

6.8. Вопросы для самопроверки:
Назовите основные детали опорного подшипника.
Каково назначение и конструкция сегментного опорного подшипника?
Какие материалы применяются для изготовления подшипников?
Назовите марку и состав баббита, применяемого в турбиностроении.
Как подразделяются подшипники по форме расточки?
Назовите характерные повреждения баббитовой расточки, возникающие в процессе эксплуатации.
Каковы основные причины возникновения течи масла по валу?
Какие замеры должны быть выполнены при вскрытии корпуса и разборке подшипника?
На что нужно обратить особое внимание при визуальном осмотре подшипника?
10. Как проверяется плотность соединения баббитовой заливки с телом вкладыша?
И. Как проверяются натяги и зазоры в подшипнике? Основные способы восстановления требуемых натягов и зазоров.
Чем обеспечивается натяг на боковых колодках нижней половины вкладыша?
Как осуществляется вертикальное и горизонтальное перемещение вкладыша в расточке корпуса подшипника?
Какое максимальное количество регулирующих прокладок может быть установлено под одной колодкой?
Перечислите основные операции, которые должны быть выполнены перед закрытием корпусов подшипников.
Сформулируйте назначение упорного подшипника.
Назовите виды сегментных упорных подшипников. Перечислите их конструктивные отличия.
Какие колодки называются рабочими, а какие — установочными?
Какова величина масляного разбега в упорном подшипнике?
Каковы особенности конструкции опорно-упорного подшипника турбин КТЗ?
В чем преимущество упорных подшипников с самоустанавливающимися колодками?
Чем определяется несущая способность упорных подшипников?
Каковы основные причины выработки баббита сегментов упорных подшипников?
Какова допускаемая величина отклонения толщины упорных колодок в одном комплекте?
Назовите последовательность основных операций при сборке упорного подшипника.
Как выполняется проверка осевого разбега роторов?
Назовите основные операции, выполняемые при подготовке подшипника к перезаливке.
До какой температуры нагревают баббит при заливке подшипника?
Как и почему необходимо регулировать процесс остывания вкладыша для получения качественной заливки баббита?
Какие технологические приемы необходимо применять при расточке вкладыша для сохранения адгезии между наплавленным баббитом и телом вкладыша?
Каковы величины допустимых зазоров в масляных уплотнениях?
Глава 7
7. Ремонт роторов
7.1. Типовые конструкции и основные материалы
Роторы представляют собой один из самых ответственных узлов паровой турбины. Они несут на себе рабочие лопатки, образующие вместе с направляющими лопатками, расположенными в корпусе цилиндра, проточную часть турбины, и передают на генератор крутящий момент, возникающий от окружного усилия, развиваемого потоком пара на лопатках.
Ротор турбины включает в себя вал, облопаченные диски, втулки концевых уплотнений, втулки масляных уплотнений подшипников и ряд других деталей. На валу выполнены опорные шейки под вкладыши подшипников и посадочные поверхности для насадки дисков, втулок уплотнений, полумуфт и других деталей.
Конструкции роторов и применяемые при их изготовлении материалы определяются особенностями и условиями их работы: высокой частотой вращения, значительными усилиями от центробежных сил, длительным воздействием высоких температур и быстрым их изменением, коррозионно-эрозионным разрушением металла.
Роторы турбины бывают дисковой и барабанной конструкции (рис. 7.1). Дисковая конструкция характерна для турбин активного типа, а барабанная — для турбин реактивного типа.
Конструктивно ротор может быть выполнен с насадными дисками, цельнокованым, комбинированным, сварным [7, 10, 11, 55...61].
Роторы с насадными дисками (сборные роторы) могут работать только при умеренных температурах пара, так как при высоких температурах пара вследствие релаксации напряжений может происходить ослабление посадки диска на вал; такие роторы применяются в турбинах низких и средних параметров пара и в части низкого давления мощных турбоагрегатов.
Ротор (рис. 7.1,а) состоит из ступенчатого вала, на который насаживаются диски, уплотнительные втулки, паро- и маслозащитные кольца, упорные диски, соединительные муфты и другие детали.
Посадка на вал всех насадных деталей выполняется с натягом, который должен обеспечивать передачу крутящего момента от диска к валу или от вала к муфте. При расчете натяга необходимо учесть его ослабление в процессе эксплуатации под действием центробежных сил и температуры. Посадка дисков на вал осуществляется в нагретом состоянии. Нагрев дисков ведется до температур, обеспечивающих соответствующее увеличение посадочного диаметра и свободную, без закусываний и перекосов, сборку.
С целью предотвращения проворачивания дисков на валу при чрезвычайных ситуациях, например при коротком замыкании обмоток генератора, между валом и дисками существует система продольных и торцевых шпонок. Каждый диск обычно устанавливается на одну осевую шпонку. Осевые шпоночные пазы на валу под отдельные диски смещены по окружности один относительно другого. Для нагруженных дисков, в частности дисков последних ступеней турбины, используют торцевые шпонки, устанавливаемые между торцевой поверхностью диска и легкой деталью, насаживаемой на вал. Торцевые шпонки между дисками устанавливаются попарно диаметрально противоположно относительно друг друга.
Основными недостатками сборных роторов являются напряженность дисков по посадочной поверхности, особенно при наличии продольного паза, и необходимости разборки при контроле и ремонте.
Цельнокованые роторы состоят из вала и дисков, выточенных заодно с валом из одной поковки. Цельнокованые роторы значительно компактнее, обладают более высокой жесткостью, чем роторы с насадными дисками и в основном применяются в цилиндрах с высокими параметрами пара.
Цельнокованый ротор высокого давления (рис. 7.1,6) состоит из передней части вала с концевым уплотнением большой длины, массивного диска регулирующей ступени с двумя (или одной) ступенями скорости, дисков постоянной толщины для активных ступеней давления и задней части вала с концевым уплотнением.
Из-за сложности изготовления высококачественных поковок больших размеров диаметры цельнокованых роторов ограничены обычно 1,30 м, длина — 6м.
Цельнокованые роторы (так же как валы для сборных роторов) почти всегда выполняются с центральным осевым каналом, который предназначен для механического удаления дефектов металла слитка, возникающих в этой зоне (при остывании отливки ротора в этой зоне концентрируются вредные примеси и возникают дефекты металла). Центральное отверстие ротора мало влияет на изменение поперечной жесткости, а при механической обработке ротора на заводе является базой для его обработки.
Уплотнительные втулки, паро- и маслозащитные кольца, упорные диски, соединительные муфты и другие детали роторов, работающие в зоне не очень высоких температур, чаще всего изготавливаются заодно с валом, но могут выполняться и насадными, в этом случае их посадка на ротор выполняется с натягом.
Основным недостатком цельнокованых роторов является необходимость замены или серьезной реконструкции всего ротора при повреждениях одного из дисков.
Роторы комбинированного типа представляют собой комбинацию двух вышеописанных типов роторов. У роторов комбинированного типа диски нескольких первых ступеней выполнены заодно с валом, а диски последующих ступеней насаживаются на вал (рис. 7.1,в). Роторы комбинированного типа применяют в турбинах, у которых в одном цилиндре температура пара изменяется в большом интервале, например РСД турбин К-200-130, К-300-240 ЛМЗ, К-300-240 ХТЗ и других, где на вход цилиндра поступает пар из промперегрева с температурой 540 °С, а последние ступени этих роторов являются частью низкого давления.
Сварные роторы изготавливают из отдельных дисков и концевых частей, соединяемых кольцевыми сварочными швами по специальной технологии. Части ротора представляют собой поковки умеренных размеров, что позволяет получить равномерную структуру металла по объему детали и улучшить тепловую стабильность ротора. Сварные роторы имеют ряд преимуществ перед другими типами роторов: меньшую массу и, следовательно, меньшие нагрузки на опорные подшипники, меньшие осевые размеры при том же количестве ступеней и как следствие большая жесткость роторов.
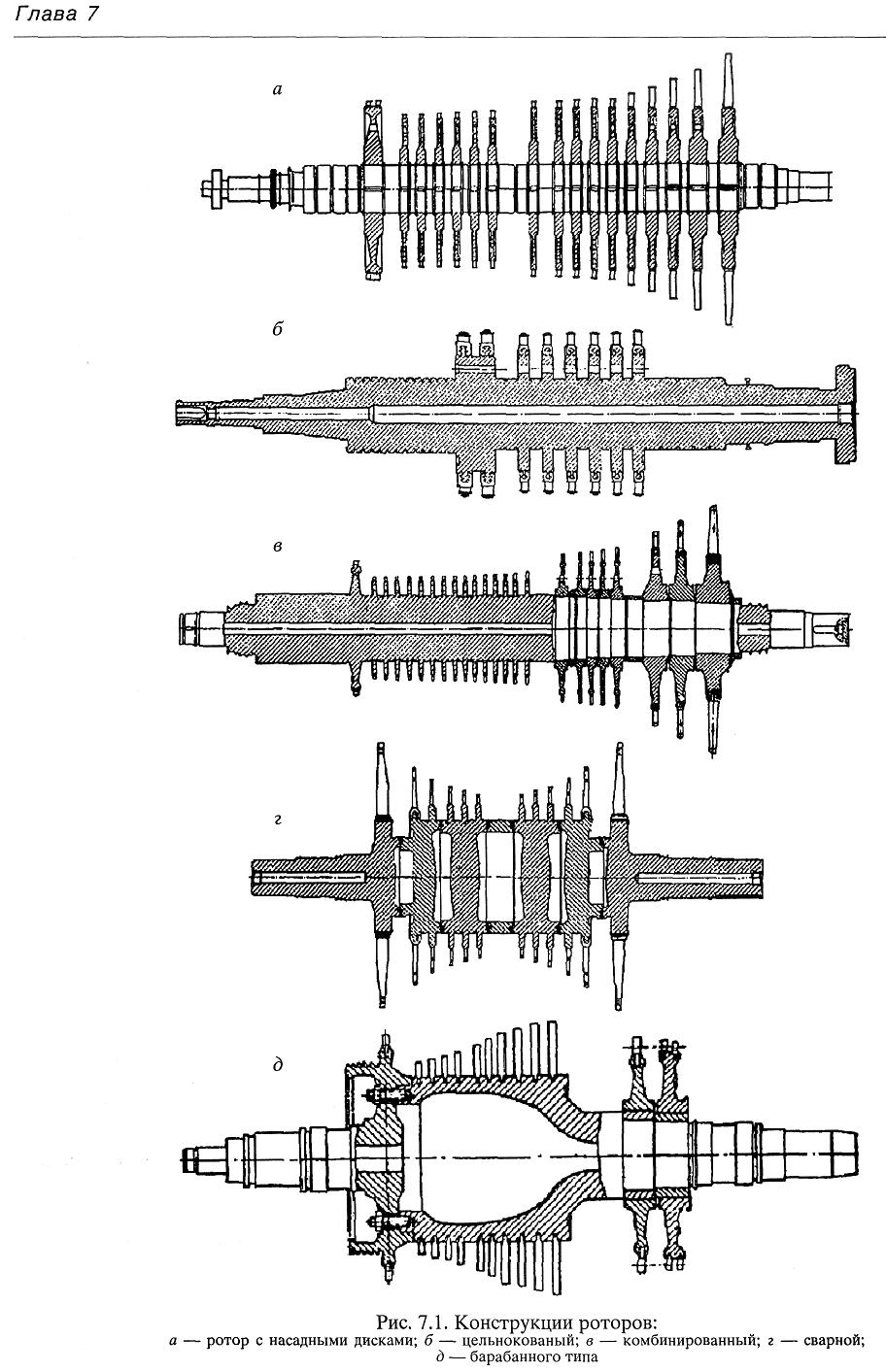
Сварные роторы (рис. 7.1,г) применяются в ЦНД современных турбин большой мощности, например, ХТЗ и ЛМЗ применяют сварную конструкцию для двухпоточных роторов низкого давления. Сварные роторы в своих турбинах в течение нескольких десятков лет успешно применяют и другие фирмы, например ВВС (ABB).
Представляет интерес конструкция ротора из сваренных между собой дисков, применяемая ХТЗ для роторов низкого давления. Крайние диски этих роторов откованы заодно с концами вала, средние диски представляют собой самостоятельные поковки, сваренные между собой по центрирующим пояскам.
Определенным недостатком сварного ротора является затрудненный контроль состояния металла в зоне сварных соединений при капитальных ремонтах.
Роторы барабанного типа применяются главным образом при реактивном облопачивании, где нет необходимости в установке диафрагм. Барабанный ротор представляет собой барабан, откованный заодно с валом, в пазы которого посажены рабочие лопатки. Такие роторы для облегчения их изготовления иногда делают составными, скрепленными при помощи болтов. При небольших диаметрах барабанов и значительных окружных скоростях барабанные роторы выполняются цельноковаными или сварными; в некоторых других конструкциях барабаны отковываются вместе с одной частью вала, а другая часть вала, изготовленная отдельно, закрепляется в барабане горячей посадкой или болтами. На рис. 7.1,д в качестве примера представлена одна из конструкций барабанного ротора.
Барабанные роторы применяются в основном на тихоходных паровых турбинах.
Составные роторы являются одной из разновидностей роторов с насадными дисками. Такие роторы во всех своих турбинах применяет КТЗ. Главными отличительными особенностями составных роторов (рис. 7.2) являются: автофреттированные (предварительно напряженные) диски без ступиц 2; валы постоянного диаметра 4 (под посадку дисков); крепление дисков на валу в осевом направлении с помощью специальных колец 3; закрепление усиков концевых уплотнений в валу.
Д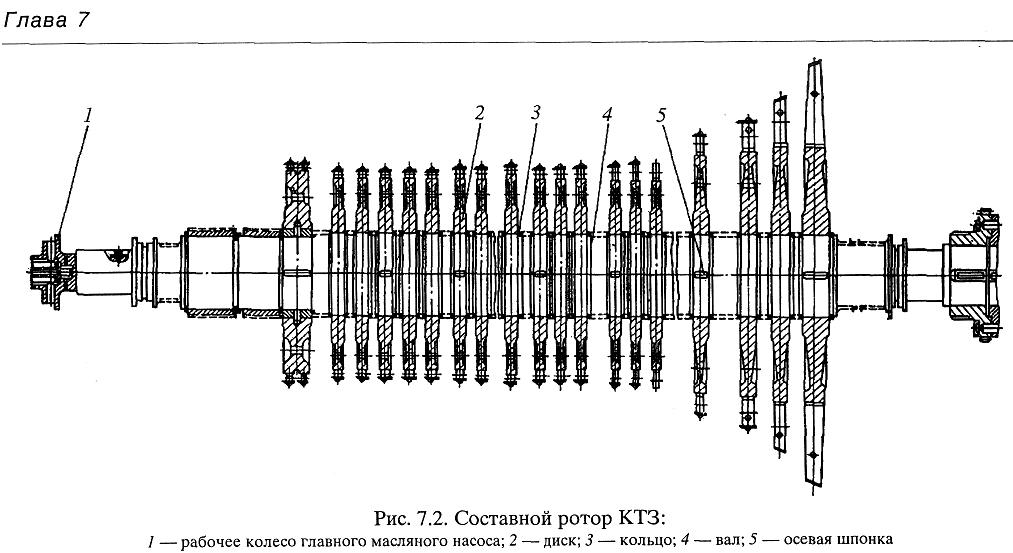 ля
роторов и валов турбин используют
высокопрочные углеродистые или
легированные релаксационно-устойчивые
жаропрочные стали [7, 14, 15, 55, 61]. Материалом
дисков служат как простая углеродистая
сталь, так и специальные стали
(хромоникелевая, хромо-молибденовая и
другие).
ля
роторов и валов турбин используют
высокопрочные углеродистые или
легированные релаксационно-устойчивые
жаропрочные стали [7, 14, 15, 55, 61]. Материалом
дисков служат как простая углеродистая
сталь, так и специальные стали
(хромоникелевая, хромо-молибденовая и
другие).
Для цельнокованых и комбинированных роторов ЦВД и ЦСД наиболее часто употребляются стали марок ЭЙ 415 (20ХЗМВФ), Р2 (25Х1М1Ф), Р2МА (25Х1М1ФА), ЭЙ 572, обладающие высоким сопротивлением ползучести и термической усталости.
Для роторов НД применяются стали марок 34ХНЗМ, 34ХМ, обладающие высокой статической прочностью, вязкостью разрушения и высоким сопротивлением коррозионному разрушению.
Валы роторов с насадными дисками, сами диски и другие насадные детали изготавливаются чаще всего из стали марок 34ХЗМ, 35Х12Ф, 35ХМЮА; 34ХН1МА; 34ХНЗМА; 35ХНЗМФАР.
Рабочие лопатки, ленточные и проволочные бандажи изготавливаются из стали марок 20Х12ВНМФ, 15X11МФ, 08X13, 20X13, 12X13.