

4 Лобовые токарные и карусельные станки
4.1 Лобовые токарные станки
Для обработки коротких заготовок большого диаметра в единичном производстве и в ремонтных мастерских применяют лобовые токарные станки. На них обтачивают наружные цилиндрические и конические поверхности, подрезают торцы, протачивают канавки, растачивают внутренние отверстия и др. У лобовых станков сравнительно малая длина и большой (до 4 м) диаметр планшайбы. Лобовой станок 1А693 Краматорского станкостроительного завода показан на рис. 4.1.
Техническая характеристика станка
Наибольшее расстояние между центрами, мм ……………………………3 200
Наибольший диаметр обрабатываемой заготовки, мм …………………..3 200
Наибольшая масса заготовки, кг …………………………………………..16 000
Частота вращения шпинделя, мин-1 ………………………………………0,8—63
Мощность привода шпинделя, кВт …………………………………………….30
Масса, кг ……………………………………………………………………..58 000
В передней бабке 4, жестко закрепленной на плите 1, размещена коробка скоростей. Основание 2 суппорта с продольными направляющими и заднюю бабку 6 можно переставлять по плите в требуемые положения и закреплять на ней болтами, головки которых входят в пазы плиты. Обрабатываемую заготовку закрепляют на планшайбе 5 в кулачках или с помощью прихватов и болтов (при необходимости ее поддерживают центром задней бабки). Движение подачи осуществляется от отдельного электродвигателя; суппорту 3 можно сообщать продольное и поперечное движение подачи.
Из-за невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют редко. Они вытеснены более совершенными карусельными станками.
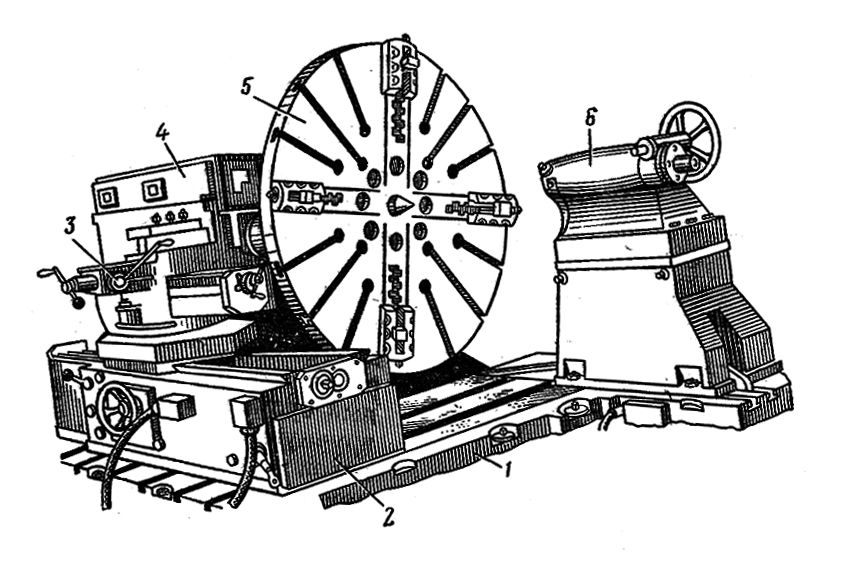
Рис. 4.1. Лобовой станок 1А693
4.2 Карусельные станки
Карусельные станки применяют для обработки тяжелых деталей большого диаметра, но сравнительно небольшой длины. На них можно обтачивать и растачивать цилиндрические и конические поверхности, подрезать торцы, прорезать кольцевые канавки, сверлить, зенкеровать, развертывать и др. Основными размерами карусельных станков считают наибольшие диаметр и высоту обрабатываемой на станке заготовки. При этом каждая последующая по размеру модель станка позволяет обрабатывать заготовку, в 1,25 раза большую по диаметру, чем предыдущая, т.е. у карусельных станков принят знаменатель размерного ряда φ= 1,26.
По компоновке карусельные станки подразделяют на одно- и двухстоечные. Двухстоечные станки предназначены для обработки деталей диаметром свыше 2000 мм. Карусельные станки, на которых обрабатывают детали диаметром свыше 6300 мм, выпускают поштучно, и их принято называть уникальными.
Станина 7 одностоечного карусельного станка (рис. 8,2) жестко скреплена со стойкой 9, имеющей вертикальные направляющие для перемещения по ним траверсы 6 и бокового суппорта 10 с четырехместным резцедержателем 12. На станине на круговых направляющих расположена планшайба 2 для установки на ней обрабатываемых деталей или приспособлений. Коробка скоростей размещена внутри станины. На горизонтальных направляющих траверсы может перемещаться вертикальный револьверный суппорт 5 с пяти позиционной револьверной головкой 4. Привод подач револьверного и бокового 10 суппортов осуществляется от коробок подач 7 и 11. Револьверный суппорт можно перемещать вручную маховичками 8, а боковой — маховичками 13. Станком управляют с пульта 3.
Одностоечный карусельный токарной обработки крупных деталей типа корпусов, маховиков и т. п.
Техническая характеристика станка
Диаметр планшайбы, мм……………………………………………………….1120
Размеры обрабатываемых заготовок, мм:
диаметр………………………………………………………………..До 1250
высота…………………………………………………………………До 1000
Частота вращения планшайбы, мин-1………………………………………..5—250
Подача суппортов, мм/об…………………………………………………0,07—12,5
Мощность электродвигателя главного движения, кВт……………………….…30
Частота вращения электродвигателя главного движения, мин-1…………..….1460
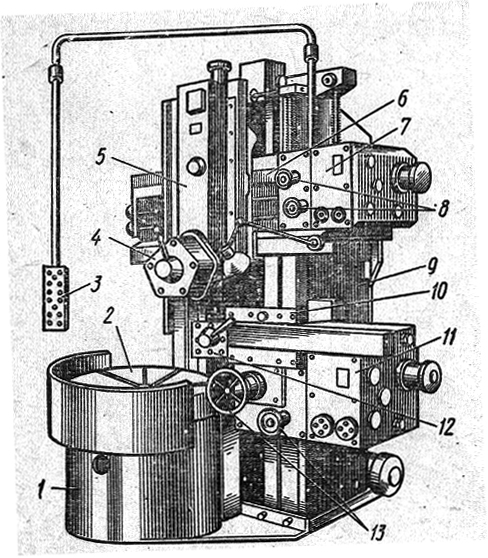
Рис. 4.2. Одностоечный карусельный станок