

3.5. Контрольная сборка
После проведения всего объема ремонтных и регулировочных работ перед закрытием цилиндра необходимо произвести его контрольную сборку. В процессе контрольной сборки выполняются следующие работы:
проверка наличия тепловых зазоров в сопрягаемых соединениях нижних и верхних половин всех деталей цилиндра;
проверка и сдача представителю заказчика наличия зазоров в концевых, диафрагменных и надбандажных уплотнениях по наклейкам;
_________________________
1 Заварку дефектов корпусных деталей, в том числе и чугунных, целесообразно проводить указанными никельсодержащими электродами; при этом не происходит подкалки наплавленного металла, наплавленная поверхность хорошо обрабатывается и обеспечивается плотность сопрягаемых поверхностей. Применение других типов электродов без последующей термообработки приводит к высокой твердости наплавленного металла. Из-за неоднородности механических свойств в местах сплавления основного металла детали с наплавленным возможно возникновение переходов (обниженной зоны), что значительно снижает качество полученной поверхности.
проверка и сдача представителю заказчика паспорта проточной части цилиндра;
проверка и сдача представителю заказчика парового разбега ротора в цилиндре;
проверка плотности горизонтального разъема цилиндра;
проверка зазоров в уплотнениях.
Для проверки зазоров обычно используют метод наклеек. С этой целью в канавках и на выступах, имеющихся на валу, в несколько слоев наклеиваются узкие полоски пластыря так, чтобы каждая последующая полоска была короче предыдущей на 8... 10 мм. Толщина одного слоя пластыря составляет 0,2 мм, общая толщина наклеек в одной канавке или на одном выступе должна соответствовать максимальной величине зазора. Наклейки должны быть наклеены до укладки ротора в цилиндр. После установки ротора в цилиндр, сборки верхних половин обойм с диафрагмами и закрытия крышки цилиндра нужно провернуть ротор по часовой стрелке на 70...80, а затем в обратную сторону на 150...160 град. Уплотнительные гребни оставят след на той ступеньке пластыря, которая имеет толщину, превышающую величину зазора. Определение величины зазоров выполняется после снятия крышки цилиндра, удаления ротора и осмотра следов касания гребней на наклейках.
3.6. Закрытие
Перед закрытием цилиндра необходимо выполнить следующие операции:
из нижней половины цилиндра в обязательном порядке вынуть все детали проточной части;
очистить все карманы, углы, малодоступные места от посторонних предметов;
цилиндр продуть сжатым воздухом;
удалить заглушки, установленные в отборах, камерах отсосов и подачи пара на уплотнения;
проверить дренажи "на проходимость" (для этого ниже цилиндра дренажный трубопровод разрезается и наливом воды проверяется его чистота, при необходимости дренаж продувается сжатым воздухом);
расточки под обоймы и диафрагмы натереть сухим чешуйчатым графитом или дисульфидом молибдена; при этом одновременно проверяется отсутствие забоин и заусениц в них.
Нижняя половина цилиндра в таком виде предъявляется представителю эксплуатации (сдача "на чистоту"). Руководителем работ совместно с представителем эксплуатации проверяется отсутствие посторонних предметов в нижней половине цилиндра, подводящих трубопроводах и других полостях, образованных не снимаемыми деталями цилиндра (паровыми коробками и другими элементами) На рис. 3.20 показан пример осмотра труднодоступных мест с помощью зеркала.
Картера подшипников также тщательно очищаются и сдаются "на чистоту".
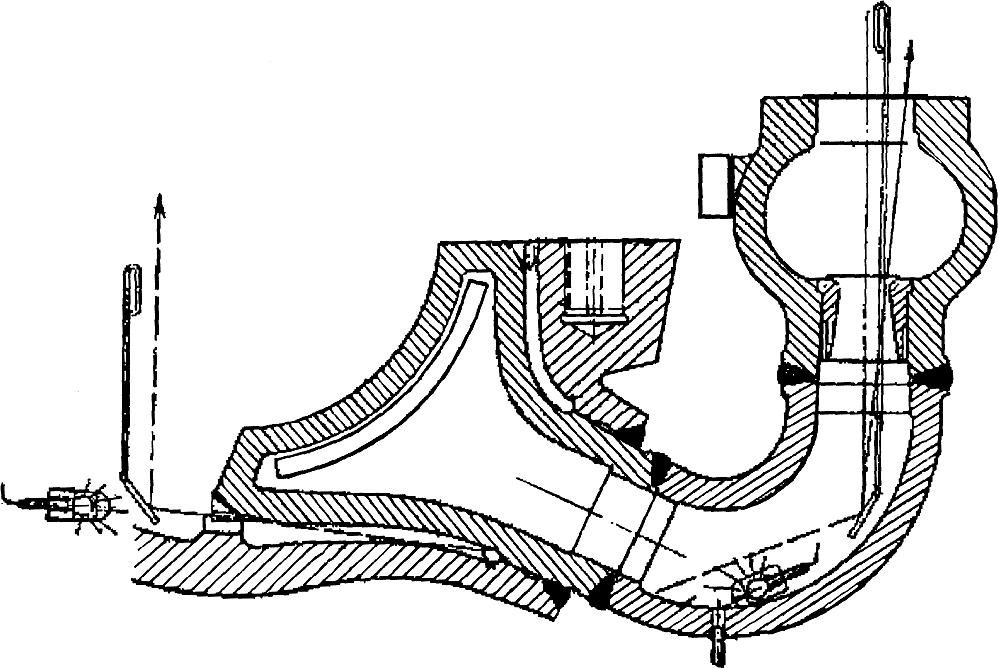
Рис. 3.20. Схема осмотра труднодоступных мест цилиндра (паровых и сополовых коробок) с помощью зеркала
С момента принятия нижней половины цилиндра и картеров подшипников "на чистоту" до закрытия цилиндра он должен находиться под постоянным надзором со стороны представителя эксплуатации и руководителя работ.
После сдачи нижней половины цилиндра "на чистоту" производится установка нижних половин деталей проточной части (обойм уплотнений, обойм диафрагм, диафрагм). Перед установкой все набираемые детали продуваются сжатым воздухом, проверяются на отсутствие посторонних предметов в полостях деталей и на отсутствие забоин на посадочных местах; проверяется стопорение от выпадения крепежных деталей.
Значительную трудность при сборке цилиндров представляет установка внутреннего корпуса цилиндра в наружный из-за наличия поршневых колец соединения патрубков внутреннего и наружного корпусов. При сборке происходят частые поломки поршневых колец и повреждение поверхности уплотняемых патрубков. Для упрощения установки внутреннего корпуса, после ревизии поршневых колец, целесообразно фигурный разрез поршневого кольца облудить мягким припоем, стянуть поршневые кольца струбциной и запаять. Запаянные поршневые кольца не будут препятствовать сборке цилиндра, а во время пуска пайка поршневых колец расплавится, так как температура плавления мягких оловянистых припоев 270 °С; кольца займут свое рабочее положение и надежно уплотнят соединяемые патрубки.
После установки нижних половин деталей проточной части проверяется правильность их установки в посадочные места. Для проверки отсутствия люфтов установленной детали один из участников производства работ становится ногами на правую и левую половину разъема установленной детали и пытается ее раскачать. В случае обнаружения люфтов в установке детали ее необходимо вынуть и установить заново или обстучать свинцовой кувалдой ее разъем до посадки детали на место. Набранная нижняя половина цилиндра снова продувается и предъявляется представителю эксплуатации.
Производится укладка ротора. Перед укладкой ротор продувается, лопаточный аппарат осматривается на отсутствие посторонних предметов; шейки ротора, торцы полумуфт и отверстия под соединительные болты тщательно протираются, и ротор укладывается в цилиндр. После укладки ротора он в обязательном порядке проворачивается на один оборот.
Производится закрытие верхних половин диафрагм, обойм диафрагм, обойм уплотнений и закрывается крышка цилиндра.
Перед установкой все детали верхних половин проточной части тщательно продуваются, осматриваются на предмет правильности сборки, отсутствия посторонних предметов, отсутствия забоин на присоединительных и сопрягаемых поверхностях. Все сопрягаемые поверхности и резьбовые соединения натираются дисульфидом молибдена, а горизонтальные разъемы цилиндров высокого давления чешуйчатым графитом. На горизонтальный разъем цилиндров среднего и низкого давления и на разъемы "каминов" для плотности наносится специальная мастика. Применяют несколько рецептов мастики [12, 13, 15, 61]:
для разъемов ЦСД 90...95 % вареной олифы и 10...5 чешуйчатого графита;
для разъемов ЦНД 40 % чешуйчатого графита, 40 свинцового сурика и 20 свинцовых белил, разведенных в вареной олифе до сметанообразного состояния;
50 % вареной олифы и 50 чешуйчатого графита;
50 % льняного масла, из которого путем варки удаляют влагу и белковые вещества, и 50 чешуйчатого графита;
50 % льняного масла, из которого путем варки удаляют влагу и белковые вещества, 20 чешуйчатого графита, 10 белил, 20 свинцового сурика.
После сборки верхних половин проточной части цилиндра ротор проворачивается на один оборот, при этом проверяются зазоры в уплотнениях.
Перед закрытием крышки проводится весь тот же комплекс мероприятий, как и по деталям верхних половин проточной части. После этого крышка поднимается краном; подвеска крышки тщательно выверяется так, чтобы положение фланца разъема крышки в горизонтальной плоскости в осевом и поперечном направлениях строго соответствовало положению фланца разъема нижней половины цилиндра (параллельность фланцев). Перед поднятием крышки необходимо убедиться в хорошем закреплении в ней обойм, диафрагм и уплотнений. После поднятия крышки на 1,0... 1,5 м от уровня пола необходимо тщательно обдуть крышку сжатым воздухом, протереть поверхности фланцев чистой тряпкой и убедиться в отсутствии задиров и забоин на его поверхности. После этого производится закрытие крышки цилиндра. После закрытия крышки в обязательном порядке ротор проворачивается на один оборот.
Собирается крепеж горизонтального разъема. Устанавливаются на место (забиваются) контрольные шпильки (болты, штифты). Производится обтяжка крепежа разъема литых цилиндров "на холодно". Обтяжка крепежа разъема литых цилиндров "на холодно" и "на горячо" проводится от середины цилиндра к краям в соответствии со схемой завода (рис. 3.21), указанной в технологии ремонта цилиндра, с обязательным контролем зазора в горизонтальном разъеме. При сборке цилиндров высокого давления и наличии шпилек разных диаметров первоначально производят затяжку крупных, а затем мелких шпилек.
Обтяжку крепежа сварных цилиндров проводят от карманов картеров подшипников и от середины средней части на внешние углы. Обтяжку сварных цилиндров рекомендуется проводить не менее двух раз.
После затяжки крепежа "на холодно" производится проворот ротора не менее чем на 380° для определения отсутствия механических задеваний.
По результатам работ обязательно составляется акт на закрытие цилиндра (Акт на "скрытые работы").
О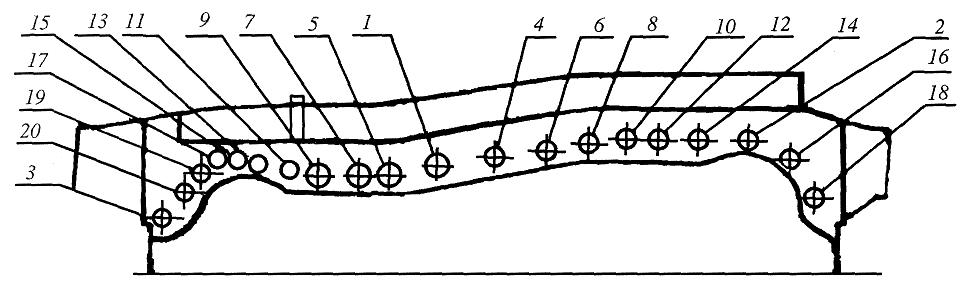 кончательная
затяжка шпилек крепежа цилиндра диаметром
64 мм и более производится "на горячо"
с контролем его удлинения.
кончательная
затяжка шпилек крепежа цилиндра диаметром
64 мм и более производится "на горячо"
с контролем его удлинения.
Необходимые удлинения шпилек различных турбин указываются в чертежах заводов-изготовителей и технологиях на ремонт цилиндров, там же приводятся ориентировочные значения дуг поворота гаек, обеспечивающие наилучшее прибли Рис. 3.21. Порядок обтяжки крепежа ЦВД турбины К-500-240 ХТЗ
жение к требуемым величинам удлинения шпилек. Отсчет и разметка дуги поворота гаек производится после предварительной затяжки шпилек "на холодно".