12.2. Элементарные методы или инструменты статистического контроля качества
«Семь элементарных методов» контроля качества представляют собой статистические и логические методы обработки информации, полученной в результате измерения, испытания и экспертизы [12.4]. Результаты обработки информации представляются общепринятыми в статистике и в управлении качеством графическими моделями, с помощью которых удается диагностировать и оценивать факторы и принимать соответствующие для корректирования деятельности решения. Ниже дадим их краткое описание.
Метод расслоения (стратификация) — инструмент, позволяющий произвести селекцию, расслоение данных в соответствии с различными факторами. Сущность метода заключается в том, что данные группируют в зависимости от условий их получения и производят обработку каждой группы отдельно. Например, при исследовании производственных проблем расслоение осуществляется по следующим группам факторов.
1. Факторы 5М:
исполнители (men) — по квалификации, полу, стажу работы и т.д.;
оборудование и машины (machine) — по маркам, конструкциям и сроку службы;
материал (material) — по качеству, партии, месту производству, сроку выпуска и т.д.;
способ производства (method) — по процессам, месту и условиям производства;
измерение (measuring) — по методу, типу измерительных средств или их точности.
Временной параметр — часы суток, дни недели, месяцы и год.
Объемный параметр — по партиям, выборкам, штукам.
Метод расслоения предшествует построению графиков, контрольных карт, гистограммы, диаграммы Парето, причинно-следственной диаграммы и диаграммы разброса. Самостоятельно он применяется, когда требуется дифференцированная оценка стоимости изделий, качества хранения и т.д.
График, диаграмма — инструмент, позволяющий отслеживать изменения значений показателей качества, полученных в результате измерения и испытаний, в виде линейного графика (наблюдения временного ряда, точечного графика, когда наблюдается изменение измеряемого параметра или числа дефектов и дефектной продукции в партии), круговой, столбчатой и «радиационной» диаграмм.
Диаграмма Парето (Pareto diagram) — инструмент, позволяющий выявить наиболее значимые факторы или условия в обеспечении качества продукции. Диаграмма Парето, названная именем ее автора, итальянского ученого-экономиста Парето (1845-1923), представляет собой столбчатый график, построенный по определенному правилу (рис. 12.3).
Диаграмма начинает строиться по порядку количественной значимости дефектов, как правило, от наибольшего их количества к наименьшему. Элементом диаграммы Парето является кумулятивная кривая, показывающая нарастающее количество дефектов по факторам или интервалам времени. В табл. 12.1 для иллюстрации построения диаграммы Парето приводятся пример по качеству работы бригады в дни недели.
Таблица 12.1
Исходные данные для оценки качества изделий
Бригада |
Дни недели |
Всего |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
Ед. |
% |
||
1 |
3 |
7 |
2 |
5 |
14 |
10 |
41 |
18,8 |
|
2 |
10 |
4 |
б |
8 |
2 |
5 |
35 |
16,0 |
|
3 |
7 |
б |
3 |
10 |
4 |
8 |
38 |
17,4 |
|
4 |
9 |
1 |
2 |
0 |
3 |
6 |
21 |
9,6 |
|
5 |
11 |
5 |
1 |
8 |
4 |
1 |
30 |
13,8 |
|
б |
15 |
10 |
5 |
У |
10 |
4 |
53 |
24,4 |
|
Всего по цеху: ед. |
55 |
33 |
19 |
40 |
37 |
34 |
218 |
100 |
|
% |
25,2 |
15,1 |
8,7 |
18,4 |
17,0 |
15,6 |
|
100 |
|
Расслоение дефектов представлено в табл. 12.1 по двум факторам: бригада и день недели. Построим две диаграммы анализа дефектных изделий по бригадам: столбчатая диаграмма в традиционном исполнении (рис.12.3, а) и диаграмма Парето (рис.12.3, б).
Гистограмма — инструмент представления данных, сгруппированных по частоте попадания в определенный, заранее заданный интервал. Данный инструмент предназначен для выявления характера разброса значений контролируемого параметра. Гистограмма представляет собой столбчатый график, на котором по оси Удается частота (частость) попадания в заданный интервал изменения параметра, по оси X — интервалы изменения параметра. Гистограмма применяется для наглядного отображения распределения частоты значений показателей качества, дефектов, потерь и отказов за наблюдаемый период времени.
Контрольная карта (Control chart) — инструмент, позволяющий отслеживать ход протекания процесса посредством измерения показателей качества продукции или количественной оценки продукции в целом и воздействовать на него (с помощью соответствующей обратной связи),
предупреждая отклонения от предъявляемых к продукции и процессу требований. В зависимости от сферы применения выделяют три основных вида контрольных карт [13.9]:
контрольные карты Шухарта (W.E.Shewhart, 1931 г.) и аналогичные им, позволяющие оценить, находится ли процесс в статистически управляемом состоянии;
приемочные контрольные карты, предназначенные для определения критерия приемки процесса;
адаптивные контрольные карты, с помощью которых регулируют процесс посредством планирования его тренда (тенденция изменения процесса с течением времени).
Виды контрольных карт и техника их построения изложены в разделе 12.4.
Причинно-следственная диаграмма (диаграмма Ишикавы) — инструмент, позволяющий выявить отношение между показателями качества и воздействующими на него факторами путем упорядочения и демонстрации связи между отдельными факторами (причинами) и конечным результатом (следствием). Потенциальные причины классифицируются по категориям и подкатегориям, так что их представление напоминает рыбий скелет (рис. 12.4).
Автор причинно-следственной диаграммы—японский ученый в области качества, профессор Токийского университета Каору Ишикава. Особенности построения диаграммы состоят в следующем: проблема -центральная горизонтальная линия, интегральные факторы — наклонные линии, горизонтальные линии к наклонным — комплексные факторы, определяющие состояние каждого основного фактора; наклонные линии к горизонтальным, комплексным факторам — единичные факторы. Количество главных факторов, как правило, ограничено числом 4-6. Например, проф. Ишикава исследует в основном пять факторов — 5М: люди (men) и условия их труда, оборудование (machine), предметы труда (material), методы (metod) — технологии и организация работ, измерение (measuring). Схема выстраивается в виде «рыбьего скелета», где
«хребет» — следствие-проблема, «большие кости» — основные причины, которые являются следствием действия менее значимых факторов-причин, а менее значимые факторы — следствием слабо проявляемых причин.
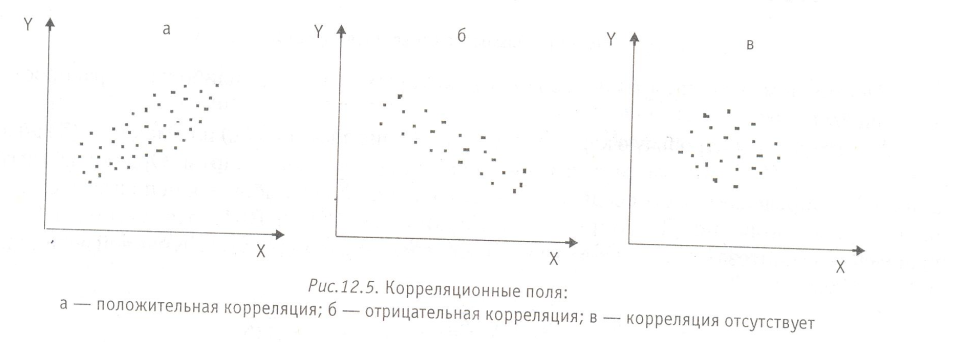
Диаграмма рассеивания (или разброса) — инструмент, позволяющий определить вид и тесноту связей между параметрами соответствующих переменных. Она позволяет выдвинуть гипотезу о характере связи между двумя случайными величинами. При наличии корреляционной зависимости между двумя переменными удается значительно облегчить контроль процесса с технологической, временной и экономической точек зрения.
Для построения диаграммы выделяются объект анализа (Y) и фактор (X), влияющий на него. Составляется выборка парных данных (X, Y). Желательно иметь не менее 30 пар. Оценка зависимости между исследуемыми параметрами X и Y проводится по характеру скопления точек, каждая из которых определяет количественную связь между X и Y. Различают четыре наиболее характерные формы скопления точек: прямая корреляция (прямая зависимость), отрицательная корреляция (обратная зависимость), криволинейная корреляция (нелинейная функция) и корреляция отсутствует. Пример форм проявления связи между X и Y дается на рис. 12.5.