

8. Обработка деталей на фрезерных станках
Фрезерование является одним из наиболее распространенных методов обработки плоских и различных фасонных поверхностей, нарезания резьбы, шлицев, зубьев колес и других деталей.
На рис. 8.1 приведены примеры работ, выполняемых на фрезерных станках.
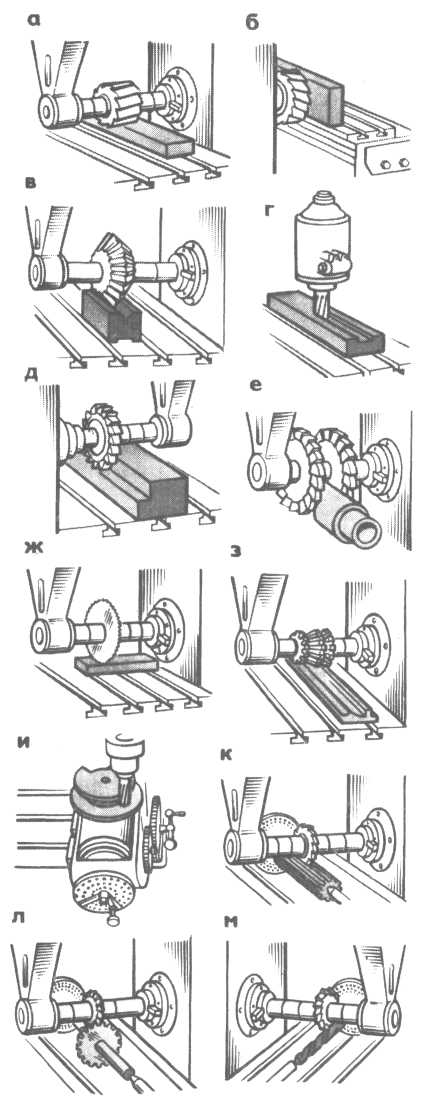
Рисунок 8.1.
Примеры работ, выполняемых на фрезерных станках: а-фрезерование плоскости цилиндрической фрезой,
б - фрезерование плоскости торцовой фрезой,
в - фрезерование наклонных плоскостей, (призм) угловой фрезой,
г-фрезерование паза концевой фрезой,
д - фрезерование уступа дисковой трехсторонней фрезой,
е-фрезерование набором двух дисковых трехсторонних фрез,
ж - разрезание отрезной фрезой (пилой),
з – фрезерование фасонной фрезой,
и - фрезерование криволинейного контура концевой фрезой, с применением делительной головки,
к - фрезерование шлицевых канавок на валике,
л - фрезерование зубчатого колеса,
м - фрезерование винтовых канавок
Примеры работ, выполняемые фрезеровщиком 2-го разряда: болты, гайки, пробки, краны — фрезерование граней или квадратов под ключ; валы, оси длиной до 500 мм — фрезерование сквозных и глухих шпоночных пазов; втулки, муфты, стаканы, вилки фасонные, фланцы — фрезерование пазов или контура по разметке; гайки корончатые — фрезерование пазов для шплинта; ключи гаечные и торцовые — фрезерование зева, квадрата или шестигранника; плашки круглые, притиры резьбовые и гладкие — фрезерование разрезного паза; подкладки — фрезерование плоскостей, торцов и скосов; резцы различные — фрезерование гнезд под пластины твердого сплава и опорных плоскостей; сверла, фрезы и другой инструмент — фрезерование спиральных канавок, зубьев, квадратов и лапок хвостовиков на специальном оборудовании или с применением приспособлений; другие малогабаритные заготовки для деталей машин и металлоконструкций.
Фрезерование плоскостей.
Большинство деталей имеют поверхности в форме плоскостей, например направляющие станины станка, поверхность основания тисков, контрольные и разметочные плиты, поверхности установочных угольников, грани болтов и гаек, квадраты хвостовиков инструментов и т. п.
Фрезерование
плоскостей можно производить главным
образом цилиндрическими фрезами н а
горизонтально-фрезерных станках, а
торцовыми и концевыми фрезами как на
горизонтально-, так и на вертикально-фрезерных
станках.
а
горизонтально-фрезерных станках, а
торцовыми и концевыми фрезами как на
горизонтально-, так и на вертикально-фрезерных
станках.
Фрезерование плоскостей торцовой фрезой.
Фрезерование плоскости торцовой фрезой производят главным образом на вертикально – фрезерных станках, но можно производить и на горизонтально-фрезерных.
Для фрезерования плоскостей применяют торцовые фрезы, которые делятся на хвостовые с мелкими и крупными зубьями и насадные со вставными ножами. На рабочей части торцовой фрезы различают два вида режущих кромок: главные, расположенные на цилиндрической поверхности фрезы, и вспомогательные, расположенные на торцовой поверхности фрезы.
Значения геометрических параметров для различных фрез и условий обработки (материал заготовки, инструментальный материал, вид обработки и др.) приведены в справочниках по режимам резания при фрезеровании и другой справочной литературе.
Фрезерование наклонных плоскостей и скосов.
Наклонной плоскостью называется плоская поверхность, расположенная под углом к горизонтали. Скосом называют короткую наклонную плоскость. Различные способы фрезерования наклонных плоскостей и скосов показаны на рис. 8.2.
Фрезерование наклонной плоскости с поворотом заготовки можно выполнять как на горизонтально-, так и на вертикально-фрезерных станках, применяя универсальные машинные тиски, угловые плиты или специальные приспособления и прихваты.
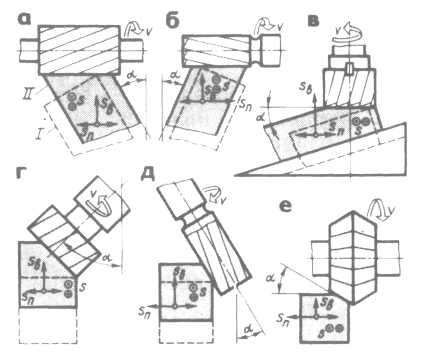
Рисунок 8.2
Схемы фрезерования наклонных поверхностей и скосов: а, б - на горизонтально-фрезерном,
в - на вертикально-фрезерном станке с поворотом заготовки,
г, д -на вертикально-фрезерном станке с поворотом шпинделя,
е - на горизонтально-фрезерном станке угловой фрезой
Фрезерование уступов, прямоугольных пазов, канавок и отрезание заготовок.
В деталях машин и приборов встречаются поверхности, называемые уступами и пазами. Пазы могут быть прямоугольными и фасонными, сквозными и замкнутыми. Для обработки прямоугольных, фасонных и сквозных пазов и уступов на горизонтально-фрезерных станках применяют различные дисковые фрезы. Для обработки замкнутых пазов, шпоночных канавок и других малодоступных поверхностей на горизонтально- и вертикально-фрезерных станках применяют концевые фрезы.
При
переточках ш ирина
фрезы уменьшается, поэтому в тех случаях,
когда фреза должна сохранять размер по
ширине, целесообразно применять составные
(сдвоенные) дисковые фрезы, состоящие
из двух половин, между которыми закладывают
тонкое, определенной толщины, кольцо.
ирина
фрезы уменьшается, поэтому в тех случаях,
когда фреза должна сохранять размер по
ширине, целесообразно применять составные
(сдвоенные) дисковые фрезы, состоящие
из двух половин, между которыми закладывают
тонкое, определенной толщины, кольцо.
На рис. 8.3 показаны наиболее часто встречающиеся дисковые фрезы. Эти фрезы крепят на оправки фрезерных станков аналогично цилиндрическим. Дисковые фрезы больших размеров в целях экономии быстрорежущей стали изготовляются сборными, со вставными ножами.
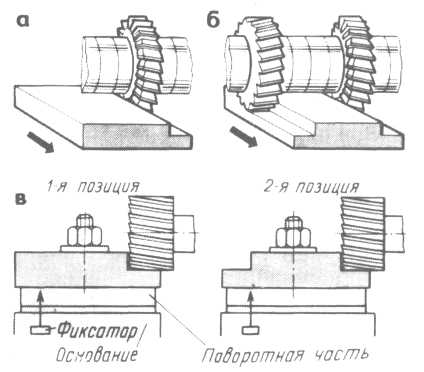
Фрезерование уступов дисковыми фрезами можно выполнить различными приемами: каждый уступ фрезеруется одной трехсторонней дисковой фрезой (рис. 8.4, а); оба уступа одновременно фрезеруют набором из двух дисковых фрез точно одинакового диаметра (рис. 8.4, б). В этом случае, чтобы получить заданный размер между уступами, на оправку между фрезами устанавливают соответствующие промежуточные кольца или фрезеруют в двухпозиционном вращающемся на 180° приспособлении (рис. 8.4, в). После фрезерования уступа I (первая позиция) приспособление с закрепленной в нем заготовкой поворачивают и ставят во вторую позицию для фрезерования второго уступа II.
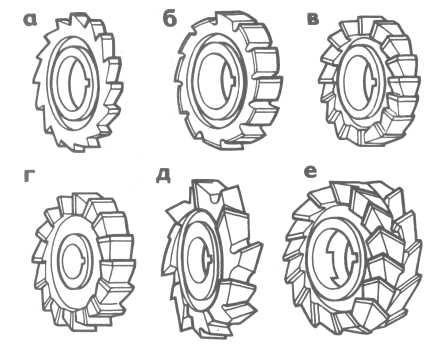
Рисунок 8.3
Дисковые фрезы: а - пазовая с остроконечными зубьями,
б - с затылованными зубьями,
в - двусторонняя, г - трехсторонняя, д - трехсторонняя с разнонаправленными зубьями,
е - составная (сдвоенная)
 Рисунок
8.4. Приемы фрезерования уступов.
Рисунок
8.4. Приемы фрезерования уступов.
Фрезерование уступов и пазов концевыми фрезами.
На вертикально-фрезерных станках концевыми фрезами обрабатывают различные уступы, плоскости, а также сквозные и закрытые пазы. Концевые фрезы в отличие от торцовых, цилиндрических и дисковых имеют цилиндрические (рис. 8.5, а) или конические (рис. 8.5, б) хвостовики. Для фрезерования шпоночных пазов на валах машин применяют концевые фрезы, которые имеют точный диаметр, равный ширине паза, и два-три зуба, сходящиеся к центру в одну точку (без центрового отверстия). Концевые фрезы крепят на шпинделе станка, в патроне, или непосредственно в шпиндель. Фрезерование уступов можно выполнять концевой фрезой, диаметр которой несколько больше, чем ширина ступени уступа. Фрезу в шпинделе станка закрепляют в цанговом патроне или переходными коническими втулками. Фрезерование закрытых шпоночных пазов в планках и на валах производят через отверстия — окна, следовательно, требуется предварительное засверливание. Концевые фрезы в этом случае работают периферийными режущими кромками.
Другим методом фрезерования закрытых пазов является фрезерование с возвратно- поступательным движением стола (маятниковая подача) в продольном направлении и вертикальной подачей после каждого прохода. Концевая (шпоночная) фреза должна иметь на торце два зуба, сходящихся в центре.
Расположение паза и центров радиусных поверхностей на заготовке перед фрезерованием должно быть размечено и накернено.
Заготовки на столе станка крепят в машинных тисках, призмах или с помощью прихватов. Если фрезеруемый паз должен быть сквозным, то под заготовкой необходимо расположить две подкладки, обеспечивающие свободный выход фрезы между ними.
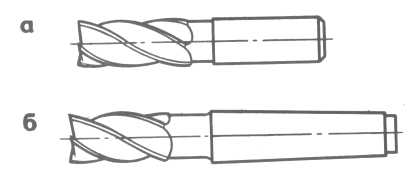
Рисунок 8.5 Концевые фрезы.
Фрезерование криволинейных контуров и фасонных поверхностей.
Многие детали машин имеют не только прямолинейные и плоские поверхности, но и различные криволинейные контуры, состоящие из отрезков прямых, дуг окружностей различного диаметра и других кривых. Криволинейные контуры можно фрезеровать на вертикально-фрезерных станках: по разметке комбинированием продольной и поперечной ручных подач; по разметке с помощью поворотного круглого стола; по копиру в специальных приспособлениях.
Фрезерование комбинированием ручных подач заключается в том, что предварительно размеченную заготовку, а при необходимости с просверленными отверстиями для крепления и ввода инструмента, закрепляют одним из разобранных на предыдущих занятиях методов на столе фрезерного станка. Перемещая ручной подачей стол одновременно в продольном и поперечном направлениях, под водят заготовку под вращающуюся концевую фрезу так, чтобы фреза снимала слой металла в соответствии с размеченным криволинейным контуром. Чтобы фреза своим торцом не задевала за рабочую поверхность стола станка или приспособления, заготовку обязательно устанавливают на подкладку.
Криволинейные
контуры формы дуги окружности
рекомендуется обрабатывать на поворотном
круглом столе с ручной подачей, который
является обязательной принадлежностью
вертикально-фрезерного станка. Поворотный
круглый стол своим основанием крепится
с помощью болтов в Т-образные пазы стола
станка. Вращение от рукоятки,
насаженной
на валик,
через
червячную пару передается на поворотную
часть стола (планшайбу). Градуир ованная
шкала на боковой поверхности стола
служит для отсчета его поворота (с
закрепленной заготовкой) на требуемый
угол.
ованная
шкала на боковой поверхности стола
служит для отсчета его поворота (с
закрепленной заготовкой) на требуемый
угол.
Положение оси вращения поворотного стола на столе фрезерного станка относительно оси шпинделя станка определяют совмещением оси стола с осью концевой фрезы, для чего в центровое коническое отверстие поворотного стола вставляют центрирующий штифт или центр. Для получения требуемого радиуса контура на заготовке стол станка поперечной подачей смещают на радиус контура плюс радиус фрезы.
Правильность установки заготовки относительно оси поворотного стола можно проверить путем легкого касания заготовки вращающейся фрезой в двух диаметрально противоположных положениях, т. е. при повороте стола на 180°. Теперь, если подвести заготовку любой точкой к вращающейся фрезе и продолжать поворачивать стол за рукоятку, то фреза обработает на ней дугу окружности радиусом, равным расстоянию от центра стола до этой точки заготовки.
Чем дальше расположена точка боковой поверхности от оси стола, тем большую окружность опишет она при вращении стола. Следовательно, при этом методе обработки контур на заготовке получается без комбинирования двух подач и его точность зависит только от правильной установки заготовки на столе (от правильного радиуса поворота заготовки). Для обеспечения контроля в процессе фрезерования заготовка должна быть предварительно размечена.
При обработке большой партии одинаковых заготовок с криволинейным контуром пользуются специальным копировальным приспособлением или применяют копировально-фрезерные станки.