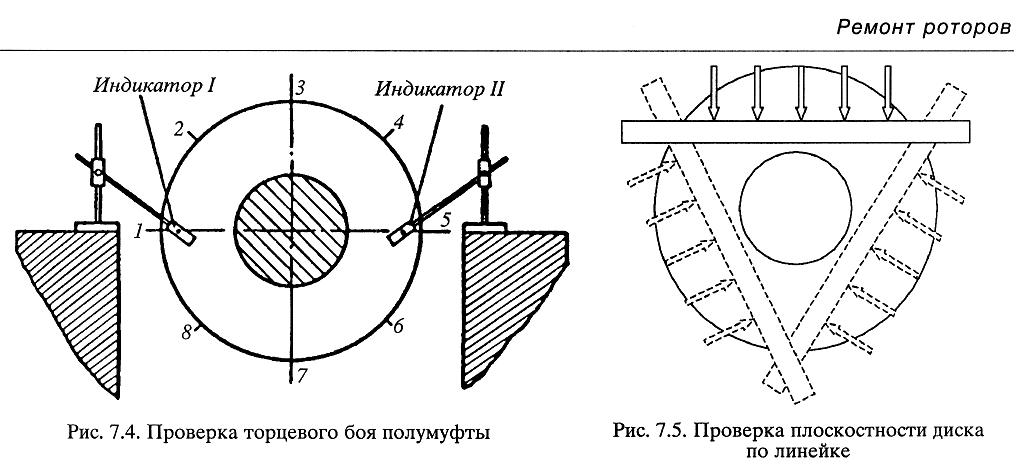 качестве примера замеров торцевых боев
рассмотрим замер торцевого боя полумуфты.
Для проверки торцевых
боев ротора на
горизонтальный разъем устанавливается
два индикатора в диаметрально
противоположных точках (рис. 7.4). Два
индикатора для замера торцевого боя
обязательны, так как ротор в осевом
направлении надежно зафиксировать
невозможно, а второй индикатор предназначен
для определения осевого смещения ротора
во время проведения замеров. Точки
замеров, так же как и для замеров
радиального боя, выбираются в районе
отверстий под призонные болты.
качестве примера замеров торцевых боев
рассмотрим замер торцевого боя полумуфты.
Для проверки торцевых
боев ротора на
горизонтальный разъем устанавливается
два индикатора в диаметрально
противоположных точках (рис. 7.4). Два
индикатора для замера торцевого боя
обязательны, так как ротор в осевом
направлении надежно зафиксировать
невозможно, а второй индикатор предназначен
для определения осевого смещения ротора
во время проведения замеров. Точки
замеров, так же как и для замеров
радиального боя, выбираются в районе
отверстий под призонные болты.
Величиной боя в данном сечении будет являться значение, равное полуразности показаний индикаторов. В табл. 7.2 показан пример записи замеров торцевых боев.
Аналогично проверке торцевого боя полумуфт роторов проверяются торцевые бои упорных гребней и дисков роторов.
Проверка плоскостности поверхности упорного диска производится при помощи поверочной линейки. Для этого линейку накладывают на поверхность диска, как показано на рис. 7.5, при этом щуп толщиной 0,03 мм не должен перемещаться между поверхностью диска и линейкой.
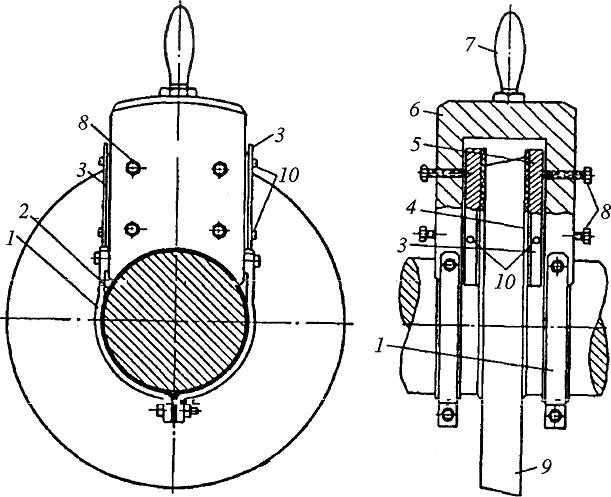
В случае обнаружения неплоскостности поверхности диска она должна быть устранена шабровкой с последующей притиркой поверхности диска специальным приспособлением (рис. 7.6); значительные отклонения геометрии устраняются проточкой. Устранение неплоскостности поверхности диска производится одновременно с исправлением торцевого боя шабровкой упорных поверхностей по контрольной плите (специальной шайбе), после чего производится повторная проверка торцевого боя диска.
Запись замеров торцевых боев Таблица 7.2
Точки замеров |
Показания индикаторов, 0,01 мм |
Разность показаний замеров, 0,01 мм |
Торцевой бой поверхности, 0,01 мм |
||
I |
II |
I |
II |
||
1 |
5 |
0 |
0 |
0 |
0 |
2 |
6 |
+33 |
+27 |
6 |
3 |
3 |
7 |
+106 |
+94 |
12 |
6 |
4 |
8 |
-9 |
-27 |
18 |
9 |
5 |
1 |
+12 |
-12 |
24 |
12 |
6 |
2 |
+9 |
-9 |
18 |
9 |
7 |
3 |
+6 |
-6 |
12 |
6 |
8 |
4 |
+3 |
-3 |
6 |
3 |
1 |
5 |
150 |
150 |
0 |
0 |
 Проверка
геометрии шеек роторов на
наличие конусности и эллипсности
производится в обязательном порядке с
помощью замера микрометрической скобой
диаметра шеек роторов не менее чем в
трех сечениях шейки по ее длине и, как
минимум, в трех плоскостях под углами
120°. Три плоскости замеров в каждом
сечении необходимы потому, что до
производства замеров расположение осей
эллипса неизвестно.
Проверка
геометрии шеек роторов на
наличие конусности и эллипсности
производится в обязательном порядке с
помощью замера микрометрической скобой
диаметра шеек роторов не менее чем в
трех сечениях шейки по ее длине и, как
минимум, в трех плоскостях под углами
120°. Три плоскости замеров в каждом
сечении необходимы потому, что до
производства замеров расположение осей
эллипса неизвестно.