

10 Станки шлифовально-притирочной группы
10.1 Область применения и разновидности шлифовальных станков
Шлифовальные станки предназначены для обработки деталей шлифовальными кругами. На них можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колес, затачивать режущий инструмент и т. д. В зависимости от формы шлифуемой поверхности и вида шлифования шлифовальные станки общего назначения подразделяют на круглошлифовальные, бесцентрово-шлифовальные, внутри-шлифовальные, плоскошлифовальные и специальные.
Главным движением у всех шлифовальных станков является вращение шлифовального круга, окружная скорость vH которого измеряется в м/с. Существуют следующие движения подач.
1. Для круглошлифовальных станков (рис. 10.1, а) движение подачи — вращение детали (круговая подача Sкр); возвратно-поступательное движение стола с обрабатываемой деталью (продольная подача S1 и поперечное периодическое перемещение шлифовального круга относительно детали (поперечная подача S2). Круглошлифовальные станки, работающие методом врезания (рис. 10.1, б), имеют поперечную подачу S, и круговую подачу Sкр; кроме того, шлифовальная бабка или стол могут совершать колебательное осевое движение с подачей S2.
2. Для внутришлифовальных станков (рис. 10.1, в) движение подачи — вращение детали (круговая подача Sкр); возвратно-поступательное движение детали или шлифовального круга (продольная подача S1) и периодическое поперечное перемещение бабки шлифовального круга (поперечная подача S2). Планетарные внутришлифовальные станки (рис. 10.1, г) имеют круговую подачу Sкp (вращение оси шлифовального круга относительно оси обрабатываемого отверстия), периодическую поперечную подачу S2, а также продольную подачу S1.
3. Для плоскошлифовальных станков с прямоугольным столом, работающих периферией круга (рис. 10.1, д), движение подачи — возвратно-поступательное движение стола (продольная подача S), периодическое поперечное перемещение (подача S1) шлифовальной бабки за один ход стола и периодическое вертикальное перемещение шлифовального круга (подача S2) на толщину срезаемого слоя. Плоскошлифовальные станки с круглым столом (рис. 10.1, е) имеют подачу S2 шлифовального круга или стола и движение круговой подачи S стола. Вертикальное перемещение стола или шлифовальной бабки является вертикальной подачей.
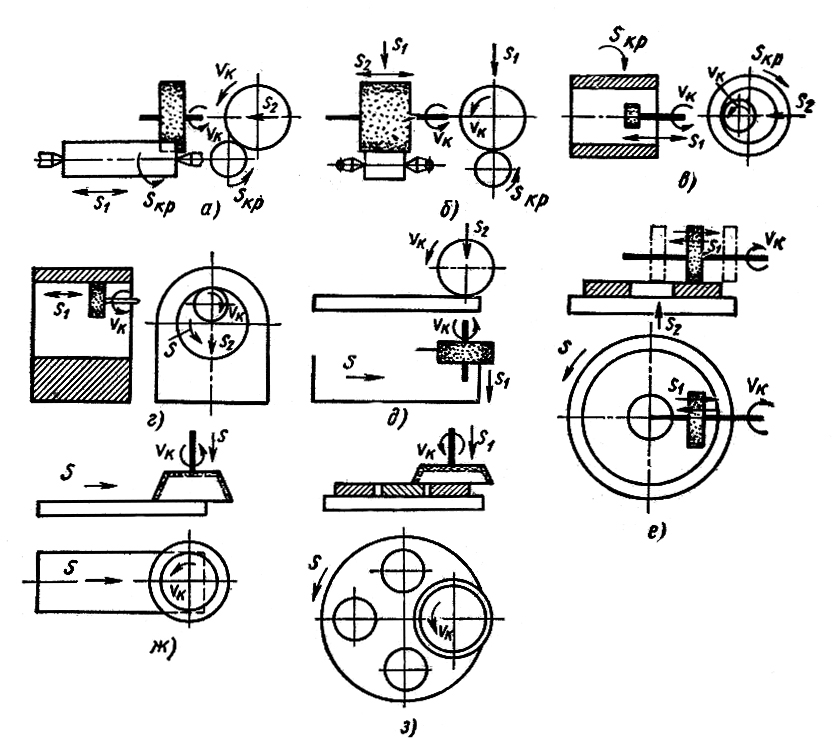
Рис. 10.1. Схемы движений в шлифовальных станках
4. Для плоскошлифовальных станков с прямоугольным столом, работающих торцом круга (рис. 10.1, ж), движение подачи — продольное перемещение стола (подача S) и периодическое вертикальное перемещение (подача S1) круга на толщину срезаемого слоя. Аналогичные плоскошлифовальные станки с круглым столом (рис. 10.1, з) имеют вращательное движение стола (подача S) и периодическую подачу S1 круга.
10.2 Бесцентрово-шлифовальные станки
На бесцентрово-шлифовальных станках можно шлифовать наружные и внутренние поверхности цилиндрических деталей, не имеющих центровых отверстий. Схема шлифования на бесцентровом круглошлифовальном станке наружной поверхности детали с продольной подачей напроход приведена на рис. 10.2. Деталь 3, поддерживаемая опорной призмой 4, располагается между двумя кругами 1 и 2, из которых шлифовальный 1 снимает припуск с заготовки, а ведущий круг 2 сообщает заготовке вращение (круговую подачу) и продольное перемещение (осевую подачу).
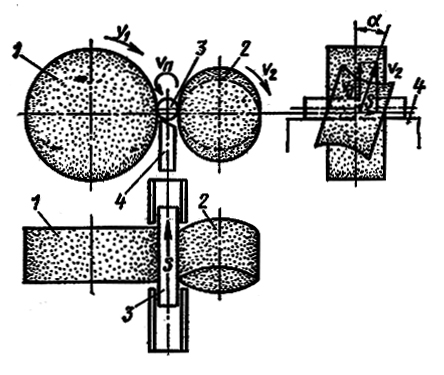
Рис. 10.2. Схемы шлифования на бесцентрово-шлифовальном станке
Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом α к оси шлифовального круга или при наклоне опорной призмы на угол α. При обдирочном шлифовании угол α= 1,5 ... 6°, а при чистовом α = 0,5 ... 1,5°. В обоих случаях продольную подачу определяют как произведение окружной скорости ведущего круга V2 на синус угла наклона α оси круга или призмы:
Sзаг= V2 sin α
Для обеспечения цилиндричности ось шлифуемой заготовки должна быть выше центров шлифовального и ведущего кругов примерно на 0,15—0,25 диаметра детали, но не более чем на 10— 12 мм (во избежание вибраций).
При шлифовании по методу врезания оси шлифовального и ведущего кругов устанавливают параллельно друг другу. Деталь, опирающаяся на призму, только вращается (осевая подача отсутствует), а поперечная подача на толщину срезаемого слоя производится перемещением ведущего или шлифующего круга в направлении, перпендикулярном к оси обрабатываемой заготовки, точным ходовым винтом.