

3.3. Вскрытие цилиндров
П осле
расхолаживания турбины, остановленной
в ремонт, выполняется ряд подготовительных
операций.
осле
расхолаживания турбины, остановленной
в ремонт, выполняется ряд подготовительных
операций.
Снимается "обшива" турбины. С цилиндров и корпусов подшипников турбины убираются: контрольно-измерительные приборы, электропроводка исполнительных механизмов и сами механизмы.
Перед вскрытием цилиндров должна быть удалена изоляция турбины. Изоляция ЦВД и ЦСД снимается полностью, так как в процессе ремонта производится зачистка под контроль металла цилиндров.
В первую очередь необходимо выполнить разборку изоляции в районе фланцев горизонтальных разъемов цилиндров, чтобы не задерживать начало разборки крепежа цилиндров и вскрытие цилиндров.
После этого разбираются присоединительные трубопроводы: пароперепускные трубы, трубопроводы отсосов пара из уплотнений, обогрева фланцев и шпилек и другие; разбираются узлы регулирования и парораспределения.
До вскрытия цилиндров в обязательном порядке необходимо выполнить следующие работы:
вскрыть корпуса подшипников;
вскрыть сами подшипники;
разобрать муфты роторов; перед разборкой муфт должно быть замерено осевое положение роторов относительно корпусов подшипников.
Перечисленные работы должны быть выполнены для того, чтобы при подъеме крышки цилиндра, в случае возникновения задевания ее за ротор и, вследствие этого, подъема ротора вместе с крышкой, не погнуть ротор.
П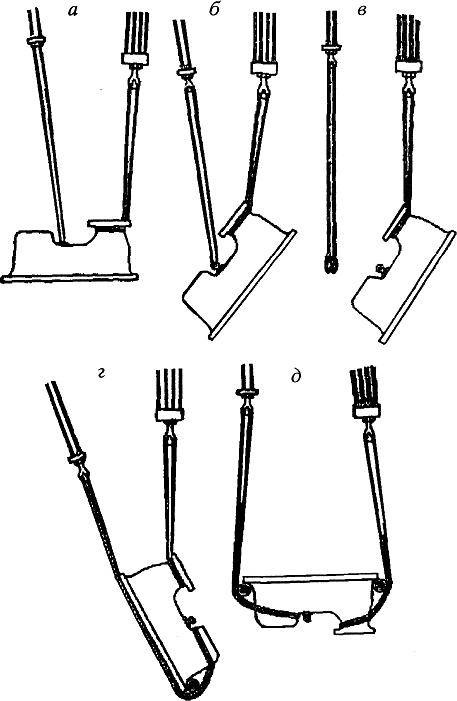 о
мере разборки трубопроводов и собственно
турбины в открывающиеся проемы и
отверстия должны устанавливаться
заглушки для предохранения от попадания
посторонних предметов (в трубопроводы
малых диаметров допускается установка
деревянных пробок).
о
мере разборки трубопроводов и собственно
турбины в открывающиеся проемы и
отверстия должны устанавливаться
заглушки для предохранения от попадания
посторонних предметов (в трубопроводы
малых диаметров допускается установка
деревянных пробок).
Все снимаемые при разборке детали маркируются.
Маркировка деталей производится краской. На шпильках и гайках литых цилиндров указывается их номер в соответствии с чертежом и сторона установки. На диафрагмах и обоймах указывается номер ступени и верхняя или нижняя половина (в дополнение к номеру, выбитому на каждой детали). Дополнительная маркировка сегментов уплотнений не производится (клеймение производится только в случае замены сегментов).
У турбин производства ХТЗ цилиндры опираются на опорные площадки стульев лапами верхних половин цилиндров, поэтому при разборке цилиндров высокого и среднего давления их нижние половины переводятся на технологические прокладки.
Во фланцевых соединениях цилиндров высокого и среднего давления современных турбин действуют значительные усилия, поэтому затяжка (и соответственно разборка) крепежа диметром 64 мм и более производится "на горячо" с применением специальной оснастки (шпильконагревателей) и контролем удлинения шпилек. Нагрев до образования зазора между торцом гайки и плоскостью подрезки осуществляется в течение 20...30 мин. После нагрева отвертывание гайки производится с помощью ключа с рычагом 1,0... 1,5 м. Отвертывание гайки ударами кувалды по рукоятке ключа не допускается.
После разборки крепежа снимается верхняя половина корпуса цилиндра с помощью специальных грузоподъемных приспособлений — "траверс"; на рис. 3.14 показан пример траверсы, применяемой для турбин ХТЗ. Перед подъемом крышки краном ее предварительно приподнимают на несколько миллиметров отжимными болтами. При подъеме необходимо контролировать отсутствие перекосов и смещений верхней половины цилиндра относительно нижней.
Рис. 3.15. Пример
кантовки крышки цилиндра двумя
крюками мостового крана
кантовки крышки цилиндра.
После вскрытия верхней половины цилиндра производится разборка верхних половин деталей проточной части цилиндра (обойм диафрагм, диафрагм и обойм уплотнений).
В некоторых технологиях на ремонт при вскрытии турбины предусматривается выполнение замеров тепловых зазоров по верхним половинам деталей проточной части статора. В связи со значительным окалинообразованием и солевым заносом расточек деталей, а также возможностью их повреждения до ревизии всех узлов проточной части этого делать не рекомендуется.
Перед разборкой деталей нижних половин проточной части должен быть снят паспорт проточной части цилиндра. При этом замеряются все осевые и радиальные зазоры между деталями статора и ротора; полученные величины заносятся в специальные формуляры.
Проверяется центровка роторов, положение роторов в масляных расточках корпусов
подшипников, замеряются зазоры в подшипниках.
К выемке роторов и разборке нижней половины проточной части турбины можно приступать только после проведения перечисленного комплекса мероприятий.
Из нижних половин цилиндров в обязательном порядке необходимо вынимать все детали проточной части для ревизии и ремонта. Оставлять без ревизии и ремонта детали проточной части категорически запрещается!