

3.4.5. Определение и исправление реакции опор цилиндров (исправление их положения относительно оси валопровода)
В процессе эксплуатации происходит значительное изменение нагрузок на опоры в результате коробления цилиндров, деформации пружин подвесок трубопроводов, деформации самих трубопроводов и других факторов.
Д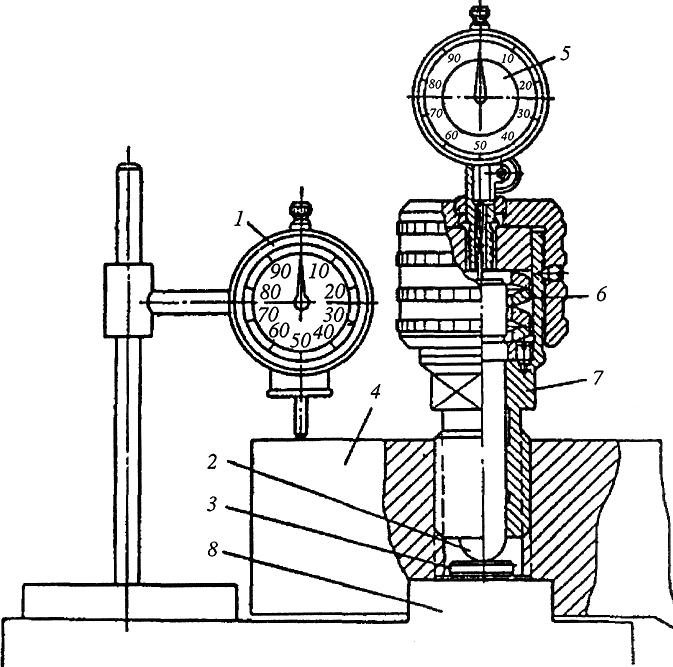 ля
нормальных тепловых перемещений деталей
статора необходимо обеспечить равномерное
распределение весовых нагрузок от
цилиндров на их опоры (стулья, фундаментные
рамы).
ля
нормальных тепловых перемещений деталей
статора необходимо обеспечить равномерное
распределение весовых нагрузок от
цилиндров на их опоры (стулья, фундаментные
рамы).
В связи с этим в период ремонта осуществляется исправление (корректировка) реакций опор цилиндров. Эта операция проводится после ревизии скользящих поверхностей стульев, шпоночных соединений, центровки роторов и определения положения паровых расточек цилиндра относительно заново установленной во время центровки оси роторов.
Исправление нагрузок на лапы цилиндра проводится изменением толщины консольных шпонок под лапами цилиндров, что, в свою очередь, приводит к изменению положения оси цилиндра относительно оси роторов.
Рис. 3.18. Установка динамометра на
консольной лапе цилиндра: 1 —
индикатор; 2 — шток динамометра; 3
— закладная прокладка; 4 —
консольная лапа; 5 — индикатор
динамометра; 6 — тарельчатая пружина;
7 — корпус динамометра; 8 —
консольная шпонка
3.4.6. Устранение дефектов
Общее состояние поверхности разъема корпуса цилиндра определяется визуальным осмотром, проверкой разъема по контрольной плите и по данным, полученным при снятии паспорта разъема в процессе контрольной сборки. Устранение неплотности разъемов производится частичной или полной шабровкой разъема по контрольной плите.
Полная шабровка горизонтальных разъемов цилиндров в условиях станции представляет значительные трудности в связи с отсутствием контрольных плит достаточных размеров. При полной шабровке разъема проводится шабровка верхней половины цилиндра по контрольной плите и краске с контролем плоскостности разъема по линейке (так как линейные размеры плиты не достаточны). Нижняя половина цилиндра шабрится по исправленной верхней половине и краске.
Так как в соответствии с [70] допускается закрытие покоробленных цилиндров, то в условиях станции чаще всего целесообразно проводить частичную шабровку дефектных мест разъемов на основании формуляра замера зазоров в разъеме, обтянутом "на холодно". В случае наличия в разъеме зазора вблизи только одной шпильки для устранения зазора в разъеме при обтяжке "на холодно" обычно бывает достаточно шабровкой увеличить длину дуги до соседних шпилек.В процессе ревизии по виду мастики необходимо убедиться в отсутствии пропусков (присосов) пара; при этом необходимо отметить на контактных поясках верхнего и нижнего фланцев участки пропариваний и местных повреждений.
М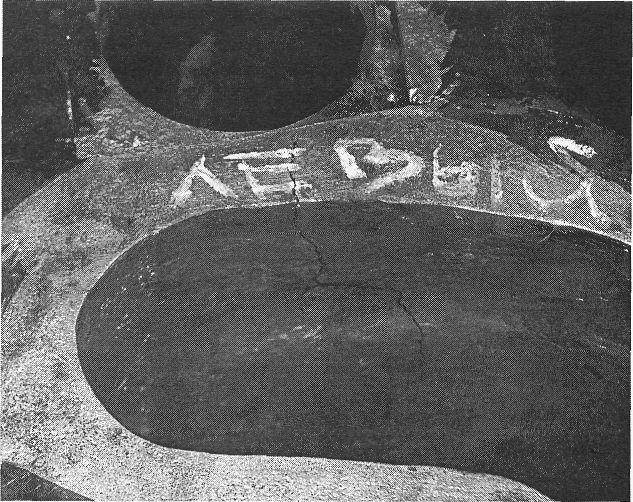 естные
дефекты поверхности разъема (трещины,
промоины) при необходимости могут
устраняться наплавкой в соответствии
с требованиями [71, 72]. При наплавке разъема
необходимо принять меры для исключения
возникновения "подрезов" в местах
сплавления наплавляемого металла с
основным. После наплавки необходимо
наплавленные участки шабрить по
контрольной плите с использованием в
качестве базовых неповрежденных участков
разъема.
естные
дефекты поверхности разъема (трещины,
промоины) при необходимости могут
устраняться наплавкой в соответствии
с требованиями [71, 72]. При наплавке разъема
необходимо принять меры для исключения
возникновения "подрезов" в местах
сплавления наплавляемого металла с
основным. После наплавки необходимо
наплавленные участки шабрить по
контрольной плите с использованием в
качестве базовых неповрежденных участков
разъема.
Рис. 3.19. Трещина в
паровпускной части крышки ЦСД турбины
К-200-130 ЛМЗ
Контроль полноты выборки при производстве работ выполняется визуально (развитие трещины хорошо видно при механической обработке дефекта) и с помощью МПД, а заключение о полной выборке трещины принимается по результатам травления 10 % раствором азотной кислоты. После контроля протравленный слой металла также удаляется на глубину 1...2 мм.
Если глубина выборки трещины не превышает 15 % толщины стенки цилиндра, допускается оставлять такие дефекты без заварки [73].
Исправление дефектов (заварка выбранной зоны) производится в соответствии с требованиями [71] по специально разработанному техпроцессу.
Места абразивного и эрозионного износа в цилиндрах турбин, появляющиеся в разъемах, перегородках, расточках, выступающих деталях, омываемых интенсивным потоком влажного пара или пара, содержащего окалину, подлежат ремонту. Способ ремонта поврежденных мест определяется индивидуально.
В случаях незначительных местных повреждений разъемов, перегородок и расточек производится зачистка поврежденных мест, их последующая заварка никельсодержащими электродами (электроды ЭА-395/9; ЦТ-28; ЦТ-36)1 и шабровка ремонтируемого участка.
В случаях значительных (по величине поверхности) повреждений расточек, после заварки необходима их механическая обработка с применением специальных приспособлений или демонтаж цилиндра с заводским ремонтом повреждений.
В настоящее время для ремонта дефектов деталей, работающих в зоне температур до 300 °С, широко начали применяться композиционные материалы на основе полимерных материалов.
Поврежденная резьба болтов, шпилек, гаек и гнезд для шпилек фланцев разъема цилиндра должна быть исправлена соответствующими запиловкой и зачисткой и вновь прорезана специальными прогонными гайками и метчиками. В случае невозможности исправления указанных дефектов или обнаружения недопустимого остаточного удлинения вследствие релаксации шпильки подлежат замене.