

технология бурения 3
.pdfvk.com/club152685050 | vk.com/id446425943
Рисунок 17.5 – Соединениетруб ОТТГ-1
Рис.17.6 – Резьбовое соединение Баттрес
Эксплуатационные характеристики труб с резьбой «Батресс» аналогичны трубам ОТТМ по ГОСТ 632–80. Резьбы «Батресс» и ОТТМ не взаимозаменяемы из-за различной длины.
Трубы обсадные муфтовые повышенной коррозионной стойкости и хладостойкости с резьбой типа «Батресс» изготавливаются по ТУ 14-157- 47-97 из сталей марки 25«М» селект, 20«М» селект и 20«С» селект (коррозионностойкие), ОД, 32Г2(Д) , 32Г2 (обычного исполнения). Диаметр труб от114 до 245 мм, длина от 7,62 до 10,36 м и от 10,36 до 13,0.
Геометрические параметры обсадных труб с резьбой «Батресс» приведены в справочной литературе [1, 5].
Для крепления скважин также широко используются безмуфтовые обсадные трубы с утолщенными концами и трубы с постоянной по длине толщиной стенок.
Трубы с утолщенными концами разработаны в двух вариантах (рисунок 17.7). У труб ТБО-4 (трубы безмуфтовые обсадные) утолщены оба конца: на одном из концов нарезана наружная, а на другом – внутренняя коническая трапецеидальная резьба (рисунок 17.7 а). В трубах ТБО-5 утолщен только один конец, на котором нарезана внутренняя резьба, на другом, не-
207
vk.com/club152685050 | vk.com/id446425943
утолщенном конце имеется наружная резьба (рисунок 17.7 б). Профиль и размеры трапецеидальных резьб на трубах ТБО такие же, как и на трубах ОТТМ-1.
На концах труб ТБО так же, как и на трубах ОТТГ-1 имеются гладкие конические уплотнительные поверхности. Соединения закрепляются до упора торцов. Трубы ТБО и ОТТГ-1 можно соединять друг с другом без дополнительных переводников, и их рекомендуется использовать для укомплектования участков обсадных колонн с избыточным внутренним давлением до 50 МПа.
Рисунок 17.7 а – Трубы обсадные ТБО-4
Рисунок 17.7 б – Трубы обсадные ТБО-5
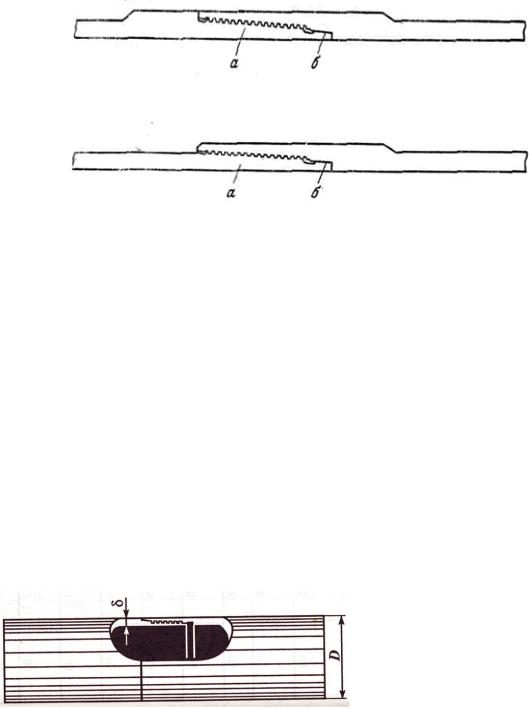
Безмуфтовые трубы ОГ-1М с постоянной по длине толщиной стенок снабжены на одном конце наружной, а на другом внутренней конической (конусность 1/12) резьбой трапецеидального профиля (рисунок 17.8). Резьбовое соединение закрепляется до упора торцов. Посадка резьбы происходит по внутреннему диаметру ее; кроме того, для увеличения жесткости муфтового конца предусмотрена посадка по срезанным вершинам профиля на участке от начала сбега резьбы на ниппельном конце трубы до упорного уступа.
Особенностью обсадных колонн, составленных из труб ОГ-1М является постоянство наружного диаметра по всей длине.
Прочность соединений ОГ-1М при растяжении составляет около 50% прочности тела трубы в ненарезанной части, а герметичность при использовании соответствующих смазок достигает при гидравлическом испытании 35 МПа.
Рисунок 17.8 – Резьбовое соединение труб ОГ-1м
208
vk.com/club152685050 | vk.com/id446425943
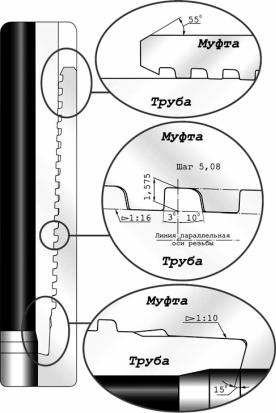
В последние годы отечественная промышленность начала выпуск обсадных труб с соединениями класса «премиум» (рисунок 17.9), которые предназначены для крепления вертикальных и наклонно-направленных скважин нефтяных, газовых и газоконденсатных месторождений. Согласно данным заводов изготовителей:
-соединение имеет повышенную герметичность в сравнении с резьбовыми соединениями без узла уплотнения и стандартными соединениями с узлом уплотнения;
-герметичность обеспечивается узлом уплотнения «металл–металл», имеющим радиальное уплотнение и упор, состоящие из соответствующих конических поверхностей на трубе и в муфте;
-конструкция радиального уплотнения позволяет проводить повторную разборку резьбового соединения без повреждений уплотнительных поверхностей за счет быстрого входа и выхода в зоне контакта;
-резьба выполняет в соединении несущую функцию и обеспечивает дополнительную герметичность.
Рисунок 17.9 – Резьбовое соединение труб класса «премиум» ТМКFMC
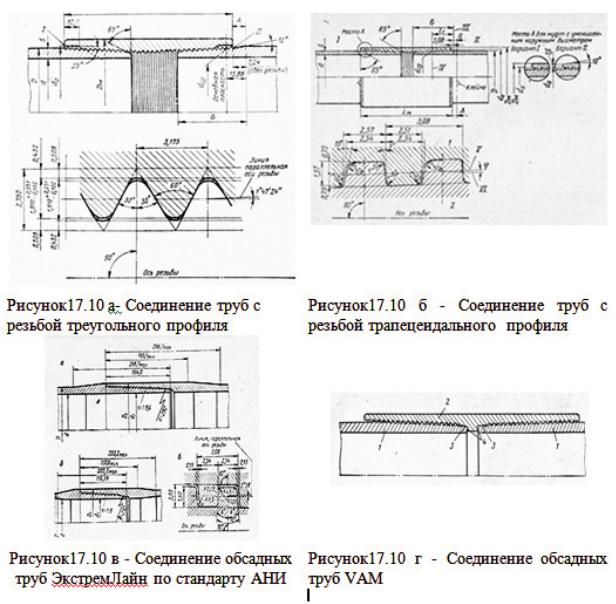
Импортные обсадные трубы изготавливаются по стандарту Американского нефтяного института (API) и имеют диаметр от 114 до 508 мм [1]. Для их соединений используются длинные или короткие конические резьбы треугольного и трапецеидального профиля. Примеры резьбовых соединений импортных труб приведены на рисунке 17.10.
209
vk.com/club152685050 | vk.com/id446425943
Резьба треугольного типа с углом 60о, восемью нитками на 25,4мм и конусностью 0,0625 (рисунок 17.10 а). Вершина и впадина профиля закруглены по дуге окружности. Обсадная труба имеет нарезку резьбы округленного профиля АНИ 8 на невысаженных концах трубы, а отдельные трубы соединены при помощи муфты с внутренней резьбой. Муфты с резьбой округленного профиля АНИ бывают двух типов: с укороченной (STC) и удлиненной (LTC) резьбами.
Трапецеидальная резьба типа «Батресс». На рисунке 17.10 б показаны сечения соединения с трапецеидальной резьбой и профиль резьбы. Трапецеидальная резьба способна передавать более высокие осевые нагрузки, чем резьба округленного профиля АНИ 8, и характеризуется конической формой вершин и впадин профиля для обсадных труб с наружным диаметром 340 мм и менее, и плоскими вершинами и впадинами для обсадных
210
vk.com/club152685050 | vk.com/id446425943
труб с наружным диаметром 406 мм и более. Для улучшения герметичности применяют соответствующую резьбовую смазку. Шаг резьбы в соединении с трапецеидальной резьбой типа «Батресс» пять ниток на 25,4 мм.
Резьба VAM, это видоизмененный вариант трапецеидальной резьбы «Батресс», обеспечивающая соединение с уплотнением типа «металл по металлу» на ниппельном конце. На рисунке 14.10 г показана муфта с резьбой типа VAM. Профиль резьбы VAM имеет пять ниток на 24,4 мм. Название резьбы VAM взято по названию фирмы-изготовителя «Вамонек» и запатентовано для многих типов резьбы, изготовляемых фирмами.
Резьбовое соединение для безмуфтовых труб «Экстрем-Лайн». Без-
муфтовыс обсадные трубы имеют наружную и внутреннюю резьбы на высаженных соответственно наружу н внутрь концах. Высаженные концы подвергают специальной механической обработке для увеличения толщины стенок и компенсации потерь металла вследствие нарезки резьбы. Профиль резьбы – трапецеидальный, что обеспечивает соединение с уплотнением типа «металл по металлу» как на ниппельном конце, так и на наружном упорном уступе муфтовой части. Это позволяет использовать безмуфтовые соединения в условиях повышенных температур и давлений.
Для обсадных труб диаметрами 127–194 мм шаг резьбы – шесть ниток на 25,4 мм. На рисунке 17.10 в показано сечение безмуфтового соединения и профиль резьбы.
Характеристика материалов импортных (АНИ 3СТ) |
Таблица 17.2 |
||||
|
|||||
и отечественных (ГОСТ 632-80) обсадных труб |
|
||||
|
|
|
|
|
|
Импортные трубы |
|
Отечественные трубы |
|||
Группа труб |
Марка стали |
Предел |
Группа |
|
Предел |
текучести, МПа |
прочности |
|
текучести, МПа |
||
|
Н-40 |
27,6 |
- |
|
- |
Низкопрочные |
J-55, К-55 |
37,9 |
Д |
|
38,7 |
- |
- |
К |
|
60,0 |
|
|
|
||||
|
N-80 |
55,2 |
Е |
|
56,2 |
С ограниченным |
L-80 |
55,2 |
- |
|
- |
С-90 |
62,0 |
- |
|
- |
|
пределом текучести |
|
||||
С-95 |
65,5 |
Л |
|
66,8 |
|
Высокопрочные |
P-110 |
75,8 |
М |
|
77,3 |
Q- 125 |
86,0 |
- |
|
- |
|
|
|
||||
Сравнительная оценка материалов для изготовления отечественных и импортных труб, приведенная в таблице 17.2, показывает, что они близки между собой. В обозначении импортных труб цифры означают предел текучести PSI (тыс. фунтов на кв. дюйм).
Сравнительная характеристика наиболее распространенных типов резьбовых соединений представлена в таблице 17.3
211

vk.com/club152685050 | vk.com/id446425943
Таблица17.3 Взаимозаменяемость резьбовых соединений импортных (АНИ 3СТ)
и отечественных (ГОСТ 632-80) труб
Резьбовые соединения обсадных труб
Импортные |
Отечественные |
Стандартная (АНИ и ГОСТ) резьба |
|
Треугольного профиля, |
Треугольного профиля, |
в т.ч. с тефлоновым кольцом |
в т.ч. с фторопластовым кольцом |
Батресс, в т.ч. с тефлоновым кольцом |
ОТТМ, в т.ч. с фторопластовым кольцом |
Экстрем Лайн |
Нет аналога |
Нестандартная ( |
фирменная) резьба |
VAM |
ОТТГ |
BDSMaннесманн, |
|
FCХ-Кавасаки, |
Нет аналога |
NK-3SB-Ниплон Кокан и т.д. |
|
Номенклатура обсадных труб, выпускаемых промышленностью, достаточно широка, и позволяет выбрать трубы практически для любых геоло- го-технических условий. В частности, отечественной промышленностью изготавливаются обсадные трубы следующих конструкций:
-муфтовые с короткой и удлиненной конической резьбой треугольного профиля (по ГОСТ 632-80 и АРI Spec 5СТ); муфтовые с конической резьбой трапецеидального профиля (тип ОТТМ по ГОСТ 632-80);
-муфтовые с резьбой трапецеидального профиля и коническими уплотнительными поясками на концах за резьбой со стороны меньших диаметров (тип ОТТГ по ГОСТ 632-80);
-типа ОТТМ с уплотнительным противозадирным покрытием резьбы муфт (ТУ 14-3-1417 -86 и ТУ 14-3-1487 -87);
-по ГОСТ 632 - 80 с узлом уплотнения из полимерного материала
(ТУ14-157-11-98);
-гладкие безмуфтовые с резьбой ОГ1М (тип ОГ1М по ТУ 14-3-714-78);
-типа ОТТГ с повышенной пластичностью и хладостойкостью и муф-
ты к ним (по ТУ 14-162-4-94, ТУ 14-3-1505-87 и ТУ 14-3-1736-90);
-муфтовые с упорной конической резьбой трапецеидального профиля
«Батресс» (ТУ 14-162-13-95 и ТУ 14-3Р-29-2000);
-трубы равнопроходные с резьбой «Батресс» по ТУ 14-161-169-96;
-трубы ОТТМ и «Батресс» стойкие к сероводородному растрескиванию в среде, содержащей сероводород до 6 % (по ТУ 14-162-3-94 и
ТУ 14-15747 - 97);
-муфтовые электросварные с упорной конической резьбой ОТТМ и
«Батресс» (ТУ 39. 0147016.40-93);
-обсадные трубы и муфты к ним в хладостойком исполнении с резь-
бой ОТТГ исп. А (ТУ 14-157-24-92);
-муфтовые электросварные с упорной конической резьбой «Батресс» с узлом уплотнения из полимерного материала (ТУ 14-3-1732-90);
212
vk.com/club152685050 | vk.com/id446425943
-безмуфтовые толстостенные с резьбой типа ОТТМ высокопрочные
(ТУ 39-0147016-28-92 или ТУ 14-3-1487 -87);
-муфтовые типа «Батресс» с повышенным сопротивлением смятию
(ТУ 39-0147016-40-93 и ТУ 39-0147016-63-96);
-трубы муфтовые с резьбой типа «Батресс» (по спецификации стан-
дарта АРI Sрес 5СТ и ТУ 14-162-13-95);
-трубы муфтовые бесшовные типа ОТТМ-В, оснащенные резьбой, унифицированной с резьбой типа «Батресс» (по ТУ 14-162-18-96) и др.;
-безмуфтовые бесшовные типа «СТТ» с резьбовым соединением, которые являются аналогом резьбы типа «FL 45» по стандарту API;
-трубы типа ОТТГ диаметром 245 мм из стали группы прочности Р. Основными изготовителями отечественных обсадных труб являются:
-ОАО «1МЗ»;
-ОАО «Выксунский металлургический завод» (ВМ3);
-ОАО «Северский трубный завод» (СевТ3) – в том числе трубы
245х12Р;
-Синарский трубный завод (СинТ3);
-Челябинский трубопрокатный завод (ЧТПЗ);
-ОАО «Волжский трубный завод» (ВТ3);
-Нижнеднепровский трубопрокатный завод (НДТ3).
Условное обозначение муфт должно включать тип соединения (кроме муфт к трубам с короткой треугольной резьбой), условный диаметр трубы, группу прочности, вид муфты (для специальных муфт к трубам ОТТМ и ОТТГ) и обозначение настоящего стандарта.
Примеры условных обозначений Трубы из стали группы прочности Д, с условным диаметром 245 мм, с
толщиной стенки 10 мм и муфты к ним:
245х10-Д ГОСТ 632-80 – для труб с короткой треугольной резьбой; 245-Д ГОСТ 632-80 – для муфт к этим трубам; У-245х10-Д ГОСТ 632-80 –для труб с удлиненной треугольной резьбой; У-245-Д ГОСТ 632-80 – для муфт к этим трубам;
ОТТМ-245х10-Д ГОСТ 632-80 – для труб с трапецеидальной резьбой; ОТТМ-245-Д ГОСТ 632-80 – для муфт нормальных к этим трубам; ОТТМ-245-Д-С ГОСТ 632-80 – для муфт специальных (с уменьшенным
наружным диаметром) к этим трубам; ОТТГ-245х10-Д ГОСТ 632-80 – для труб с высокогерметичными соеди-
нениями.
17.1.3. Сварные соединения обсадных труб
Одним из наиболее эффективных способов повышения герметичности обсадных колонн является сварка труб. Применяется несколько типов сварных соединений: раструбное, встык, двухраструбное, муфтовое, нип-
213
vk.com/club152685050 | vk.com/id446425943
пель раструбное, двухраструбное с центрирующим кольцом. Прочность при растяжении раструбного и муфтового сварных соединений примерно равна, а двухраструбного – несколько выше прочности стандартного резьбового соединения. Прочность стыкосварного соединения близка (а в ряде случаев – даже равна) к прочности тела трубы.
Существенным недостатком стыкосварного и в меньшей степени – двухраструбного соединений является образование грата на внутренней поверхности труб вследствие затекания расплавленного металла при сварке и вызванное этим заметное уменьшение внутреннего диаметра обсадной колонны. Трубы сваривают непосредственно над устьем скважины при помощи автоматов и полуавтоматов для электродуговой сварки, которые могут проводиться, как в защитной среде, так и без защитной среды. Имеется опыт контактной сварки, осуществляемой путем нагрева концов труб до пластичного состояния и осевого сдавливания их по торцам. Прочность образующегося шва равна прочности тела трубы.
Громоздкость оборудования, длительность процесса, проблемы центрирования и гратообразования привели к тому, что в настоящее время сварные соединения труб используют при спуске труб большого диаметра (более 508 мм), не имеющих резьбовых концов, а также для дополнительного закрепления резьбовых соединений промежуточных колонн.
17.1.4. Прочность обсадных труб и их соединений при осевом растяжении
Наибольших значений растягивающие напряжения достигают на устье в конце спуска обсадной колонны, при ее натяжении перед посадкой на клинья колонной головки, а также при ликвидации затяжек или прихватов. Поскольку обсадные трубы имеют несколько участков, рассмотрим прочность каждого из них.
Прочность на растяжение по телу трубы. Осевая сила, при которой растягивающие напряжения в теле трубы достигнут предела текучести материала, определяются по следующей формуле:
P = π |
(D2 |
− D2 )σ |
т , |
(17.1) |
|
т |
4 |
н |
в |
||
|
|
|
|
|
|
где Рт – растягивающая сила; Dн , Dв – наружный и внутренний диаметр труб; σт – предел текучести металла.
Прочность трубы на растяжение по сварному соединению. Осевая си-
ла, при которой растягивающие напряжения в сварном шве достигнут предела текучести материала, определяются по следующей формуле
Pт = Ксв π dш δ σт , |
(17.2) |
214
vk.com/club152685050 | vk.com/id446425943
где dш – средний диаметр сварного шва; Ксв – поправочный коэффициент,
зависящий от вида сварного соединения, для муфтосварного и раструбного соединения Ксв = 0,7, для стыкосварного Ксв = 0,9, для контактной сварки
Ксв = 1,0 ;δ – номинальная толщина стенки трубы.
Прочность труб по резьбовому соединению. Для оценки прочности резьбового соединения с резьбой треугольного профиля используют формулу, впервые полученную Ф. И. Яковлевым, и расчеты, выполненные по ней, приведены в справочниках
Pя = |
|
|
σ т π δ с dср |
, |
(17.3) |
||
1 |
+ |
dc |
ctg(α + ϕ ) |
||||
|
|
|
|
||||
|
|
|
|
2 l |
|
|
|
где dср – средний диаметр резьбы в том же сечении;δс |
– средняя толщина |
||||||
стенки трубы; l – длина резьбы; ϕ – угол трения;α – угол наклона грани витка к оси резьбы.
Практика показала, что обрыв происходит обычно в сечении первого витка с полным профилем, поэтому в эту формулу вместо средней толщины стенки трубы подставляют толщину стенки по впадине резьбы.
Величина Pя характеризует осевую силу, именуемую страгивающей,
при которой в зоне первого витка резьбы с полным профилем напряжения в теле трубы становятся равными пределу текучести.
Задача о величине страгивающей нагрузки в более точной постановке с учетом некоторой неравномерности распределения осевой силы по виткам резьбыиреальнойжесткостимуфтырешенаД. Ю. Мочернюкомиимеетвид:
Рм = |
|
|
π dсрδ с σ т |
, |
(17.4) |
||
|
2 |
− μ ) (1−С) Кт |
|
|
|||
1+ |
dсд (1 |
ctg (α +ϕ ) |
|
|
|||
|
|
|
|
||||
|
|
|
2 dср l |
|
|
||
где: dсд – средний диаметр трубы в основной плоскости;dср – средний диаметр резьбы в том же сечении;δс – средняя толщина стенки трубы; μ – коэффициент Пуассона; Kт = 0,8− 0,9 – коэффициент, равный отноше-
нию предела пропорциональности при растяжении к пределу пропорциональности при сжатии; С – безразмерный коэффициент:
C = |
dсм δс |
; |
λ dсд δ м |
dсм – средний диаметр муфты в основной плоскости;δ м – толщина стенки муфты.
215

vk.com/club152685050 | vk.com/id446425943
Если положить, что dсд = dср , l = 0 т.е. принять, что муфта абсолютно
жесткая, и μ = 0 , т.е. считать, что поперечное сужение материала при дей-
ствии осевой силы Р отсутствует, получим формулу Яковлева.
Величину страгивающей нагрузки можно получить и по формуле П. П. Шумилова:
|
|
Pш = |
|
|
π δс dср σ т |
|
, |
(17.5) |
|||||
|
|
1 |
+K |
|
|
dcр |
ctg(α +ϕ ) |
||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
ш |
|
2 l |
|
|
|||
где Kш = |
δ c |
– коэффициент, учитывающий, что осевая сила частично пе- |
|||||||||||
δ c + δ |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
редается муфте через витки неполного профиля и, потому на сечение трубы, совпадающей с основной плоскостью, действует лишь часть этой силы.
Величина, найденная по формуле Шумилова лежит между значениями, вычисленными по формулам Яковлева и Мочернюка.
В зарубежной практике муфтовые соединения с резьбой треугольного профиля рассчитывают по нагрузке, разрушающей соединения или вызывающей обрыв трубы в сечении основной плоскости.
Pраз = |
π d1 δ1 σ1 |
|
|||||
0,4 +0,65 |
(d |
−δ |
) ctg(α +ϕ ) |
, |
(17.6) |
||
|
1 |
1 |
|
|
|
|
|
|
|
|
l |
|
|||
|
|
|
|
|
|||
где d1 – средний диаметр трубы в сечении посередине нарезанного конца; δ1 – средняя толщина стенки трубы в том же сечении.
Результаты расчетов по этой формуле обычно несколько ниже опытных данных, но в отдельных случаях превышают опытные значения на 3–10 %.
При расчете прочности соединений с резьбой трапецеидального профиля определяют как силу, при которой возможен обрыв трубы:
|
Pраз =π (d +δ в ) δ в σ в |
|
|
|
|
(17.7) |
||||||||||
так и силу, при которой возможен вырыв трубы из муфты: |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
С Е |
|
2 E |
h |
|
|
|
|
P |
=π δ |
|
|
σ |
|
d |
|
+ |
1 |
+ |
1 |
2 |
|
, |
(17.8) |
|
с |
т |
сд |
μ |
μ − K |
||||||||||||
выр |
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
1 |
|
1 |
|
|
|
|
|
где σ т – временное сопротивление материала при растяжении;δс |
– толщи- |
на стенки по впадине первого витка полного профиля; С = м+ |
т – об- |
щий диаметральный натяг соединения; м+ т – диаметральная деформация соответственно муфты и трубы от натяга; E1 – модуль упругости мате-
216