

5.3 Токарно-револьверные станки с вертикальной осью револьверной головки
Основные узлы токарно-револьверного станка с вертикальной осью головки (рис. 5.4) в значительной степени сходны с конструкцией аналогичных узлов токарных станков. Шпиндельная бабка станков средних и больших размеров имеет встроенную коробку скоростей, обеспечивающую по сравнению с таким же узлом токарного станка меньший диапазон регулирования и меньшее число ступеней частоты вращения шпинделя. В шпиндельной бабке станков малого размера монтируют только шпиндель. Изменение частоты вращения шпинделя обеспечивает редуктор, установленный в основании станка и связанный со шпинделем ременной передачей.

Рис. 5.4. Токарно-револьверный станок с вертикальной осью револьверной головки:
1 – коробка подач; 2 – шпиндельная бабка; 3 – поперечный суппорт; 4 – револьверная головка; 5 – суппорт револьверной головки; 6 – станина; 7 – фартуки суппортов
Коробка подач конструктивно также проще коробки подач токарно-винторезных станков, так как она имеет меньший диапазон регулирования и меньшее число ступеней подач и в ней отсутствуют элементы, необходимые для нарезания резьбы резцом с помощью ходового винта. Пример наладки токарно-револьверного станка с вертикальной осью револьверной головки показан на рис. 5.5.
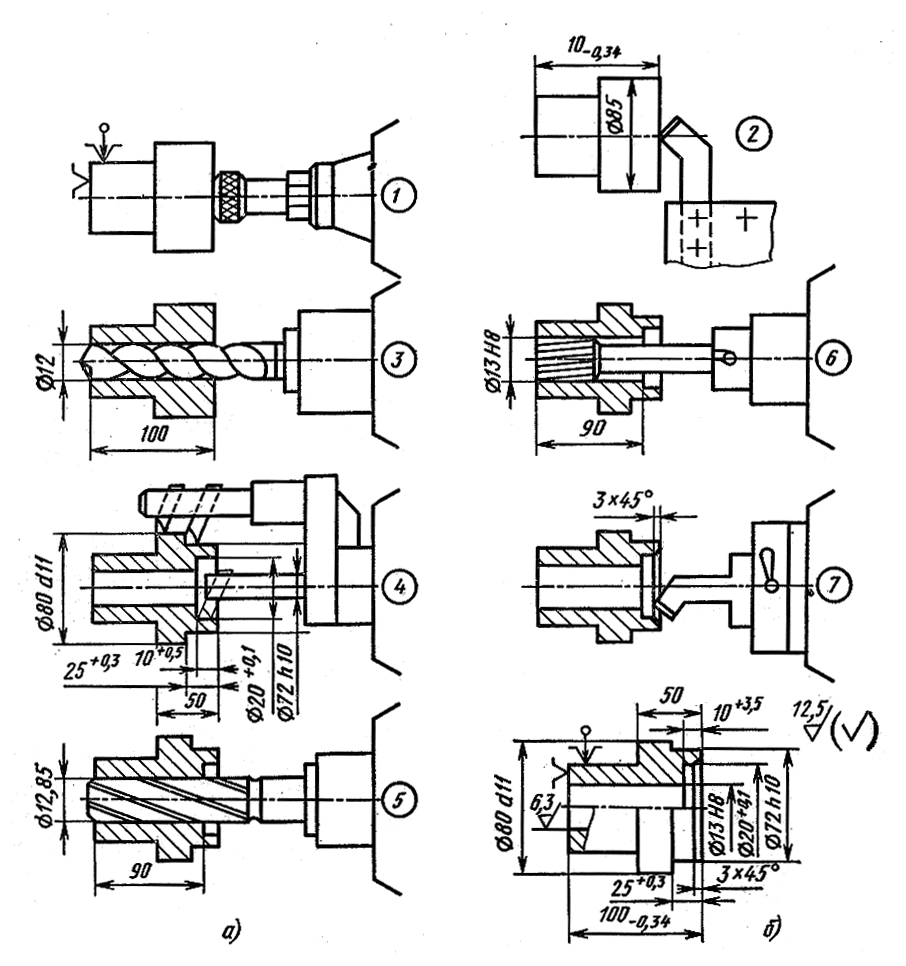
Рис. 5.5. Пример наладки токарно-револьверного станка с вертикальной осью револьверной головки (а) на обработку детали (б)
5.4 Токарно-револьверный станок 1г340п
Станок 1Г340П (рис. 9.6) является универсальным токарно-револьверным станком. Он может быть прутковым или патронным и на нем можно выполнять работы, требующие последовательного применения различного режущего инструмента (черновое и чистовое точение, сверление, растачивание, зенкерование, развертывание, нарезание резьбы и т.п.). Его применяют в условиях серийного производства. Станок 1Г340П относят к револьверным станкам с горизонтальной осью револьверной головки. Ось вращения головки расположена ниже оси шпинделя и параллельна ей. Револьверная головка имеет 16 гнезд, в которых с помощью державок крепят режущий инструмент. Этот станок не имеет бокового (поперечного) суппорта. Револьверная головка получает продольную и поперечную (круговую) подачи.

Рис. 5.6. Токарно-револьверный станок 1Г340П:
1 — станина; 2 — коробка скоростей; 3 — механизм зажима и подачи прутка; 4 — коробка подач; 5 — резьбонарезное устройство; 6 — копировальное устройство; 7 — револьверный суппорт; 8 — фартук револьверного суппорта; 9 — барабан упоров револьверной головки;
10 —- насосная установка; .11 — станция охлаждения; 12 — передний барабан упоров;
13— редуктор; 14 — стойка
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления, значительно повышает производительность работы на станке и удобство его обслуживания. Для наладки и обработки мелких партий деталей предусмотрено ручное управление станком.