

3.4.3. Проверка коробления цилиндров, определение поправок для центровки проточной части
Цилиндры высокого и среднего давления подвержены короблению под воздействием высоких температур и механических напряжений; при этом нарушается плоскостность разъемов цилиндров и фланцевых соединений, а в цилиндрических расточках появляется эллипсность.
Проверка фланцев на отсутствие коробления и неплотностей производится при удаленных роторе, обоймах и диафрагмах [70]. После наложения крышки на нижнюю половину цилиндра (без мастики) производится проверка зазоров в разъеме фланца с наружной и с внутренней сторон цилиндра щупом, а при необходимости выполняются замеры диаметров расточек цилиндра в горизонтальном и вертикальном направлениях.
Замеры зазоров (рис. 3.16) следует проводить при свободной установке крышки на нижнюю часть цилиндра (без затяжки шпилек) и после обтяжки шпилек, которая производится через 1...2 шпильки в части высокого давления и через 3...4 в части среднего и низкого давления; крайние шпильки около уплотнений также должны быть затянуты.
Если обнаруженный при незатянутых шпильках зазор полностью ликвидируется по всему контуру при холодной затяжке крепежа указанным выше способом, разъем считается плотным; затяжка такого разъема не вызывает затруднений при сборке.
Восстановление плотного прилегания фланцев горизонтального разъема цилиндров путем шабровки или другими способами следует производить только в том случае, если зазоры в разъеме после обтяжки его "на холодно" половинным количеством крепежа превышают 0,05 мм.
3.4.4. Определение величин вертикальных перемещений деталей проточной части при затяжке фланцев корпуса
Во время сборки покоробленного цилиндра происходит деформация горизонтального разъема и расточек цилиндра и изменение пространственного положения колодцев в расточках под подвески деталей статора проточной части. В связи с этим, одновременно с определением возможности обеспечения плотности горизонтальных разъемов, необходимо определить величину поправок для центровки обойм уплотнений, обойм диафрагм и самих диафрагм.
П ри
проверке и исправлении радиальной
центровки деталей проточной части
следует учитывать изменение взаимного
положения ротора и статора, происходящее
в процессе затяжки фланцев горизонтального
разъема.
ри
проверке и исправлении радиальной
центровки деталей проточной части
следует учитывать изменение взаимного
положения ротора и статора, происходящее
в процессе затяжки фланцев горизонтального
разъема.
Для этого перед сборкой цилиндра в его нижнюю половину устанавливают обоймы диафрагм и производят замер их положения в свободном и обтянутом цилиндре.
Измерение перемещений при контрольной сборке производится в следующей последовательности:
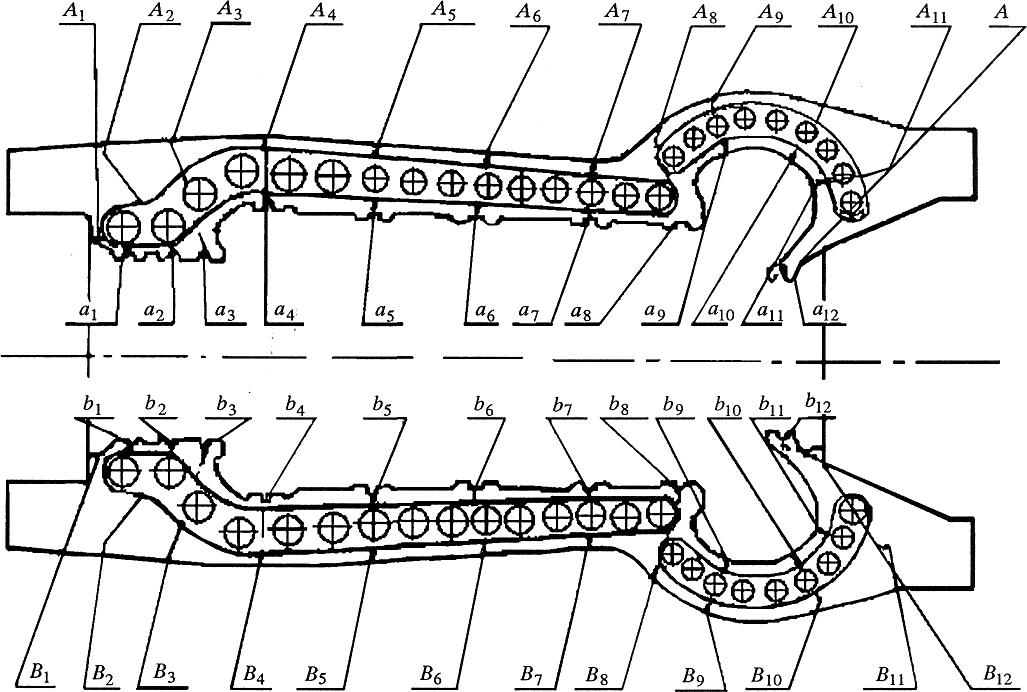
Рис. 3. 17. Замер положения деталей проточной части по борштанге
В нижнюю половину цилиндра укладываются нижние половины всех обойм; в нижние половины обойм диафрагм устанавливается по одной диафрагме; устанавливается борштанга с укрепленными на ней радиальными стержнями; на концах стержней против каждой из контролируемых деталей укрепляются индикаторы часового типа или другие датчики механических перемещений.Измеряется радиальное положение борштанги относительно расточек контролируемых деталей в трех точках: слева, справа и внизу (рис. 3.17); соответствующие показания индикаторов (R1, R2, R3) заносятся в карту измерений.
Верхняя половина корпуса цилиндра укладывается на нижнюю половину. Фланцы затягиваются таким образом, чтобы максимальный зазор в разъеме с наружной стороны цилиндра не превышал 0,1 мм; при новом положении статорных деталей проводят измерения и записывают их результаты (R11, R22, R33) в карту измерений.
Вертикальное перемещение (В) определяется как разность положений центра расточки относительно оси борштанги при замерах без крышки и при затянутом разъеме:
![]() .
.
5. Измерение перемещений деталей при проверке коробления цилиндров может производиться также с помощью других измерительных
систем.