

7.3 Координатно-расточные станки
На координатно-расточных станках можно размечать и центровать, сверлить, развертывать и окончательно растачивать отверстия, обрабатывать фасонные контуры, фрезеровать торцы бобышек и др. Станки этого типа применяют для обработки точных отверстий в тех случаях, когда расстояния между их осями или расстояния их осей до базовых поверхностей детали должны быть выдержаны с очень высокой точностью.
Точные расстояния между осями обработанных отверстий и принятыми базовыми поверхностями получают на этих станках без применения каких-либо приспособлений для направления инструмента. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры вместе с индикаторными устройствами, точные линейки в сочетании с оптическими приборами и индуктивные проходные винтовые датчики. При этом применяют механические, оптико-механические, оптические, оптико-электрические и электрические системы.
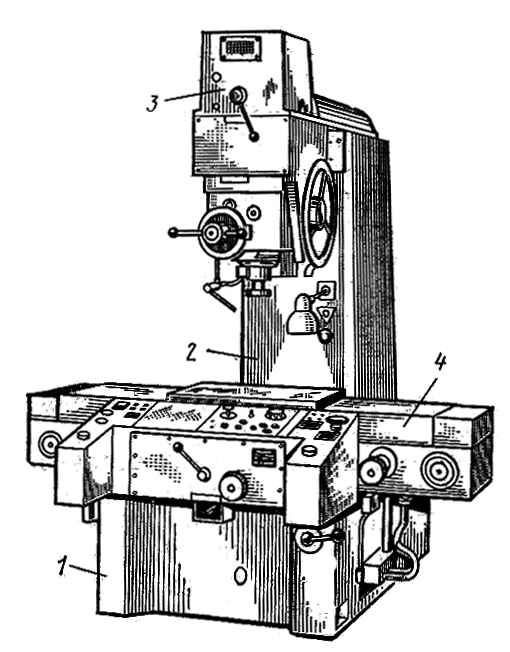
Рис. 6.3. Координатно-расточный станок 2А450:
1 — станица; 2 — стойка; 3 — шпиндельная бабка; 4 — стол
Координатно-расточные станки бывают одно- и двухстоечные. Одностоечные координатно-расточные станки обычно снабжают крестовым столом, который может перемещаться в двух взаимно перпендикулярных направлениях (продольном и поперечном). Шпиндель имеет вращательное движение и движение подачи в осевом направлении. У двухстоечных координатно-расточных станков стол может перемещаться только в продольном направлении, а поперечное перемещение по траверсе получает головка со шпинделем. Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ. Во избежание температурных влияний окружающей среды на точность работы эти станки необходимо устанавливать в изолированном помещении, где поддерживается температура 20 °С.
Основной особенностью одностоечного координатно-расточного станка 2А450 (рис. 7.3.) является то, что он оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части размера. Поэтому точность отсчета перемещений стола не зависит от механизмов, перемещающих стол, и не нарушается даже при изнашивании этих механизмов. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат 0,001 мм, в полярной системе — 5 угл. с.
8 Фрезерные станки и делительные головки
8.1 Консольно-фрезерные станки
На фрезерных станках можно обрабатывать наружные и внутренние поверхности различной конфигурации, прорезать прямые и винтовые канавки, нарезать наружные и внутренние резьбы, обрабатывать зубчатые колеса и т. п. (рис. 8.1). Различают станки: консольно-фрезерные (горизонтальные, вертикальные, универсальные и широкоуниверсальные), вертикально-фрезерные бесконсольные, продольно-фрезерные (одно- и двухстоечные), фрезерные непрерывного действия (карусельные и барабанные), копировально-фрезерные (для контурного и объемного фрезерования), гравировально-фрезерные, специализированные (резьбофрезерные, шпоночно-фрезерные, шлицефрезерные и др.).
В современных фрезерных станках применяют разделенные приводы главного движения и подач, механизмы ускоренных перемещений стола (во всех направлениях), однорукояточное управление изменения скоростей подач. В станках узлы и детали широко унифицированы.
Станки называют консольными потому, что стол станка установлен на консоли, перемещающейся вверх по направляющим станины. К консольно-фрезерным станкам относят горизонтально-фрезерные, вертикально-фрезерные, универсальные и широкоуниверсальные станки. Основным размером фрезерных станков общего назначения является размер рабочей поверхности стола. У горизонтальных консольно-фрезерных станков ось шпинделя расположена горизонтально, и стол передвигается в трех взаимно перпендикулярных направлениях.

Рис.8.1. Фрезы:
а — цилиндрическая; б — торцовая; в — дисковые; г — прорезные (отрезные); д — концевые; е — угловые; ж — фасонные; з — шпоночная при работе на станках с маятниковой подачей; и — шпоночная при работе на вертикально-фрезерных станках; t -глубина резания; В - ширина фрезерования
Универсальные консольно-фрезерные станки (рис. 8.2) внешне почти не отличаются от горизонтальных станков, но имеют по воротный стол, который помимо возможности перемещения в трех взаимно перпендикулярных направлениях может быть повернут вокруг своей вертикальной оси на ±45°. Это позволяет обрабатывать на станке винтовые канавки и нарезать косозубые колеса. Вертикальные консольно-фрезерные станки (рис. 8.3) по внешнему виду отличаются от горизонтальных вертикальным расположением оси шпинделя и отсутствием хобота. Хобот у горизонтальных станков служит для закрепления кронштейна, поддерживающего конец фрезерной оправки.

Рис. 8.2. Универсальный у консольно-фрезерный станок 6Р82:
1 — станина; 2, 6 — кнопочная станция; 3 — коробка переключения скоростей; 4 — электродвигатель главного движения; 5 — лимб частоты вращения шпинделя; 7 — коробка скоростей (в корпусе станины); 8 — хобот; 9 — шпиндель; 10 — подвески; 11 — рукоятка включения продольной подачи; 12 — стол; 13 — поворотная часть; 14 — поперечные салазки; 15 — консоль; 16— фундаментная плита; 17 — рукоятка переключения подач;
18 — лимб с величинами подач; 19 — механизм переключения подач; 20 - коробка подач
Рис. 8.3. Общий вид вертикального консольно-фрезерного станка 6Р12

Рис. 8.4. Широкоуниверсальный консольно-фрезерный станок
Широкоуниверсальные консольно-фрезерные станки (рис. 8.4.) в отличие от универсальных имеют дополнительный шпиндель, поворачивающийся вокруг вертикальной и горизонтальной осей. Имеются также широкоуниверсальные станки с двумя шпинделями (горизонтальным и вертикальным) и столом, поворачивающимся вокруг горизонтальной оси. В широкоуниверсальных фрезерных станках шпиндель может быть установлен под любым углом к обрабатываемой заготовке.
Горизонтально-, вертикально- и универсально-фрезерные станки являются основными модификациями консольно-фрезерных станков и представляют собой станки общего назначения.