

Статьи по SolidWorks / SolidWorks статья 02 для технологов
.docSolidWorks + Партнеры на службе у технологов. (Часть I)
М.И.Леонтьев, И.В. Щекин, В.В. Пономарев, Е.Ю.Мурованная.
А вы заметили, что
у нас произошла "бархатная революция"
в отношении к недавно экзотическиму
явлению, имя которому - САПР. Уже не
вызывает споров необходимость внедрения
САПР на производстве.

Качество и количество новых разработок напрямую увязываются со степенью освоения и оснащенностью предприятия программами CAD/CAM/CAE/PDM. Первым и логически понятным шагом в этом направлении является оснащение конструкторских подразделений CAD системами. Именно там определяется идея и вид нового изделия, там находится начало цепочки, звенья которой простираются по многочисленным подраздениям. Итак приобретаются несколько рабочих мест в КБ для так называемого пилот-проекта с благими намерениями расширить их количество на последующих этапах и, "мощным крещендо", завершить конструкторско-технологическую цепочку воплощением конструкторской идеи в металле - получить и отладить программы для станка с ЧПУ! То есть на первом этапе применением САПР охватывается лишь небольшой, но самый ответственный участок конструкторско - дизайнерских работ по проекту. Основная часть проекта выполняется традиционными "бумажными" технологиями. При таком подходе ожидаемого улучшения работы всего предприятия, как правило, не наступает, да и не может наступить, так как не реализованы глобальные идеи сквозного проектирования, предлагаемые большинством современных систем твердотельного моделирования. Дальнейшие закупки тормозятся и отсутствием необходимых средств и возрастающим скепсисом из за того, что чуда не свершилось. Так и остаются в стороне от "широкой столбовой дороги" автоматизации инженеры-технологи, инструментальщики, программисты ЧПУ, проектировщики оснастки, чья работа их как правило, более планируемая и прогнозируемая, хотя и не менее напряженная.
Пользуясь, как благоприятным предлогом - темой номера , мы хотели бы начать обсуждение целого ряда проблем , связанных с "технологическим" уклоном. В рамках одной статьи просто не возможно обсудить всех вопросов, в решении которых Вам может помочь применение системы SolidWorks и ее партнерских приложений. Вот только некоторые из множества тем для будущего обсуждения на страницах журнала.
-
Работа технологов в контексте применения CAD приложений (Это тем более важно, что по статистике, объем чертежной документации на сам проект, как правило, немногим отличается от документации на его технологическую оснастку);
-
Использование стандартных библиотек ГОСТ при проектировании оснастки;
-
Работа проектировщиков оснастки с SolidWorks на уровне контрольной сборки изделия;
-
Особенности создания литьвых форм с помощью SolidWorks и MoldWorks;
-
Работа с размерными цепями;
-
Быстрое прототипирование электронных плат на основе разводки сделанной в ECAD системах;
-
Моделирование пространственной прокладки электрожгутов и трубопроводов.
И многие другие вопросы.
Однако, начнем с главного. Наибольший эффект от внедрения САПР на предприятии дает так называемая "сквозная автоматизации конструкторско-технологических работ". Сутью ее является генерация управляющих программ для станков с ЧПУ на основе 3-Dмоделей, cозданных в CAD системе. Этой теме, мы и посвящаем нашу статью.
Иногда для начала работы программиста программ для станков с ЧПУ достаточно модели полученной конструктором через стандартный файл обмена. Но, основной объем для сложной механообработки с применением ЧПУ составляют детали технологической оснастки, литьевых и литейных форм. Данный вид деталей уже результат работы конструктора-технолога, который часто вооружен лишь карандашом и бумагой. Наличие здесь полноценной CAD системы объемного моделирования значительно сокращает сроки, а главное, помогает сделать эту работу без ошибок. Система твердотельного и гибридного моделирования - SolidWorks уже хорошо зарекомендовала себя. Подходы и решения реализованные в ней стали стандартом и примером для подражания. Простота интерфейса, Русская локализация и полная адаптация к Российским стандартам, большие возможности моделирования, сравнительно невысока цена, делают его очень перспективным для применения на рабочем месте конструктора- технолога.
С точки зрения сокращения сроков освоения нового изделия, идеальным является параллельный режим работы. Это подразумевает, что программист начинает свою работу практически одновременно с конструктором-технологом, а тот, соответственно, с конструктором-разработчиком. Для этого необходимо обеспечить не только безошибочную передачу данных, но и пересчет траекторий движения инструмента вследствие изменения геометрии. Программист- технолог на предварительной модели определяет стратегию ее обработки и назначает режимы и обрабатывающий инструмент. При получении окончательной модели он лишь проверяет корректность обработки. Только в случае необходимости он редактирует стратегию, режимы обработки или инструмент. Учитывая высокую эффективность такого подхода, из большого количества CAM программ мы предлагаем Вашему вниманию только несколько. Это партнерские приложения SolidWorks: CAMWorks, NCWorks и SURFCAM.
CAMWorks, NCWorks и SURFCAM обеспечивают разработку управляющих программ для проектов, созданных конструктором в SolidWorks. Эти приложения различаются по уровню интегрированности с SolidWorks , отличны по ценам и производительности, а также по выполняемым задачам. У пользователя всегда есть выбор необходимого ему решения в зависимости от поставленных задач, номенклатуры станков ЧПУ, типов обработки и наличия денежных средств.
CAMWorks ™ Интегированная система механообработки для SolidWorks.
CAMWorks - одна из наиболее совершенных систем по механообработке, предназначенная для генерации управляющих программ обработки твердотельных моделей для станков с ЧПУ. Кроме того, это первая САМ система, в которой реализована полная ассоциативность с геометрией моделей, созданных в среде SolidWorks, что означает автоматическую перерегенерацию управляющих программ в CAMWorks при изменении геометрии исходной модели в SolidWorks, с распознаванием конструктивных элементов и объектов. Использование CAMWorks приводит к тому, что инженер-технолог по разработке технологического процесса создания детали, имея с конструктором одну ассоциированную модель, включается в работу уже получив только предварительный вариант проекта.
CAMWorks использует знакомый интерфейс SolidWorks, что значительно облегчает обучение и работу. Дерево элементов механообработки CAMWorks построено аналогично дереву построения элементов SolidWorks - Future Manager. Элементы дерева могут быть перемещены и подавлены с использованием тех же самых процедур, что и в SolidWorks. В дополнение к знакомому интерфейсу, есть возможность использования диалоговой помощи online help и руководства для начинающего пользователя с обучающими программами, что поможет пользователю сгенерировать управляющие программы и машинные коды, начиная буквально с первого дня освоения системы.
CAMWorks является "Золотым Партнером" SolidWorks, что означает полную интеграцию двух пакетов, а именно:
-
Возможность вызова дерева механообработки и команд из CAMWorks просто нажатием клавиши мыши, находясь в рабочем окне SolidWorks. То есть, нет необходимости выходить из среды SolidWorks для расчета траектории резания.
-
При генерации пути движения режущего инструмента CAMWorks использует оригинальную геометрию модели, созданной в SolidWorks. Таким образом пользователь может быть уверен, что он обработал ту же самую деталь, которая была смоделирована.
-
Прямой обмен данными исключает потери времени и точности при использовании стандартных трансляторов, таких как IGES или SAT.
Выбор поверхностей для обработки:
-
CAMWorks обладает возможностью определения в интерактивном режиме поверхностей, которые будут обрабатываться и тех, которые должны быть обойдены режущим инструментом. Выбор производится просто указанием мыши на требуемый элемент.
-
Для облегчения работы инженера-технолога и учёту всех особенностей данной модели существует четыре режима выбора : индивидуальный, окно, по смежным сторонам, и "все".
-
Возможен выбор из списка эскизов - эскиз, содержащий (или не содержащий) информацию о траектории инструмента.
-
Доступны команды копирования (COPY) для быстрого создания подобных и редактирования (EDIT) для изменения параметров существующих элементов.
Операции
механической обработки
После того, как элементы, которые
должны быть обработаны, определены ,
пользователь может генерировать операции
обработки этих элементов на детали.
Операции механической обработки включают
черновую обработку, чистовую обработку,
сверловку, и т.д. О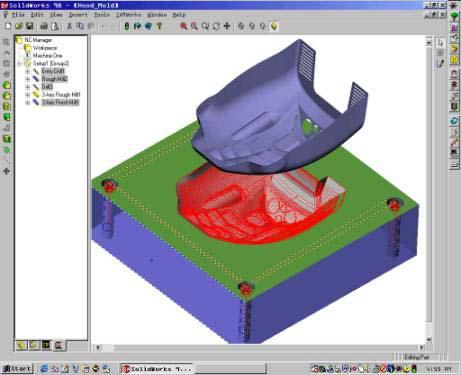 перации
связанны с элементами механообработки.
Дерево операций позволяет просматривать
желаемую операцию. Перед генерацией
пути резания, над операци-ями могут быть
выполнены следующие действия:
перации
связанны с элементами механообработки.
Дерево операций позволяет просматривать
желаемую операцию. Перед генерацией
пути резания, над операци-ями могут быть
выполнены следующие действия:
-
Подавить, удалить и переименовать.
-
Объединить подобные операции.
-
Изменить параметры обработки.
-
Добавить элементы для механообработки.
-
Изменить порядок обработки.
3 - координатное фрезерование CAMWorks оперирует несколькими типами обработки: сложная 3-х координатная, автоматичес-кая послойная (Zl ) черновая обработка и автоматическая чистовая подборка включая планировку, обработку по управляющим кривым, по спирали, радиальную и по топографическим циклам ( UV -кривым )
-
Циклы резания в 3-осевом фрезеровании обеспечивают быструю, безошибочную обработку поверхности с использованием шаровой, плоской и радиусной фрез.
-
Сложные элементы могут быть обработаны с точностью, установленной пользователем.
-
Снижение времени на операции ручной доводки достигается установлением необходимой пользователю высотой гребешков или "перекрытием" фрезы.
-
CAMWorks включает 2.5 координатное фрезерование с автоматической черновой и чистовой обработкой, и простым циклом для сверловки для обработки простых призматических элементов.
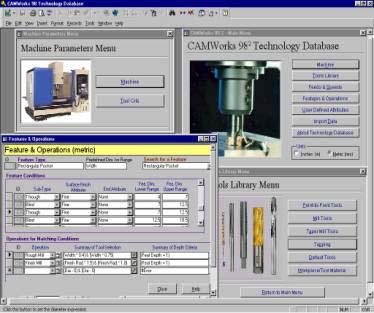
Технологическая база знаний CAMWorks обладает технологической базой знаний, представляющей собой базу данных Access, которая позволяет сохранять для последующего использования единожды примененные методы и процедуры процессов механообработки. Эта база знаний может вызываться и использоваться в CAMWORKS для облегчения и ускорения процесса генерации траекторий резания и их передачи на станки ЧПУ в виде соответствующих машинных кодов. Ручная коррекция для всех автоматических функций означает, что пользователь всегда контролирует корректность процесса создания управляющей программы . CAMWorks также обладает возможностью автоматического создания заготовки и генерации операций механообработки
Базы данных
CAMWorks поставляется с базой данных в
которой представлены наиболее
распространенные элементы, необходимые
при подготовке управляющих программ.
Эти базы данных являются редактируемыми
- Пользователь при желании может изменить
любые необходимые элементы или добавить
новые, а также соотнести имеющиеся базы
данных с применяемыми на конкретном
предприятии.
Технологическая
информация, содержащаяся в базах данных
подразделяется на следующие категории:
-
База данных по станкам. В базу данных могут быть занесены все ЧПУ станки вашего парка и связанные с ними стойки (контроллеры) .
-
База данных инструмента. Библиотека инструмента является пополняемой и может содержать набор инструментов и приспособлений конкретного цеха или предприятия.
-
База данных по параметрам резания содержит необходимую информацию для расчета подачи резания и скорости вращения шпинделя, материал заготовки и материал режущего инструмента.
-
База данных по элементам и операциям содержит информацию по автоматическому определению последовательности технологических шагов обработки, в зависимости от типа обрабатываемого элемента, его глубины и размера.
Дополнительные элементы и возможности. CAMWorks содержит большое количество интегрированных функций и инструментов визуализации, что обеспечивает увеличение производительности:
-
Технология "Drag and Drop" (бери и тащи) для изменения порядка операции, до генерации пути резания.
-
Графическое отображение пути инструмента
-
Динамическое моделирование съема материала, что уменьшает потребность в пробных прогонах программ на станке.
-
Команда пошагового отображения пути инструмента включает опции для просмотра по одному движению пути инструмента, указывая число движений или все движения.
-
Команда изменения и\или перегруппировки последовательности обработки, группируя последовательность действий по операциям, либо по инструментам.
-
Полностью интегрированный постпроцессор, поддерживающий основные мировые CNC станки.
-
Универсальный генератор постпроцессоров может быть использован создания или модификации постпроцессоров.
Система CAMWORKS стала одним из первых партнерских пакетов по механообработке, получивших статус ЗОЛОТОГО ПАРТНЕРА для SolidWorks 2000.
NCWorks ™ NCWorks обеспечивает создание управляющих программ для 3-х осевых фрезерных и сверлильных станков с ЧПУ.
После подключения модуля NCWorks в среду SolidWorks добавляется NC Менеджер, (дополнительная вкладка, аналогичная дереву элементов в SolidWorks), включающий все необходимые функции для создания процессов механообработки в среде NCWorks.
Интересной особенностью NCWorks является возможность генерировать управляющие программы на уровне сборок. Технолог создает сборку из обрабатываемой детали, заготовки и прижимов. Если прижимы попадают в зону обработки, то NCWorks таким образом генерирует управляющие программы , чтобы инструмент обходил прижимы. Заготовкой может быть любая деталь - от параллелепипеда до отливки.
NC Менеджер позволяет создать любое количество установов детали. Для каждого установа технолог может задать собственную исходную точку (для первой управляющие программы в установе можно оговорить выход из исходной точки, и для последней управляющие программы возврат в исходную точку), используя обширную базу данных (более1300 наименований) определить параметры материала заготовки, варьировать точность аппроксимации геометрии модели и т.д. На уровне каждого установа технолог может создать любое количество управляющих программ , используя разные алгоритмы, инструменты и стратегию обработки. Всё это многообразие различных подходов позволяет учитывать особенности конкретного изделия и в конечном итоге упрощает работу технолога.
NCWorks содержит библиотеку инструментов следующих типов:
-
концевые безрадиусные фрезы;
-
концевые радиусные фрезы;
-
концевые фрезы со сферической заточкой;
-
конические фрезы;
-
сверла.
В пределах каждого типа инженер-технолог может выбирать для инструмента различные виды материалов с определённым значением параметров.
Если длина режущей кромки меньше глубины обработки, NCWorks выдает соответствующее предупреждение. Если при верификации используется оправка, NCWorks может показать коллизии оправки и заготовки.
NCWorks предлагает 4 типа обработки :
-
Z-Level ( послойное снятие материала )
-
Flowline ( разнотипные траектории проходов )
-
Drilling ( сверление )
-
Remachining ( доработка )
В пределах каждого типа существует несколько алгоритмов обработки.
Например, тип Z-Level имеет два алгоритма : черновой и чистовой. Черновой алгоритм обеспечивает послойную обработку геометрии детали с припуском или без, по спирали или зигзагом, с разными стратегиями врезания. Чистовой алгоритм позволяет обработать геометрию обходя ее только по профилю, причем можно задавать высоту ступенек или высоту гребешка, для обеспечения заданной чистоты обработки.
Тип Flowline
имеет также 2 алгоритма : чистовой и
чистовой - эквидистантный.
Чистовой
в этом типе обработки позволяет
генерировать управляющие программы по
любому количеству поверхностей с разными
типами проходов.
Ч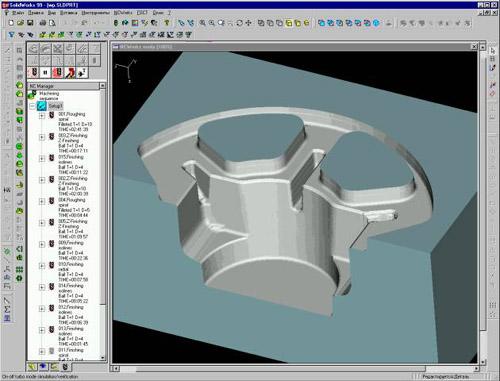 истовой
- эквидистантный алгоритм позволяет
приближаться к окончательной форме
поверхностей за несколько проходов по
высоте. Технолог может задать общую
высоту припуска к поверхностям охваченным
зоной обработки и величину эквидистантной
ступени по высоте. При желании можно
задать припуск к обрабатываемым
поверхностям для последующей чистовой
обработки.
Основными типами проходов
являются : параллельные, спиральные,
радиально-спиральные, профильные и по
изолиниям. В пределах каждого типа
возможны вариации по управлениям
стартовой точкой, углами, переходами
от прохода к проходу, чистотой обработки,
позиционированием относительно границы
зоны обработки и т.д.
истовой
- эквидистантный алгоритм позволяет
приближаться к окончательной форме
поверхностей за несколько проходов по
высоте. Технолог может задать общую
высоту припуска к поверхностям охваченным
зоной обработки и величину эквидистантной
ступени по высоте. При желании можно
задать припуск к обрабатываемым
поверхностям для последующей чистовой
обработки.
Основными типами проходов
являются : параллельные, спиральные,
радиально-спиральные, профильные и по
изолиниям. В пределах каждого типа
возможны вариации по управлениям
стартовой точкой, углами, переходами
от прохода к проходу, чистотой обработки,
позиционированием относительно границы
зоны обработки и т.д.
Тип сверление (drilling) позволяет генерировать следующие алгоритмы сверления:
-
центрование
-
сверления с варьированием подачи
-
цекование
-
сверление с использованием возвратно-поступательных циклов
-
сверление с использованием возвратно-поступательных циклов с выдержкой на каждой ступени.
Одна операция сверления может сочетать несколько алгоритмов, например: центрование и сверление.
Тип доработка (remachining) позволяет дорабатывать разными способами места стыков поверхностей меньшим инструментом. NCWorks позволяет использовать разные стратегии подхода к обрабатываемой геометрии в зависимости от типа обработки :
-
вдоль оси инструмента
-
из точки
-
по вектору и дистанции
-
по окружности
-
по нормали
-
по касательной
NCWorks позволяет создавать и пополнять таблицу соответствия типов инструментов, материалов инструментов, материалов заготовки, типов обработки, а также частоты вращения шпинделя, подач врезания и рабочих подач. Эта таблица в дальнейшей работе позволяет автоматически определять скорости вращения и подачи в зависимости от остальных параметров.
К общим функциям NCWorks, которые охватывают
все типы обработки, можно отнести выбор
зоны обработки ( допускаются кромки,
поверхности и эскизы SolidWorks ), определение
высот фрезерования и сверления, задание
точек засверловки, исходной точки,
верификация ( имитация удаления материала
из заготовки ) и ускоренная верификация
( без отображения инструмента ), реверс
обхода по профилю и эквидистанта к
профилю и т.п.
Д
общим функциям NCWorks, которые охватывают
все типы обработки, можно отнести выбор
зоны обработки ( допускаются кромки,
поверхности и эскизы SolidWorks ), определение
высот фрезерования и сверления, задание
точек засверловки, исходной точки,
верификация ( имитация удаления материала
из заготовки ) и ускоренная верификация
( без отображения инструмента ), реверс
обхода по профилю и эквидистанта к
профилю и т.п.
Д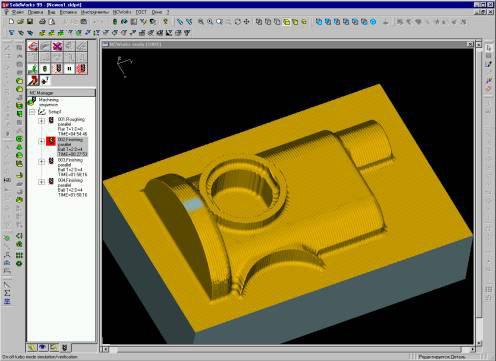 ля
сравнения заготовки после обработки и
исходной модели, т.е. полноты и качества
обработки, используется вариант детали
в стереолитографическом формате.
NCWorks предоставляет набор редактируемых
постпроцессоров, которые можно достаточно
легко адаптировать под конкретную
управляющую стойку станка с ЧПУ. Одним
из вариантов вывода управляющих программ
является их вывод в APT формате. Имеется
широкий набор редактируемых постпроцессоров.
Всё вышесказанное делает более
предпочтительным выбор NCWorks как
CAM-системы 3-х осевой обработки.
ля
сравнения заготовки после обработки и
исходной модели, т.е. полноты и качества
обработки, используется вариант детали
в стереолитографическом формате.
NCWorks предоставляет набор редактируемых
постпроцессоров, которые можно достаточно
легко адаптировать под конкретную
управляющую стойку станка с ЧПУ. Одним
из вариантов вывода управляющих программ
является их вывод в APT формате. Имеется
широкий набор редактируемых постпроцессоров.
Всё вышесказанное делает более
предпочтительным выбор NCWorks как
CAM-системы 3-х осевой обработки.
SURFCAM ™
Система SURFCAM предназначена для проектирования и технологической подготовки производства деталей изделий различной степени сложности на основе NURBS-поверхностей и интегрирована с пакетом твердотельного моделирования SolidWorks. SURFCAM широко применяется в машиностроительном производстве при изготовлении технологической оснастки (мастер-модели, штампы, электроды для прожига фасонных частей прессформы) и в других областях обеспечивая генерацию управляющих программ для станков с ЧПУ. C помощью SURFCAM можно выполнять следующие виды работ:
-
автоматический расчет режимов обработки;
-
визуальный контроль качества обработки;
-
выпуск управляющих программ для станков с ЧПУ;
-
прямое управление станком с ЧПУ;
-
аппаратный контроль качества изделия с помощью контрольно-измерительной машины
SURFCAM представлен в модульном исполнении для генерации управляющих программ для токарных, 2-х и 4-х координатных электроэрозионных, 2-х, 3-х‚ 4-х и 5-и координатных фрезерных станков. Это позволяет приобретать необходимый модуль в зависимости от имеющегося в наличии оборудования.
SURFCAM включает следующие типы обработки. Токарная обработка: Продольное и поперечное точение; обработка торцев; растачивание; нарезание резьбы; проточка канавок; отрезка; сверление и другие типы обработки отверстий. Электроэрозионная обработка в SURFCAM: 2-х осевая обработка контура; 4-х осевая обработка двух поэлементно-связанных контуров; 4-х осевая обработка линейчатой поверхности. Фрезерная обработка: 2-х осевая обработка полостей разной глубины с уклонами; разные стратегии обработки: по спирали и зигзагом; контурная обработка; сверление и другие типы обработки отверстий; доработка необработанных зон и углов инструментом меньшего диаметра. 3-х осевая обработка поверхности по изопараметрам; обработка модели из неограниченного количества поверхностей с контролем подрезов: вдоль заданной плоскости/направляющей поверхности с заданием шага/гребешка; черновая/чистовая обработка по слоям Z; доработка необработанных зон инструментом меньшего диаметра. 4-х и 5-и осевая обработка: по нормали; с заданным углом опережения/запаздывания; обработка зоны через заданную точку/контур; обработка боковой стороной фрезы.
SURFCAM - это система подготовки технологии механообработки изделия, а не просто выпуск управляющих программ для станков с ЧПУ (хотя эта функция также присутствует в предлагаемых конфигурациях). С помощью этого программного продукта формируется технологическая документация, пригодная как для станков с ЧПУ, так и для универсального оборудования. Формат операционной карты и позиционирование заготовки на станке определяются пользователем. На основании данных об инструменте, материале и стратегии обработки система рассчитывает режимы резания и время выполнения операции. Последний параметр очень важен для планирования и оценки эффективности производства. В системе предусмотрено построение и редактирование сложных составных поверхностей, создание литейных уклонов и технологических скруглений, анализ геометрических параметров, разделение математической модели детали на полуформы.
SURFCAM обеспечивает построение древовидной структуры технологического процесса механообработки. Объектами параметризации и модификаций (и/или повторений) являются операции обработки. Все процедуры (сдвиг, поворот, аффинные преобразования, зеркальное отображение), определенные для геометрических элементов, могут быть применены и для траекторий движения режущего инструмента.
Очень важным моментом в процессе отладки технологии механообработки является визуальный контроль результата взаимодействия системы "заготовка - инструмент". Присутствие в системе такого инструментария способствует резкому сокращению затрат при разработке технологии изготовления детали.
SURFCAM располагает
средствами подготовки управляющих
программ для любого станка с ЧПУ. Е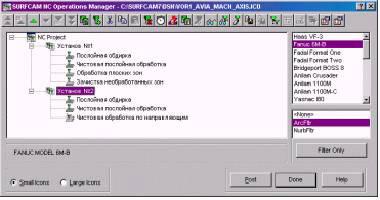 сли
в стандартной поставке пакета отсутствует
необходимый постпроцессор, технолог
может его разработать и отладить в
течение 3 - 4 часов. Управляющая программа
выдается на выбранный станок через
подсистему DNC (Прямое Управление Станком)
или выпускается на промежуточном
носителе - перфоленте, дискете.
сли
в стандартной поставке пакета отсутствует
необходимый постпроцессор, технолог
может его разработать и отладить в
течение 3 - 4 часов. Управляющая программа
выдается на выбранный станок через
подсистему DNC (Прямое Управление Станком)
или выпускается на промежуточном
носителе - перфоленте, дискете.
Контроль изготовления (качество полученного изделия) осуществляется посредством прямого контакта с измерительной машиной стапельного типа FARO.
О тдельные
части детали могут быть обработаны
разным инструментом и разными методами.
Траектории движения инструмента для
нескольких операций могут редактироваться
и объединяться в общую управляющую
программу. В SURFCAM автоматически формируются
списки применяемых инструментов и
материалов, а также рассчитывается
время обработки на станке.
тдельные
части детали могут быть обработаны
разным инструментом и разными методами.
Траектории движения инструмента для
нескольких операций могут редактироваться
и объединяться в общую управляющую
программу. В SURFCAM автоматически формируются
списки применяемых инструментов и
материалов, а также рассчитывается
время обработки на станке.
Библиотеки инструментов и материалов SURFCAM содержат данные о рекомендуемых режимах обработки: подачах и скоростях резания для различных материалов инструмента и обрабатываемой детали. Все библиотеки открыты для изменений и дополнений.
С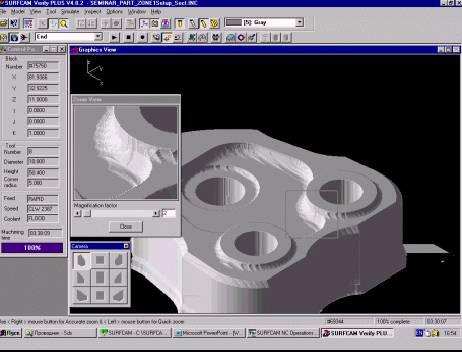 помощью Диспетчера операций ЧПУ набор
готовых операций и технологических
переходов обработки одной детали, с
отработанными и проверенными режимами
резания и другими параметрами, можно
применить для подобной детали, простым
добавлением файла с моделью детали в
файл-прототип. В окне Диспетчера операций
ЧПУ можно удалять, копировать и применять
эти операции обработки к геометрической
модели новой детали.
помощью Диспетчера операций ЧПУ набор
готовых операций и технологических
переходов обработки одной детали, с
отработанными и проверенными режимами
резания и другими параметрами, можно
применить для подобной детали, простым
добавлением файла с моделью детали в
файл-прототип. В окне Диспетчера операций
ЧПУ можно удалять, копировать и применять
эти операции обработки к геометрической
модели новой детали.
SURFCAM Verify - моделирование и проверка процесса обработки детали, поможет технологу определить оптимальные параметры инструмента и избежать возможных "зарезов" в детали, предотвратить столкновения инструмента с приспособлениями и другие проблемы, значительно сократить время отладки управляющей программы для станка с ЧПУ.
Выбор метода обработки зависит от технологического оборудования, имеющегося в распоряжении разработчика. В SURFCAM имеется большой набор готовых постпроцессоров (свыше 300) для различных типов станков и систем ЧПУ. Разумеется, в SURFCAM предусмотрена возможность разработки новых постпроцессоров на основе универсального инвариантного постпроцессора.
Н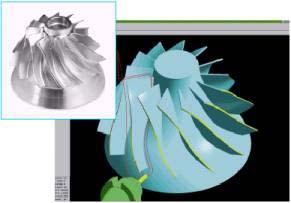 астроив
систему на конкретный станок‚ можно
получить траекторию движения инструмента
и преобразовывать ее в коды системы ЧПУ
этого станка. Окончательные изменения
можно выполнить с помощью специализированного
текстового редактора Sedit, который
содержит набор специальных функций для
редактирования и форматирования
управляющих программ в кодах ЧПУ.
Управляющая программа передается на
выбранный станок через подсистему DNC
(передача УП на станок через последовательный
порт RS-232) или выпускается на промежуточном
носителе - перфоленте, дискете.
астроив
систему на конкретный станок‚ можно
получить траекторию движения инструмента
и преобразовывать ее в коды системы ЧПУ
этого станка. Окончательные изменения
можно выполнить с помощью специализированного
текстового редактора Sedit, который
содержит набор специальных функций для
редактирования и форматирования
управляющих программ в кодах ЧПУ.
Управляющая программа передается на
выбранный станок через подсистему DNC
(передача УП на станок через последовательный
порт RS-232) или выпускается на промежуточном
носителе - перфоленте, дискете.
Решение SolidWorks + SURFCAM является одним из наиболее распространеных и высокоэффективных решений в области реализации сквозного решения по конструкторско-технологической цепочке.
Итак, мы предоставили Вашему вниманию краткий обзор трех приложений по механообработке для SolidWorks. Каждый из указанных пакетов обладает определенными преимуществами, и может использоваться в зависимости от типа и уровня поставленных задач Более подробно с предложенными интегрированными решениями можно ознакомиться в процессе специализированных демонстраций в офисе компании SolidWorks-Russia