

14.3. Нормирование шероховатости поверхностей и обозначение ее параметров на чертежах
Действительные поверхности деталей машин отличаются от номинальных (заданным в технической документации) наличием неровностей, образовавшихся при обработке поверхности и обусловленных колебанием инструмента и детали в процессе обработки, дефектами инструмента и другими причинами. Неровности, у которых отношение шага к их высоте менее 50, принято называть шероховатостью. Шероховатость поверхностей существенно влияет на эксплуатационные свойства деталей (снижает прочность, коррозионную стойкость, жесткость деталей, увеличивает интенсивность изнашивания).
Параметры, характеризующие шероховатость поверхности, установлены ГОСТ 25142. Наибольшее применение в машиностроении получили:
Среднее арифметическое отклонение профиля Ra (мкм) – среднее арифметическое абсолютных значений отклонения профиля в пределах базовой длины l; высота неровностей профиля по десяти точкам Rz (мкм) - сумма средних арифметических абсолютных высот пяти наибольших выступов и глубин пяти наибольших впадин профиля в пределах базовой длины l. Отсчет этих величин ведется от базовой (средней) линии, имеющей форму номинального профиля поверхности и проведенной так, что среднее квадратичное отклонение профиля от этой линии в пределах базовой длины минимально. Базовая длина l – длина участка поверхности, выделяемая для определения (нормирования) параметров шероховатости, устанавливается стандартом в зависимости от величины шероховатости. Для обозначения на чертежах шероховатости поверхностей применяют знаки (рис. 14.5). Высота h равна высоте размерных чисел на чертеже, высота Н равна Н=(1,5–3,0) h – в зависимости от объема записи.
Если вид обработки поверхности конструктором не устанавливается, применяют знак (рис. 14.5, а). Знак (рис. 14.5, б) применяют тогда, когда поверхность должна быть образована обязательно удалением материала, например точением, фрезерованием, шлифованием и т.д. Если необходимо, чтобы поверхность была образована без удаления слоя материала (накатыванием, штамповка и т. д.) или в тех случаях, когда поверхность не обрабатывается по данному чертежу, применяют знак (рис. 14.5, в).
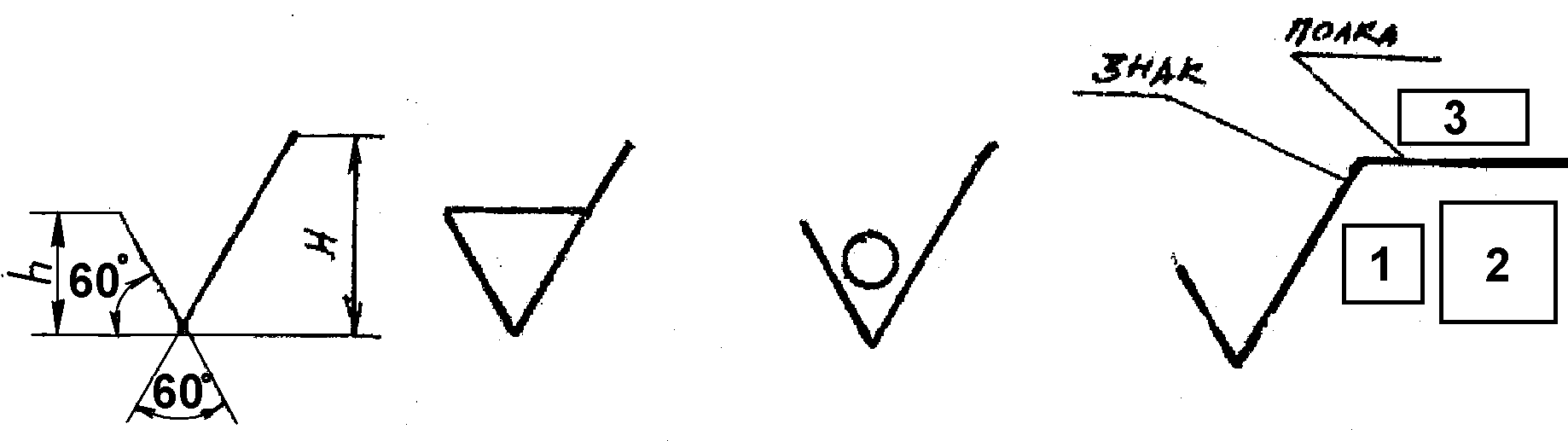
а) б) в) г)
Рис. 14.5. Знаки, используемые для обозначения шероховатости на чертежах
Сведения о параметрах шероховатости указываются около соответствующего знака согласно позициям, указанным на рис. 14.5, г. При этом на месте рамки 1 записывают условное обозначение направлений неровностей. На месте рамки 2 указывается базовая длина (если она не стандартная) и параметр (параметры) шероховатости по ГОСТ 25142 (после соответствующего символа). На месте рамки 3 записывают вид обработки поверхности и другие дополнительные указания.
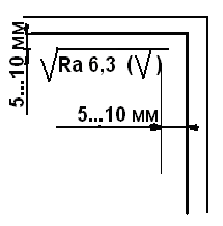
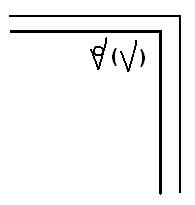
Требования по шероховатости должны быть ясны из чертежа и указаны для всех поверхностей. Однако если несколько участков поверхности детали имеют одинаковую шероховатость то ее на чертеже детали не ставят, а указывают в правом верхнем углу формата (рис. 14.9)
а) б) в) г)
Рис. 14.9. Обозначение одинаковой шероховатости на чертежах
Знак (√), взятый в скобки, означает, что все остальные поверхности детали; кроме тех, шероховатость которых обозначена непосредственно на изображении, имеют шероховатость, указанную перед скобкой (рис. 14.9, а).
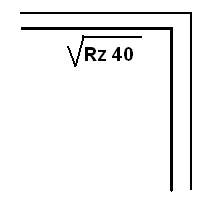
Если ко всем участкам поверхности детали предъявляются одинаковые (равные) требования по всем параметрам шероховатости, то знак (√), взятый в скобки опускается (рис. 14.9, б).
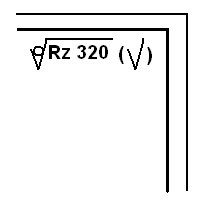
Шероховатость поверхностей, не обрабатываемых по данному чертежу, указывают так, как показано на рис. 14.9, в, г, причем возможны два случая: первый (рис. 14.9, г), когда остальные поверхности сохраняются в состоянии поставки, второй (рис. 14.9, в) – когда поверхности получены без удаления слоя материала (например, литьем)
Обозначения шероховатостей одной и той же части поверхности или повторяющихся поверхностей (отверстий, зубьев и т.п.) наносят на чертеже только раз (рис. 14.12). При этом они могут наноситься на линиях контура изображения (рис.14.12, г), на продолжении размерных линий (рис. 14.12, б), на вспомогательных линиях (рис. 14.12, а) типа выносных или на линиях стрелках (рис. 14.12 в). Не следует ставить обозначения на линиях невидимого контура.
|
г |
|
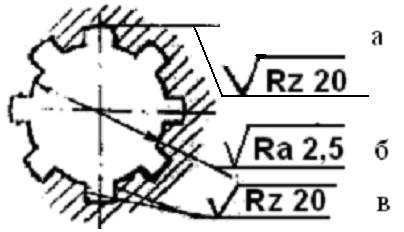
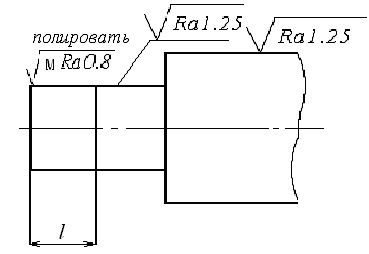
Рис. 14.12
Условные обозначения параметров шероховатости следует располагать на верхних частях изображения детали, а на торцевых поверхностях – под изображением детали на тех видах и разрезах, где поставлены размеры, относящиеся к соответствующим частям деталей. Если шероховатость поверхности деталей на различных участках различна, то между этими участками проводится граница сплошной тонкой линией с нанесением соответствующего размера и указанием знака шероховатости (рис. 14.12, г).
Обозначение шероховатости рабочих поверхностей зубьев зубчатых и червячных колес, эвольвентных шлицев и других аналогичных поверхностей относятся условно к делительной поверхности, как показано на рис. 14.13.
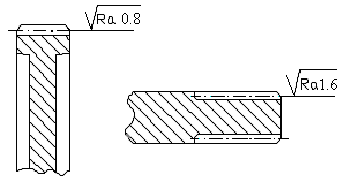
Рис. 14.13. Обозначение выносных параметров шероховатости
Наиболее предпочтительным параметром нормирования шероховатости является Ra, значения которого можно принимать для посадочных поверхностей отверстий валов согласно рекомендаций табл.9.3; для других поверхностей деталей согласно табл. 14.4.
Шероховатость поверхностей, неуказанных в табл. 14.4, можно определять по формуле Ra=0,05IT, округляя до ближайшего целого значения стандартного ряда (где IT – допуск размера).
Параметр Rz часто принимают Rz < (0,1-0,2)IT.
Таблица 14.3.