

8.2 Вертикально-фрезерные бесконсольные станки
Бесконсольные вертикально-фрезерные станки (вертикально-фрезерные станки с крестовым столом) применяют для фрезерования крупных деталей с большой толщиной срезаемого слоя. Бесконсольные станки имеют большую мощность, высокие частоты вращения шпинделя и подачи стола. Шпиндельная бабка с расположенной в ней коробкой скоростей перемещается в вертикальном направлении по направляющим станины. Вращение шпинделя осуществляется от отдельного электродвигателя. У некоторых станков можно устанавливать ось шпинделя под углом. Стол имеет движения по двум взаимно перпендикулярным направлениям в горизонтальной плоскости.
Вертикально-фрезерные бесконсольные станки выпускают в основном со столом шириной 630, 800 и 1000 мм. Станком управляют обычно с подвесного пульта. На базе основных исполнений станков изготовляют различные модификации (с поворотной шпиндельной бабкой, со встроенным круглым столом, копировальные и др.).
Вертикально-фрезерный бесконсольный станок 6А59 показан на рис. 8.5.
Техническая характеристика станка
Размер рабочей поверхности стола, мм:
ширина…………………………………………………………………….1000
длина………………………………………………………………………2500
Перемещение стола, мм:
продольное………………………………………………………………..2000
поперечное …………………………………………………………….…..950
Расстояние от торца шпинделя до поверхности стола, мм……………100—1000
Частота вращения шпинделя, мин-1 ……………………………………..25—3250
Подача (бесступенчатое регулирование), мм/мин………………………20—1500
Мощность электродвигателя главного движения, кВт…………………………22
Масса, т………………………………………………………………………….23,6
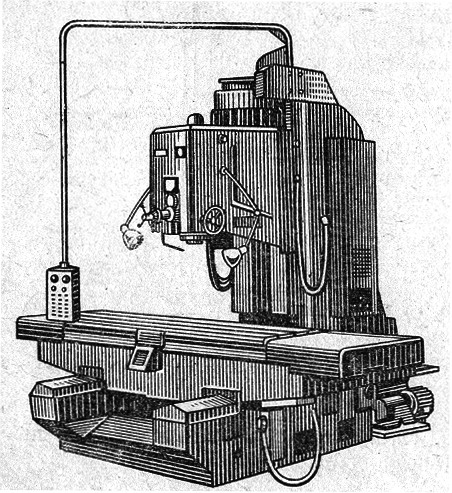
Рис. 8.5. Вертикально-фрезерный станок с крестовым столом 6А59
Станок применяют для фрезерных работ, используя различные виды быстрорежущего и твердосплавного инструмента, а также для простых расточных и сверлильных работ с вертикальной подачей фрезерной бабки.
8.3 Продольно-фрезерные станки
Продольно-фрезерные станки предназначены для обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей деталей торцовыми, цилиндрическими и фасонными фрезами. Станки выпускают одно- и двухстоечными, с одним или несколькими шпинделями. Продольно-фрезерные станки имеют рабочий стол, совершающий только продольное перемещение. Главным движением в продольно-фрезерных станках является вращательное движение шпинделя бабок, а движениями подач — продольное движение стола и соответствующие перемещения шпиндельных бабок. Кроме рабочих движений станки имеют обычно следующие установочные движения: быстрые продольные перемещения стола; быстрые перемещения шпиндельных бабок; быстрый подъем или опускание траверсы; перемещение гильз шпинделей каждой шпиндельной бабки для точной установки фрез на нужную толщину срезаемого слоя; поворот любой из шпиндельных бабок для установки фрезы под нужным углом (у станков с поворотными шпиндельными бабками). Ширина стола продольно-фрезерных станков находится в пределах 320—5000 мм, а длина 1000—12500 мм и более. Каждый шпиндель приводится в движение от отдельного электродвигателя.
Современные продольно-фрезерные станки имеют высокую производительность. Машинное время при обработке сокращается в результате высоких скоростей шпинделей, высоких подач, больших тяговых сил приводов подач и достаточных мощностей шпиндельных бабок. Вспомогательное время сокращается в результате механизации вспомогательных операций, при применении дистанционного управления станком с одного подвесного пульта. В конструкциях станков предусмотрены возможность наладки с пульта управления любого режима работы, дистанционное бесступенчатое регулирование подач (для станков с шириной стола 500 мм и более), зажим и отжим перемещаемых узлов, их перемещение, механизированная уборка стружки из зон резания и другие виды механизации.
У продольно-фрезерных станков неподвижная станина является основанием, к которому у двухстоечных станков крепят две стойки без поперечины или с поперечиной, а у одностоечных — одну стойку, несущую консольную траверсу.

Рис.8.6. Двухстоечный продольно-фрезерный станок
Двухстоечный продольно-фрезерный станок с неповоротными шпиндельными бабками показан на рис. 8.6., одностоечный станок с неповоротной шпиндельной бабкой — на рис. 8.7. Схемы компоновок одностоечных и двухстоечных станков приведены на рис. 8.8.
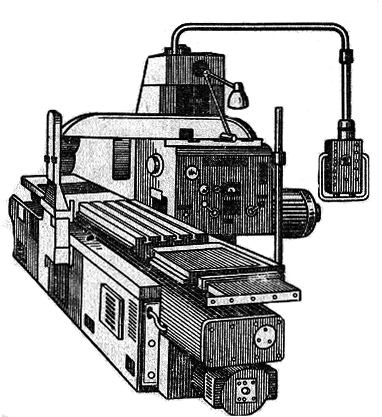
Рис. 8.7. Одностоечный продольно-фрезерный станок

Рис. 8.8. Схемы компоновок продольно-фрезерных станков