

5.4. Вопросы для самопроверки
Назовите основные типы конструкции уплотнений, применяемых в турбинах.
Поясните конструкцию и принцип действия лабиринтовых уплотнений.
Какова толщина гребней уплотнений в зоне их возможного контакта с ротором и чем она определяется?
Для чего предназначены обоймы концевых уплотнений?
Для чего предназначены осерадиальные надбандажные уплотнения?
Каковы основные причины появления увеличенных радиальных зазоров в уплотнениях?
Каким методом проверяется плотность разъема и как она восстанавливается?
Назовите порядок сборки корпусов концевых уплотнений.
Почему радиальные зазоры уплотнений ("верх—низ", "право—лево") выполняются не одинаковыми?
Как можно увеличить радиальный зазор при пригонке зазоров уплотнений? Как можно его уменьшить?
Как выполняется замена гребней (усиков), устанавливаемых в ротор?
Как выполняются замеры осевых зазоров в уплотнениях?
Глава 6
6. Ремонт подшипников
6.1. Ремонт опорных подшипников
6.1.1. Типовые конструкции и основные материалы опорных подшипников
Вал ротора паровой турбины устанавливается в опорных подшипниках, которые воспринимают и передают на детали статора радиальные нагрузки от собственного веса валопровода; его неуравновешенных центробежных сил и расцентровок; аэродинамических сил, возникающих в проточной части и уплотнениях турбины [7, 10, 11, 55...61].
В паровых турбинах применяются только подшипники скольжения с жидкостным трением, в которых между вращающимися и неподвижными деталями при нормальной работе существует тонкий слой смазки.
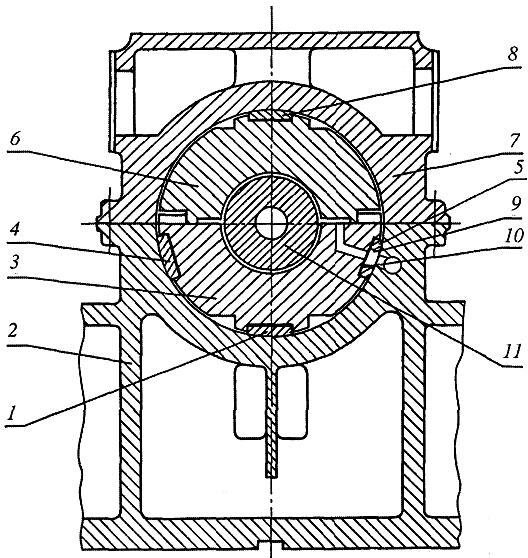
На рис. 6.1 показана принципиальная конструкция опорного подшипника. В расточке вкладыша, состоящего из нижней (3) и верхней (6) половин вкладыша, вращается шейка ротора 11. Вкладыш устанавливается в корпусе 2. Подача масла в подшипник регулируется дроссельной ограничительной шайбой в регулируемой колодке 5. Отработавшее масло выдавливается через радиальный зазор и стекает в корпус подшипника, откуда по сливному маслопроводу сливается в масляный бак.
В различных конструкциях паровых турбин применяются либо выносные корпуса подшипников (стулья), которые устанавливаются отдельно от цилиндров на свои фундаментные рамы, либо встроенные корпуса подшипников, которые ввариваются непосредственно в конструкцию сварных цилиндров и составляют с ними одно целое.
Внутри корпусов подшипников размещаются:
встроенная система маслоснабжения вкладышей и слива масла;
масляные уплотнения (маслоотбойные кольца), расположенные в местах выхода роторов из корпусов подшипников и предназначенные для предотвращения протечек масла вдоль роторов;
перегородки, разделяющие внутреннюю полость корпусов подшипников на отсеки в местах установки вкладышей и расположения муфты, которые препятствуют пенообразованию масла.
В нижней половине внутренней полости корпусов подшипников устанавливаются кронштейны, предназначенные для крепления датчиков системы контроля и защиты турбины.
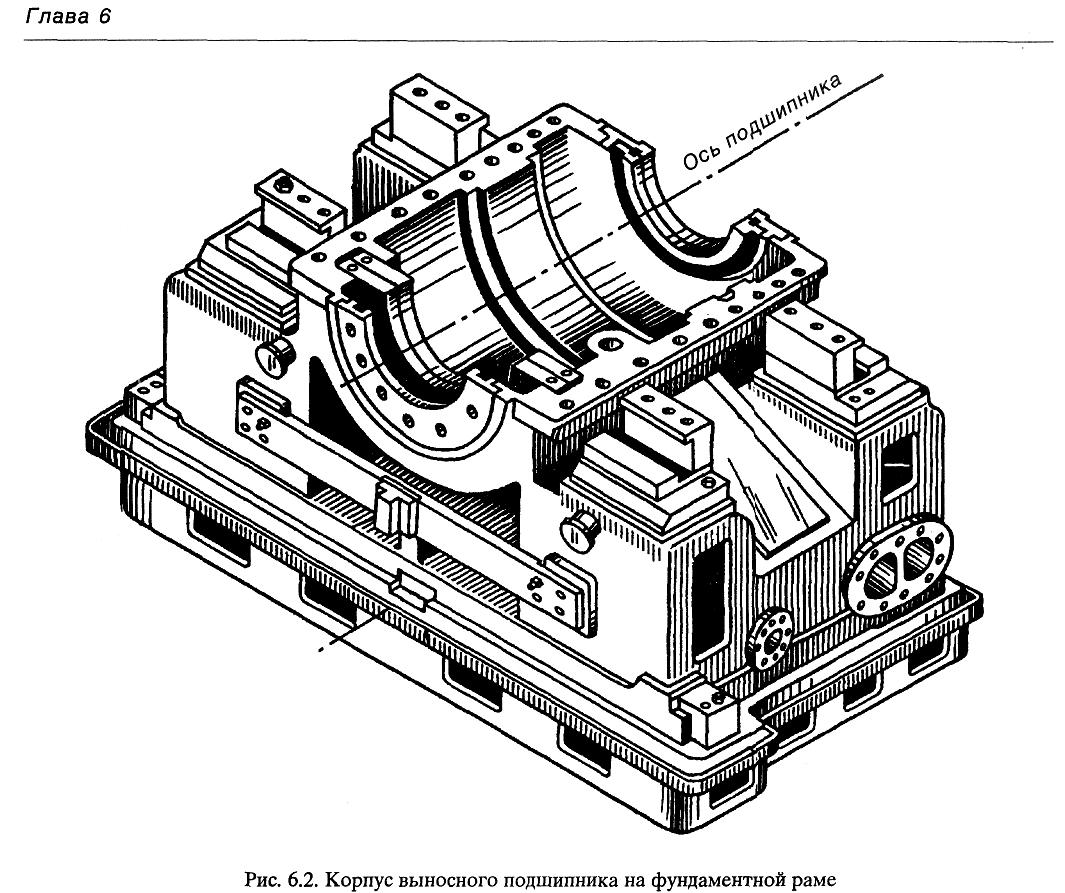
Выносные корпуса подшипников (стулья) устанавливаются непосредственно на чугунные фундаментные рамы и, одновременно с функцией опоры роторов, выполняют функцию опоры цилиндров. Цилиндры опираются на стулья лапами и соединяются с ними системой консольных и вертикальных шпонок. Относительно фундаментной рамы корпус подшипника фиксируется с помощью продольной шпонки в поперечном направлении и имеет возможность скользить по фундаментной раме при возникновении тепловых расширений, не нарушая центровки ротора. На рис. 6.2 в качестве примера показана нижняя половина корпуса опорно-упорного подшипника турбины. В верхней части корпусов выносных подшипников современных турбин встроены аварийные маслобаки, обеспечивающие подачу масла на подшипники турбины во время ее останова при аварийных ситуациях.
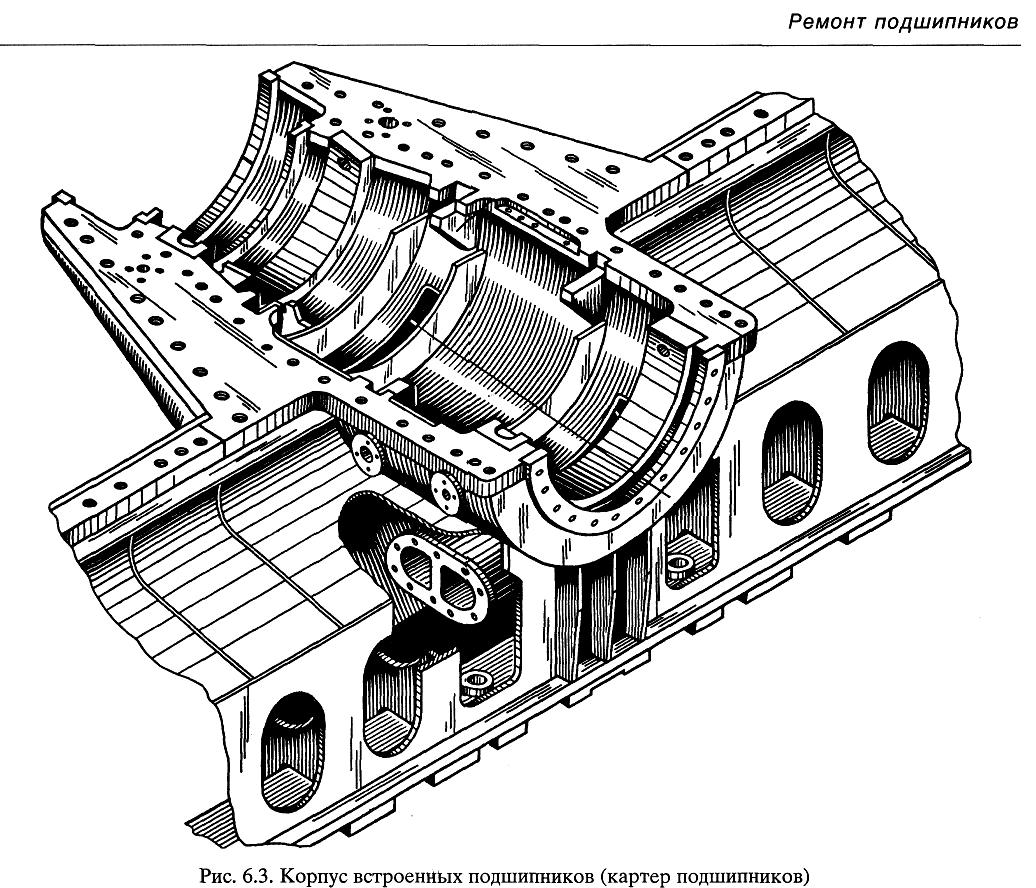
Встроенные корпуса подшипников (картера подшипников) выполняются заодно со сварными цилиндрами низкого давления и имеют общую с цилиндрами систему опирания на фундаментные рамы. На рис. 6.3 показан встроенный корпус опорных подшипников в выхлопном патрубке ЦНД турбины К-300-240 ЛМЗ.
В крышку картера подшипников ЦНД обычно встраивается валоповоротное устройство турбины (ВПУ), предназначенное для проворота роторов при прогреве турбины в период пусков и при остывании после ее останова.
В настоящее время все корпуса подшипников турбин ХТЗ, ТМЗ и КТЗ выполняются сварными. В турбинах старых конструкций (производства до середины 70-х годов) и всех турбинах ЛМЗ выносные корпуса подшипников выполняются литыми из высококачественного чугуна марки СЧ-21-40.
 В
корпус подшипника устанавливается
вкладыш. К вкладышам подшипников турбины
предъявляются жесткие требования по
долговечности, прочности в работе,
величине потерь на трение и максимально
возможной точности их установки. Любое
отклонение от этих жестко регламентируемых
показателей, как правило, вызывает
повышенную вибрацию турбины.
В
корпус подшипника устанавливается
вкладыш. К вкладышам подшипников турбины
предъявляются жесткие требования по
долговечности, прочности в работе,
величине потерь на трение и максимально
возможной точности их установки. Любое
отклонение от этих жестко регламентируемых
показателей, как правило, вызывает
повышенную вибрацию турбины.
Вкладыши опорных подшипников подразделяют на нерегулируемые и регулируемые.
Нерегулируемый вкладыш подшипника, показанный на рис. 6.4, плотно устанавливается в расточке корпуса подшипника, а смещение оси баббитовой расточки вкладыша при центровке роторов может быть достигнуто за счет эксцентричного растачивания рабочей поверхности вкладыша или перемещения всего корпуса подшипника. Вкладыши такого типа в турбинах современных конструкций применяются редко.
____________________________________________________________
Рис. 6.1. Установка вкладыша опорного подшипника в корпусе:
1,4,8 — регулируемые опорные колодки; 2 — корпус подшипника; 3 — нижняя половина вкладыша; 5 — регулируемая опорная колодка с отверстием маслоподвода и дроссельной шайбой; 6—верхняя половина вкладыша; 7 — крышка корпуса подшипника; 9 — канал маслоподвода; 10 — регулируемая прокладка; 11 — опорная шейка ротора
Р егулируемый
вкладыш подшипника имеет
в цилиндрической наружной поверхности
специальные гнезда, в которые на винтах
устанавливаются регулирующие колодки,
а сама наружная поверхность вкладыша
выполнена со значительно меньшими
линейными размерами, чем соответствующие
размеры расточки в корпусе подшипника.
Радиальное перемещение этих вкладышей
подшипников, необходимое при центровке
роторов, может быть осуществлено
установкой стальных прокладок под
регулирующие колодки.
егулируемый
вкладыш подшипника имеет
в цилиндрической наружной поверхности
специальные гнезда, в которые на винтах
устанавливаются регулирующие колодки,
а сама наружная поверхность вкладыша
выполнена со значительно меньшими
линейными размерами, чем соответствующие
размеры расточки в корпусе подшипника.
Радиальное перемещение этих вкладышей
подшипников, необходимое при центровке
роторов, может быть осуществлено
установкой стальных прокладок под
регулирующие колодки.
На рис. 6.5 в качестве примера показан регулируемый опорный вкладыш турбины ЛМЗ. Вкладыш состоит из двух половин 1 и 3, скрепляемых после укладки валопровода четырьмя болтами 2. Вкладыш имеет баббитовую заливку (расточку) 7. В верхней половине вкладыша выполнена маслораздаточная канавка 9, а на уровне разъема, в месте подачи масла, — маслораздаточный карман 6. Нижняя половина вкладыша устанавливается на трех регулирующих колодках 4 с цилиндрической внешней поверхностью. Колодки крепятся к вкладышу винтами. Между колодками и вкладышем устанавливают прокладки 5, при изменении толщины которых можно изменять положение вкладыша по отношению к корпусу подшипника при центровке. Верхняя колодка используется для плотного зажатия вкладыша в корпусе подшипника. На ряде турбин дроссельная шайба, регулирующая подачу масла в расточку, устанавливается в специальную выточку, выполненную в нижней половине вкладыша, или в нижнюю колодку (в этом случае прокладка под этой колодкой также должна иметь отверстие для подвода масла).
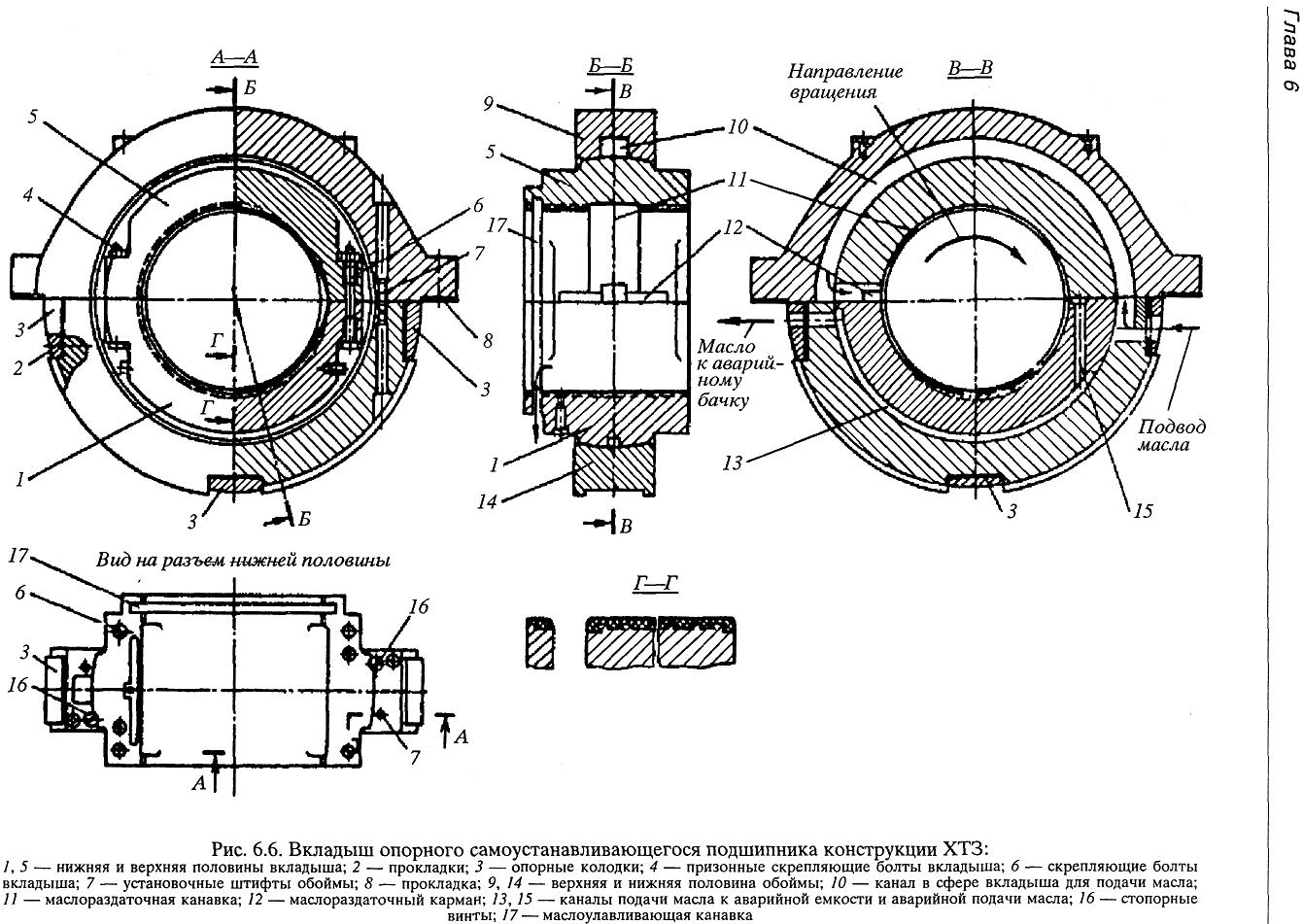
На рис. 6.6 показан опорный подшипник турбин ХТЗ. Вкладыш этого подшипника имеет сферическую наружную поверхность и устанавливается не в корпусе подшипника, а в обойме, которая закрепляется и центруется в корпусе подшипника с помощью колодок 3 и прокладок 2 под ними. Такие вкладыши называются самоустанавливающимися. Баббитовая расточка самоустанавливающегося вкладыша при укладке на нее ротора всегда занимает положение, соответствующее положению шейки ротора. Центровка самоустанавливающихся подшипников выполняется путем перемещения обоймы.
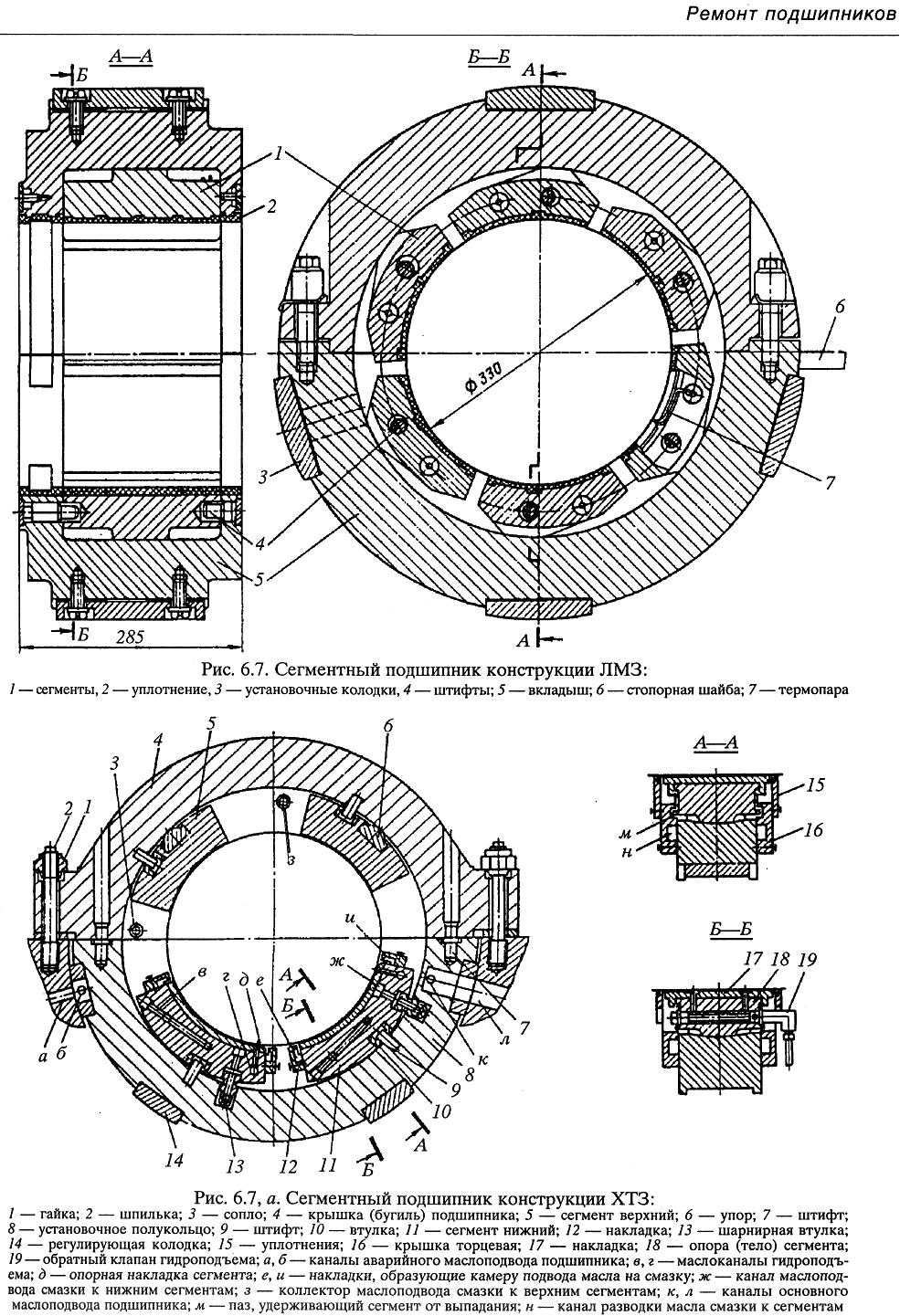
В паровых турбинах большой единичной мощности для предотвращения возникновения низкочастотной вибрации применяются сегментные подшипники, которые представляют собой регулируемую обойму с четырьмя и более самоустанавливающимися в ней опорными сегментами. На рис. 6.7, 6.7, а показаны сегментные подшипники конструкции ЛМЗ и ХТЗ.
Рабочая поверхность сегментного подшипника разделена на 4...6 подвижных вкладыша — сегменты, каждый из которых состоит из жесткой опоры и тонкой накладки, снабженной баббитовой наплавкой. Опора с тыльной стороны имеет сферическую поверхность для обеспечения близкого к точечному контакта с несущими элементами (установочным кольцом для нижних сегментов и крышкой подшипника для остальных). Наличие сферического сопряжения опоры сегмента и несущего элемента обеспечивает их самоцентрирование, свободу качаний сегмента в окружном направлении и некоторую компенсацию возможного эксплуатационного перекоса осей подшипника и шейки вала.
Сегментные подшипники конструкции ЛМЗ (рис. 6.7), работают в масляной ванне.
Сегментные подшипники конструкции ХТЗ, рис. 6.7, а работают с принудительной системой подвода масла к каждому сегменту с помощью сопел 3 к верхним сегментам и специального подвода масла через втулку 13, далее под накладками 17, между сегментами 11 и накладкой 12 к шейке вала. Для снижения потерь на трение при вращении ротора турбины на валоповороте нижние сегменты этих подшипников снабжены системой гидроподъема.
Элементы подшипников изготавливаются из следующих материалов [7, 15, 55, 61]. Вкладыши подшипников изготавливаются из чугуна марки СЧ-21-40. Вкладыши самоустанавливающихся, комбинированных и сегментных подшипников, а также обойм выполняются из поковок низкоуглеродистых сталей марок Ст. 10, Ст. 15.
В качестве антифрикционного материала для заливки подшипников применяется баббит марки Б-83, имеющий следующий состав, %: олово — 83, сурьма — 11, медь — 6.
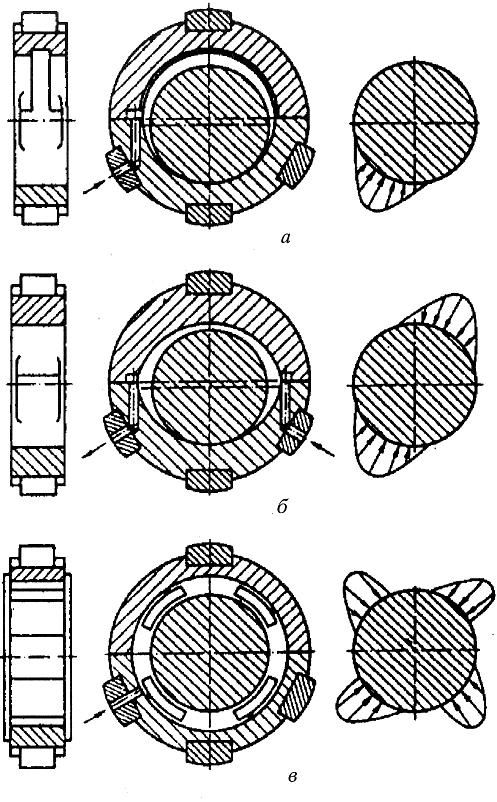
Диаметр рабочей поверхности — баббитовой постели (в дальнейшем расточки) всех типов опорных подшипников, применяемых в паровых турбинах, — выполняется несколько большего диаметра, чем шейка ротора, что необходимо для образования масляного клина. По конструктивному оформлению, в зависимости от количества создаваемых масляных клиньев, расточки подразделяются на одноклиновые (цилиндрические), двухклиновые (эллиптические, часто называемые лимонными) и многоклиновые (сегментные).
О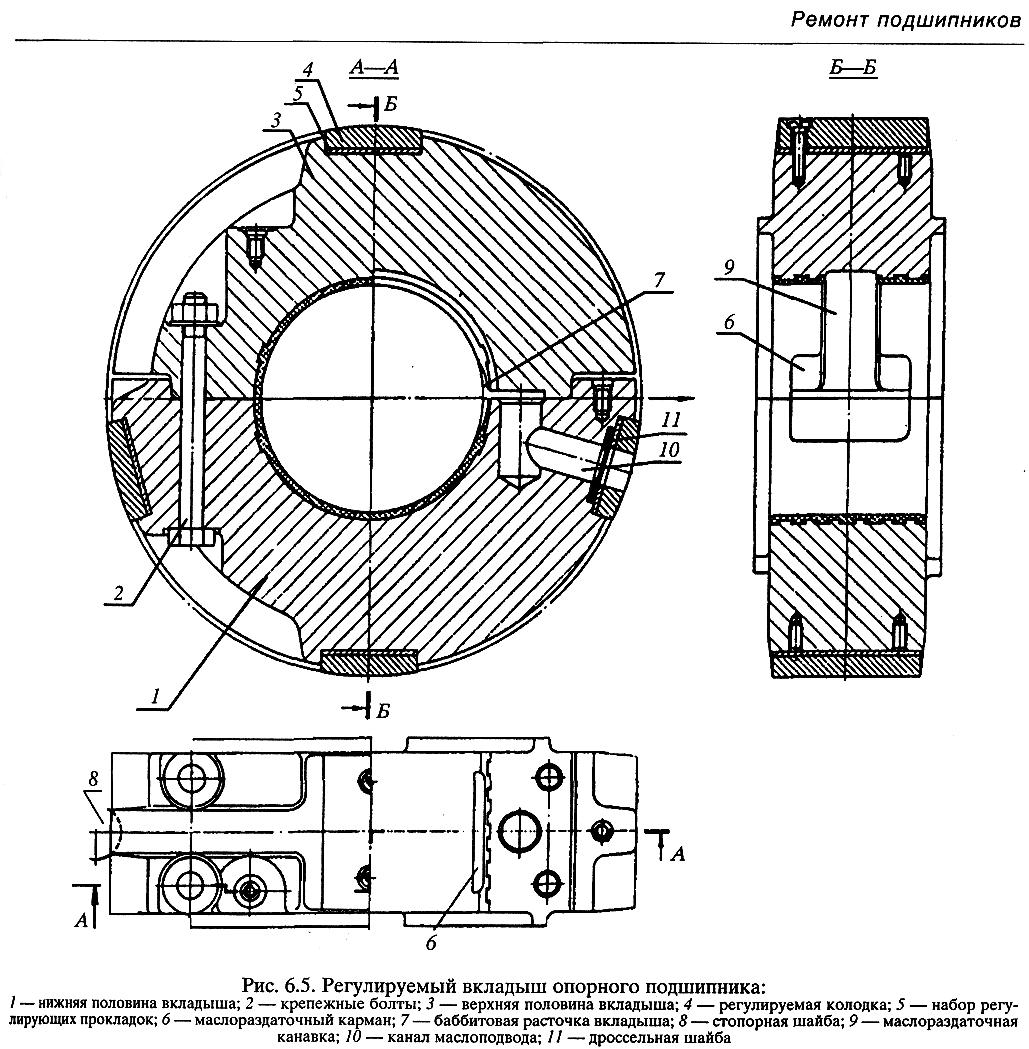 дноклиновые
вкладыши с цилиндрической
расточкой (рис. 6.8,а) применяются
преимущественно для опорных подшипников
турбин малой мощности. До последнего
времени цилиндрические расточки
применялись также на всех подшипниках
генераторов и возбудителей генераторов
независимо от диаметра шейки ротора. В
последние годы электромашиностроительные
заводы для роторов с большими диаметрами
шеек роторов начали применять эллиптические
расточки.
дноклиновые
вкладыши с цилиндрической
расточкой (рис. 6.8,а) применяются
преимущественно для опорных подшипников
турбин малой мощности. До последнего
времени цилиндрические расточки
применялись также на всех подшипниках
генераторов и возбудителей генераторов
независимо от диаметра шейки ротора. В
последние годы электромашиностроительные
заводы для роторов с большими диаметрами
шеек роторов начали применять эллиптические
расточки.
Почти на всех современных турбинах при диаметре шейки ротора более 300 мм для повышения вибрационной устойчивости роторов применяются опорные подшипники с двухклиновой — лимонной (эллиптической) расточкой вкладышей (рис. 6.8,6).
В сегментных подшипниках (рис. 6.8,в) создается несколько масляных клиньев (в соответствии с количеством сегментов). Для создания надежного масляного клина между верхними сегментами и ротором большое значение имеют величины зазоров, устанавливаемые между ротором и верхними колодками. Регулировку зазоров, по верхним сегментам необходимо осуществлять после всех остальных регулировок, в том числе и натяга по подшипнику, так как при выполнении этих работ возможна деформация деталей подшипника и, соответственно, изменение зазоров по верхним колодкам.
Для обеспечения вибрационной надежности турбины необходимо точное соответствие формы и размеров расточки вкладыша указанным в чертежах завода.
 Геометрические
размеры расточки определяются
заводами-изготовителями, а усредненные
их величины можно определить по
нижеприведенным формулам.
Геометрические
размеры расточки определяются
заводами-изготовителями, а усредненные
их величины можно определить по
нижеприведенным формулам.
1. Для цилиндрической расточки:
Драст = 1,002 X Дш;
где Драст — диаметр расточки вкладыша; Дш — диаметр шейки ротора.
При этом зазоры между шейкой и баббитом будут составлять:
Верхний В = 0,002 X Дш;
боковые (левый, правый) Л = П=0,001 X Дш.
2. Для лимонной расточки:
верхний В = (0,001-0,0015) X Дш;
боковые Л = П= 0,002 X Дш.
Технологически лимонная расточка выполняется расточкой баббита вкладыша в диаметр
Драст = Дш + Л + П = 1,004 X Дш.
Для соблюдения требуемого верхнего зазора в разъем вкладыша устанавливается прокладка толщиной t:
t = Л + П – В = 0,004 X Дш – (0,001—0,0015) X Дш.
В табл. 6.1 приведены требования заводов-изготовителей к величине зазоров в подшипнике и рекомендуемые диаметры расточки вкладышей.
Таблица 6.1
Таблица 6.1 Зазоры в некоторых опорных подшипниках и диаметр расточки баббита при их изготовлении
Диаметр шейки ротора Дш мм |
Величина зазоров |
Диаметр расточки вкладыша Драст, мм |
Толщина прокладки для расточки t, мм |
Завод-изготовитель |
|
Боковой зазор b, мм |
Верхний зазор в, мм |
||||
280 |
0,45...0,5 |
0,3...0,35 |
281,1+0,05 |
0,80 |
ЛМЗ |
300 |
0,5...0,6 |
0,35…0,4 |
301,2+0,05 |
0,85 |
|
325 |
0,65...0,7 |
0,4...0,45 |
326,3+0,05 |
0,90 |
|
350 |
0,7...0,75 |
0,4...0,45 |
351,4+0,05 |
1,00 |
|
360 |
0,7...0,75 |
0,4...0,45 |
361,4+0,05 |
1,00 |
|
240 |
0,5…0,55 |
0,25...0,35 |
241,1+0,05 |
0,85 |
ТМЗ |
280 |
0,55...0,6 |
0,30...0,40 |
281,2+0,05 |
0,90 |
|
300 |
0,57...0,62 |
0,30...0,40 |
301,2+0,05 |
0,90 |
|
325 |
0,60...0,67 |
0,30...0,45 |
326,3+0,05 |
1,00 |
|
360 |
0,67...0,72 |
0,35..0,45 |
361,4+0,05 |
1,05 |
|