

Додаток а
(інформаційний)
Обов'язкові домашні завдання
9-й семестр: Розрахунки і вибір машин для подрібнювання матеріалів
Підібрати машини для подрібнення матеріалу. Вихідні данні наведені в табл.А.1, криві дисперсійного складу вихідного матеріалу наведені на рис. А.1. Залежність Fп = f(Єп) подана на рис. А.2.
Таблиця А.1 – Вихідні дані
Номер завдання |
Матеріали |
ρм, кг/м3 |
ρн, кг/м3 |
σст∙10-6, Па |
Е∙10-10,Па |
G, т/г |
δп max, м |
R(δп) (крива з рис.1) |
δк max∙106, м |
Помел |
2.1 |
Апатит |
2800 |
1500 |
80 |
3 |
100 |
0,3 |
1 |
150 |
мокрий |
2.2 |
2800 |
1500 |
80 |
3 |
100 |
0,3 |
2 |
150 |
||
2.3 |
2800 |
1500 |
80 |
3 |
100 |
0,3 |
3 |
150 |
||
2.4 |
Гіпс |
2690 |
1350 |
70 |
3 |
80 |
0,8 |
1 |
70 |
|
2.5 |
2690 |
1350 |
70 |
3 |
80 |
0,8 |
2 |
70 |
||
2.6 |
2690 |
1350 |
70 |
3 |
80 |
0,8 |
3 |
70 |
||
2.7 |
Граніт високої щільності |
3300 |
2000 |
350 |
7 |
50 |
0,8 |
1 |
80 |
|
2.8 |
3300 |
2000 |
350 |
7 |
50 |
0,8 |
2 |
80 |
||
2.9 |
3300 |
2000 |
350 |
7 |
50 |
0,8 |
3 |
80 |
||
2.10 |
Вапно високої щільності |
3000 |
1800 |
250 |
6 |
150 |
1,0 |
1 |
70 |
|
2.11 |
3000 |
1800 |
250 |
6 |
150 |
1,0 |
2 |
70 |
||
2.12 |
3000 |
1800 |
250 |
6 |
150 |
1,0 |
3 |
70 |
||
2.13 |
Вапно середньої щільності |
2800 |
1500 |
150 |
4 |
80 |
0,9 |
1 |
150 |
|
2.14 |
2800 |
1500 |
150 |
4 |
80 |
0,9 |
2 |
150 |
||
2.15 |
2800 |
1500 |
150 |
4 |
80 |
0,9 |
3 |
150 |
||
2.16 |
Вапно пористе |
2600 |
1400 |
50 |
2 |
50 |
0,8 |
1 |
150 |
сухий |
2.17 |
2600 |
1400 |
50 |
2 |
50 |
0,8 |
2 |
150 |
||
2.18 |
2600 |
1400 |
50 |
2 |
50 |
0,8 |
3 |
150 |
||
2.19 |
Мергель
|
2800 |
1500 |
100 |
4 |
100 |
1,2 |
1 |
100 |
|
2.20 |
2800 |
1500 |
100 |
4 |
100 |
1,2 |
2 |
100 |
||
2.21 |
2800 |
1500 |
100 |
4 |
100 |
1,2 |
3 |
100 |
||
2.22 |
Вугілля кам’яне |
1600 |
850 |
25 |
0,7 |
50 |
0,5 |
1 |
150 |
|
2.23 |
1600 |
850 |
25 |
0,7 |
50 |
0,5 |
2 |
150 |
||
2.24 |
1600 |
850 |
25 |
0,7 |
50 |
0,5 |
3 |
150 |
||
Примітка. ρм – щільність часток матеріалу; ρн – насипна щільність матеріалу; σст – межа міцності матеріалу при стисканні; Е – модуль пружності матеріалу; G – продуктивність; δп max – максимальний розмір куска вихідного матеріалу; δк max – кінцевий розмір часток |
||||||||||
Продовження додатка А
ПРИКЛАД РОЗРАХУНКУ
Підібрати машини для подрібнення 120 т/год матеріалу насипною щільністю ρн = 1200 кг/м3, щільністю часток матеріалу ρм = 1800 кг/м3, межею міцності матеріалу при стисканні σст = 70.106 Па; модулем пружності матеріалу Е = 5∙1010 Па з початкового розміру куска δп max = 0,5 м до кінцевого розміру часток δк max = 120∙10-6 м, крива 2 дисперсійного складу матеріалу на рис. А.1. Помел – мокрий.
Крива дисперсійного складу вихідного матеріалу наведена на рис. А.1. Залежність Fпит = f(Єпит) подана на рис. А.2.
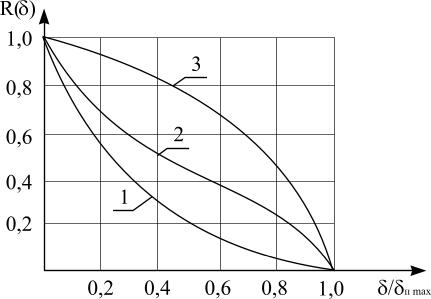
Рисунок А.1 - Варіанти функцій R(δ)
Таблиця А.2 - Орієнтовні дані для вибору дробарок
Характе-ристика машини |
Тип машини |
|||||
Молоткові |
Конусні |
Валкові |
Щокові |
|||
Зубчасті валки |
Рифлені валки |
Гладкі валки |
||||
σст. max, МПа |
80 |
350 |
80 |
250 |
400 |
350 |
δп max, м |
0,6 |
1,2 |
1,2 |
0,06 |
0,075 |
1,3 |
і |
10 - 30 |
4 - 8 |
6 - 10 |
3 - 5 |
3 – 5 |
4 - 6 |
Продовження додатка А
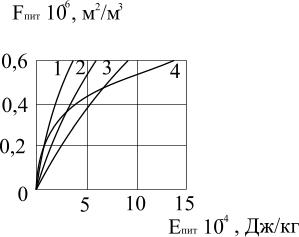
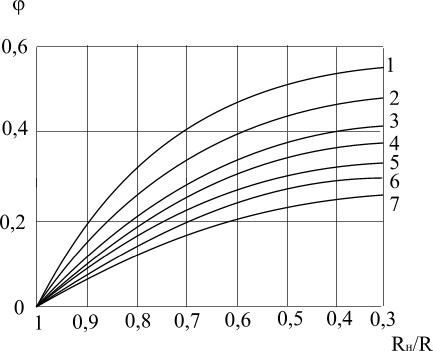
Рисунок А.2 - Залежність приросту питомої поверхні Fпит
від питомої витрати енергії Епит матеріалів:
1 - апатит , гіпс, вапно середньої щільності та пористе;
2 – вапно високої щільності; 3 – граніт високої щільності;
4 - вугілля кам’яне
Перша стадія подрібнення
За даними таблиці А.2 підбираємо дробарки, які можуть подрібнювати матеріал з δп max = 1,1 м та σст = 120.106 Па. Це конусні, валкові з зубчатими валками, молоткові та щокові дробарки. З таблиць А.3, А.4, А.5 та А.6 вибираємо тип дробарки за заданою продуктивністю. Для цього підраховуємо об’ємну продуктивність, м3/с:
V = G / ρн = 120∙1000 / (3600∙1200) = 0,028 м3/с.
За даними таблиць А.3, А.4, А.5 та А.6 таку продуктивність та початковий розмір куска, що завантажується, мають щокова дробарка ЩДС-9×12, конусна дробарка КРД-700/75, валкова з зубчатими валками ДДЗ-16 та молоткова дробарка М-20-20. Вибираємо дробарку ЩДС-9×12, виходячи з умови мінімальної потужності.
Визначаємо продуктивність:
Vа = V Kp (1 + Δa/a),
де V – табличне значення продуктивності дробарки;
Δa – діапазон регулювання загрузочної щілини (див. табл.А.4),
Δa = ±0,030 м,
де а – ширина загрузочної щілини, а = 130 мм (див. табл.А.4);
Kp - коефіцієнт розмельності; для м’яких матеріалів Kp = 1,2; для матеріалів середньої міцності Kp = 1,0; для міцних матеріалів Kp = 0,9; для дуже міцних матеріалів Kp = 0,8.
Продовження додатка А
Вибираємо Kp = 1,2.
Таблиця А.3 – Основні параметри валкових дробарок з гладкими, рифленими (ТУ 24-090-003-4-80) і зубчастими (ТУ 24.08.1270-82) валками
Тип дробарки |
Розмір валків |
Розмір* куска, який завантажується, δп max, мм |
Зазор між валками а, мм |
Частота обертання валка n, с-1 |
Потужність електродвигуна Nдв , кВт |
|
D,мм |
L,мм |
|||||
ДГ-400×250 |
400 |
250 |
20 |
2-12 |
2,38 3,33 4,76 |
8 |
ДГ-600×400 |
600 |
400 |
30 |
2-14 |
2,00 2,50 3,16 |
22 |
ДГ-800×500 |
800 |
500 |
40 |
4-16 |
1,20 1,66 2,42 |
30 |
ДГ-1000×550 |
1000 |
550 |
50 |
4-18 |
0,95 1,50 1,92 |
40 |
ДГ-1500×600 |
1500 |
600 |
75 |
4-20 |
0,63 1,00 1,26 |
55 |
ДР-400×250 |
400 |
250 |
40 |
5-20 |
2,00 3,00 4,00 |
8 |
ДР-600×400 |
600 |
400 |
60 |
10-30 |
1,66 2,16 2,66 |
22 |
ДДЗ-4 ДДЗ-6 ДДЗ-10 ДДЗ-16 |
400 630 1000 1600 |
500 800 1250 2000 |
100 400 400 1200 |
15-65 30-80 65-130 130-200 |
1,06 0,83 0,60 0,50 |
10 20 55 315 |
* Для дробарок типу ДГ та ДР величина δп max дана при максимальному зазорі між валками |
||||||
Продовження додатка А
Таблиця А.4 – Основні параметри щокових дробарок зі складним рухом щоки (ГОСТ 7084-80)
Тип дробарки |
Розмір* куска, який завантажується, δп max, мм |
Ширина щілини для завантаження а, мм |
Діапазон регулювання щілини для розвантаження ∆а,мм |
Продуктивність V, м3/с |
Потужність електродвигуна Nдв , кВт |
ШДС-11,6×2,5 |
130 |
30 |
± 15 |
0,0007 |
7 |
ШДС-2,5×4 |
210 |
40 |
± 20 |
0,0019 |
17 |
ШДС-2,5×9 |
210 |
40 |
± 20 |
0,0039 |
40 |
ШДС-4×6 |
340 |
60 |
± 30 |
0,0042 |
40 |
ШДС-4×9 |
340 |
60 |
± 30 |
0,0064 |
55 |
ШДС-6×9 |
500 |
100 |
± 25 |
0,0153 |
75 |
ШДС-9×12 |
700 |
130 |
± 30 |
0,0444 |
100 |
ШДС-12×15 |
1000 |
150 |
± 40 |
0,0778 |
160 |
ШДС-15×21 |
1300 |
180 |
± 50 |
0,1528 |
250 |
Таблиця А.5 – Основні параметри конусних дробарок великого, середнього та малого подрібнення (ГОСТ 6937-91Е)
Тип дробарки |
Розмір куска, який завантажується δп max, мм |
Ширина щілини для завантаженння а, мм |
Діапазон регулювання щілини для розвантаженння ∆а, мм |
Продуктивність V, м3/с |
Потужність електродвигуна Nдв , кВт |
1 |
2 |
3 |
4 |
5 |
6 |
ККД-500/75 |
400 |
75 |
± 11 |
0,0416 |
132 |
ККД-900/140 |
750 |
140 |
± 20 |
0,1190 |
250 |
ККД-1200/150 |
1000 |
150 |
± 22 |
0,1890 |
315 |
ККД-1500/180 |
1200 |
180 |
± 27 |
0,3610 |
400 |
ККД-1500/300 |
1200 |
300 |
± 45 |
0,7220 |
400 |
КРД-500/60 |
400 |
60 |
± 9 |
0,0550 |
200 |
КРД-700/75 |
550 |
75 |
± 11 |
0,1110 |
250 |
КРД-900/100 |
750 |
100 |
± 15 |
0,1890 |
400 |
КСД-600 Гр |
60 |
12-35 |
- |
0,0033-0,0097 |
30 |
КСД-600 Т |
40 |
5-15 |
- |
0,0014-0,0042 |
30 |
Продовження додатка А
Продовження таблиці А.5
1 |
2 |
3 |
4 |
5 |
6 |
КСД-900 Гр |
100 |
15-40 |
- |
0,0083-0,0125 |
55 |
КСД-600 Т |
60 |
5-20 |
- |
0,0022-0,0111 |
55 |
КСД-1200 Гр |
150 |
20-50 |
- |
0,0194-0,0292 |
75 |
КСД-1200 Т |
100 |
10-25 |
- |
0,0105-0,0236 |
75 |
КСД-1750 Гр |
200 |
25-60 |
- |
0,0444-0,0833 |
160 |
КСД-1750 Т |
160 |
15-30 |
- |
0,0250-0,0500 |
160 |
КСД-2200 Гр |
300 |
30-60 |
- |
0,0944-0,1611 |
250 |
КСД-2200 Т |
250 |
15-30 |
- |
0,0472-0,0944 |
250 |
КМД-1200 Т |
40 |
3 |
± 9 |
0,0067 |
75 |
КМД-1750 Т |
70 |
5 |
± 10 |
0,0222 |
160 |
КМД-2200 Т |
80 |
5 |
± 10 |
0,0416 |
250 |
Таблиця А.6 – Основні параметри однороторних молоткових дробарок
Тип дробарки |
Розміри ротора |
Розмір куска, який завантажується δп max, мм |
Частота обертання ротора n-1 |
Потужність електродвигуна Nдв , кВт |
Число рядків молотків zp |
Тип* молотка |
Продуктивність ** G, кг/с |
|
D, мм |
L, мм |
|||||||
М-6-4
М-8-6 |
600
800 |
400
600 |
150
250 |
20,8
16,6 |
20
55 |
6 |
І |
2,8-4,2 2,8-6,7 |
М-13-11
М-13-16 |
1300 |
1100 |
400 |
12,5 |
130
210 |
ІІ |
28-36 42-56 |
|
1600 |
||||||||
М-20-20
М-20-30 |
2000 |
2000 |
600 |
10,0 |
800
1250 |
ІІІ |
158-183 250-333 |
|
3000 |
||||||||
* Параметри, які не зазначені в ГОСТі. ** За даними заводів-виготовлювачів |
||||||||
Тоді
Vа = 0,0444 . 1,2 (1 - 0,030 / 0,13) = 0,04 м3/с.
Продовження додатка А
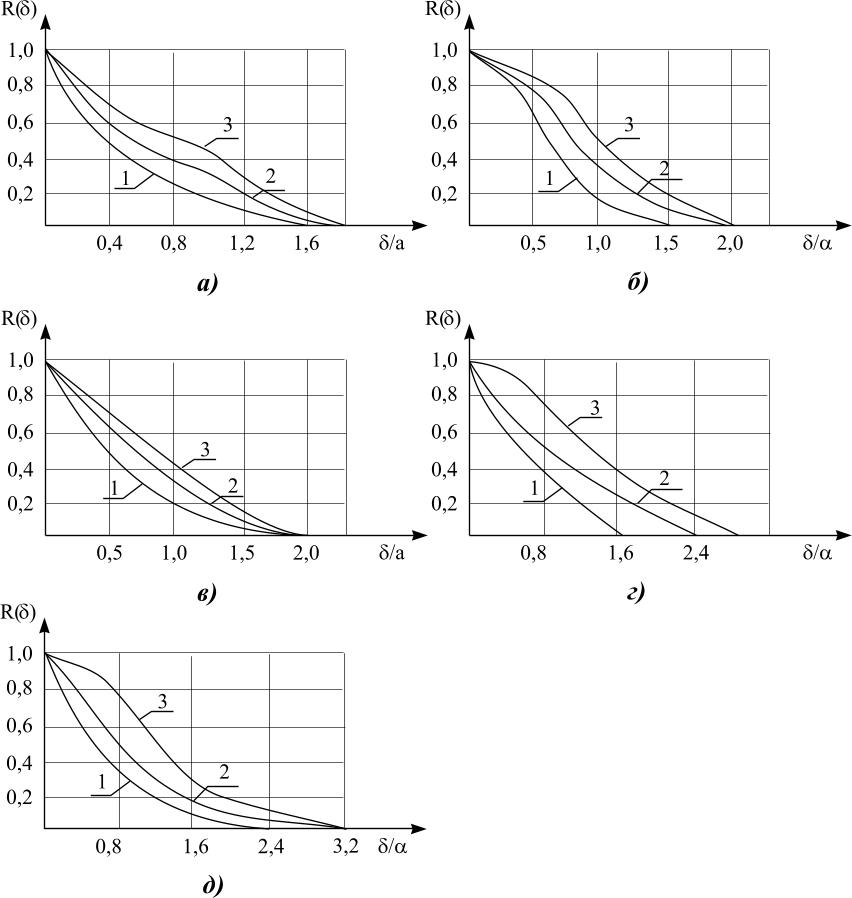
Рисунок А.3 – Характеристики дисперсійного складу продуктів подрібнення після валкової дробарки (а), щокової дробарки (б), конусної дробарки крупного подрібнення (в), конусної дробарки середнього подрібнення (г), конусної дробарки дрібного подрібнення (д) для матеріалів: 1 – м’яких; 2 – середньої міцності; 3 - міцних
Продовження додатка А
Для визначення потужності дробарки розраховуємо середні розміри кусків до і після подрібнення.
Середній розмір кусків до подрібнення обчислимо по кривій 2 на рис. А.1. Для визначення середнього розміру кусків криву 2 розіб’ємо на окремі прямі частки і визначимо для кожної з них ΔRi та δi. Для цього, починаючи з найбільшого значення, яке у нашому прикладі дорівнює 500 мм, проводимо уздовж кривої 2 пряму лінію до тих пір, поки вона не вийде за лінію. Це буде кінцева точка даної частки. Опускаємо з неї перпендикуляр на вісь ординат і відстань до нульової точки дасть нам значення ΔR1. Потім опускаємо з тієї самої точки перпендикуляр на вісь абсцис і розбиваємо навпіл відрізок від одержаної точки до кінцевої. Відстань від цієї точки до нульової дасть середнє значення розміру кусків δ1 цієї частки.
Впродовж кривої 2 проводимо декілька напрямних ліній від однієї точки до іншої точки (як правило, 3 – 4) і виконуємо дії, описані вище. Потім розраховуємо середній розмір кусків за формулою
δп. сер = ΔR1 δ1 + ΔR2 δ2 + ΔR3 δ3 + ΔR4 δ4 =
= 0,25 × 430 + 0,45 × 230 + 0,30 × 300 + 0,30 × 50 = 226 мм.
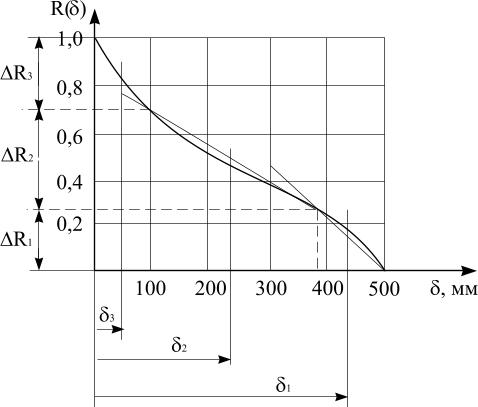
Рисунок А.4
Продовження додатка А
Для визначення середнього розміру кусків після подрібнення вибираємо відповідний графік на рис. А.3. У нашому випадку це графік б). Вибираємо криву 2 на рис. А.3 б). Розбиваємо криву на три напрямних лінії так, як і в попередньому прикладі.
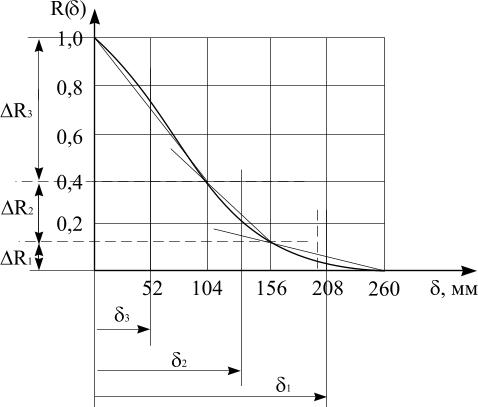
Рисунок А.5
Підраховуємо середній розмір часток після подрібнення:
δк. сер = ΔR1.δ1 + ΔR2.δ2 + ΔR3.δ3 =
= 0,12 × 208 + 0,28 × 130 + 0,60 × 52 = 92,5 мм.
Тоді ступінь подрібнення i = δп. сер / δк. сер = 226 / 92,5 = 2,4.
Визначаємо потужність подрібнення:
N = 3 (Kσ σст)2 G (i – 1) / 2 E ρм ,
де Kσ – коефіцієнт міцності куска;
Kσ = 0,95 – за графіком на рис. А.6 в залежності від початкового розміру куска.
N = 3(0,95×70×106)2×120000(2,4–1)/2×5×1010×1800×3600=3439 Вт.
Продовження додатка А
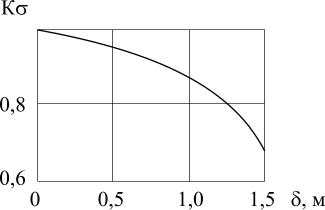
Рисунок А.6 - Залежність коефіцієнта Кσ від розміру кусків δ
Потужність електродвигуна привода дробарки
N дв = N/(ηд ηп) = 3439/(0,6 × 0,9) = 6,4 кВт,
де ηд – к.к.д. дробарки;
ηп - к.к.д. механічної передачі.
Підрахована потужність значно менша за потужність, що наведена у таблиці, тому підрахунок зроблений правильно.
Друга стадія подрібнення
При виборі дробарки другої стадії подрібнення крива на рис. А.5 буде вважатися вихідною, тобто δп max = 260 мм.
На другій стадії подрібнення з табл.А.2 вибираємо валкову дробарку ДДЗ-6.
Продуктивність валкових дробарок обчислюється за рівнянням
G = a L ω ρн μ,
де а – зазор між валками, м;
L – довжина валка, м;
ω – окружна швидкість валка, м/с;
μ – коефіцієнт розрихлення, який характеризує ступінь заповнення матеріалу між валками. Для дробарок з гладкими та рифленими валками μ = 0,25, для дробарок з зубчатими валками μ = 0,5 - 1,12а.
Максимальна окружна швидкість валка складає
ω = π.D.n = 3,14 . 0,63 . 0,83 = 1,64 м/с.
Тоді
G = 0,08 . 0,8 . 1,64 . 1200 . (0,5 - 1,12 . 0,08) = 52 т/год,
тобто дробарка вибрана неправильно, оскільки її продуктивність менша за задану.
Продовження додатка А
Тому на другій стадії подрібнення вибираємо молоткову дробарку М-13-11.
Знаходимо криву дисперсійного складу матеріалу на виході з дробарки. Для цього знаходимо значення усіх складових, які входять у рівняння
 ,
,
де ω – окружна швидкість ротора за вершинами молотків, м/с;
М – маса ідеального молотка (сконцентрована у точці удару), кг;
z – число молотків, які одночасно ударяють по куску;
m = ρм.δ3 – маса куска, кг.
Окружна швидкість ротора за вершинами молотків:
ω = π.D.n = 3,14 . 1,3 . 12,5 = 50 м/с.
Маса ідеального молотка:
![]() .
.
де Jp – момент інерції молотка відносно вісі його підвісу;
r – довжина головки молотка (див. табл. А.7).
Типи молотків, рекомендованих для молоткових дробарок, наведені в табл. А.6, а відповідні моменти інерції Jp наведені в табл. А.7.
Число молотків, які одночасно вдаряють по куску,
![]() ,
,
де 0,08 – ширина головки молотка (див. табл. А.7).
Кінцевий
розмір частки визначиться зі співвідношення
![]() .
.
Таблиця А.7 – Характеристика молотків
Тип молотка |
Момент інерції молотка Jp, кг.м3 |
Геометричні параметри молотка |
|
довжина, мм |
ширина головки, мм |
||
I |
0,076 |
170 |
65 |
II |
0,38 |
270 |
80 |
III |
4,7 |
450 |
130 |
Продовження додатка А
Проведемо розрахунок кінцевого розміру часток при трьох значеннях δп, які задаються вільно (починаючи з найбільшого значення) δп: 1) δп1 = 0,26 м; 2) δп2 = 0,15 м; 3) δп3 = 0,08 м.
У першому випадку
m1 = 1800 . 0,263 = 31,6 кг; z1 = 0,26 / 0,08 ≈ 3;
![]()
![]() .
.
У другому
m2 = 1800 . 0,153 = 6,075 кг; z2 = 0,15 / 0,08 ≈ 2;
![]()
![]() .
.
У третьому
m3 = 1800 . 0,083 = 0,92 кг; z2 = 0,08 / 0,08 = 1;
![]()
![]() .
.
Намалюємо криву дисперсійного складу матеріалу на виході з дробарки. Для цього за основу беремо графік на рис. А.5, який характеризує дисперсійний склад матеріалу до подрібнення, а поряд з ним намалюємо графік характеристики дисперсійного складу матеріалу після подрібнення. На осі абсцис нового графіка відкладаємо максимальний розмір часток після подрібнення: ми визначили, що він складатиме 43 мм. Це буде перша точка на правому графіку. Далі на лівому графіку беремо точку, яка дорівнює прийнятому нами у другому випадку значенню 150 мм, від неї креслимо лінію до перетинання з кривою і від одержаної точки ведемо лінію аж до нового графіка. На ньому відкладаємо точку підрахованого у другому випадку значення кінцевого розміру часток 14 мм, і від неї піднімаємо лінію до перетинання з лінією, що йде від лівого графіка. Їх перетинання дає нам другу точку на правому графіку.
За такою самою схемою визначаємо третю точку на правому графіку за підрахованими нами значеннями у третьому випадку. По цих точках проводимо криву, яка визначатиме характеристику дисперсійного складу матеріалу після подрібнення.
Продовження додатка А
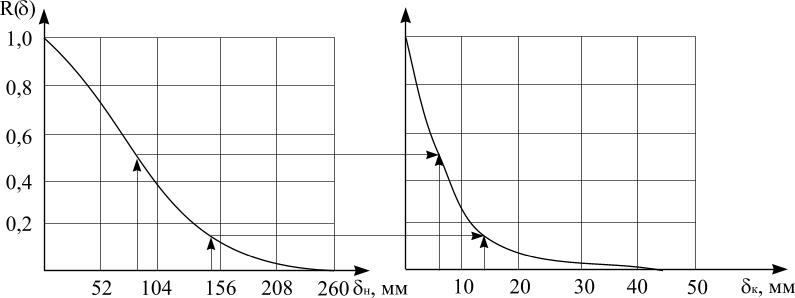
Рисунок А.7
Середній розмір кусків після подрібнення визначаємо по кривій на правій частині рис.А.7. Розбиваємо криву на три напрямні лінії.
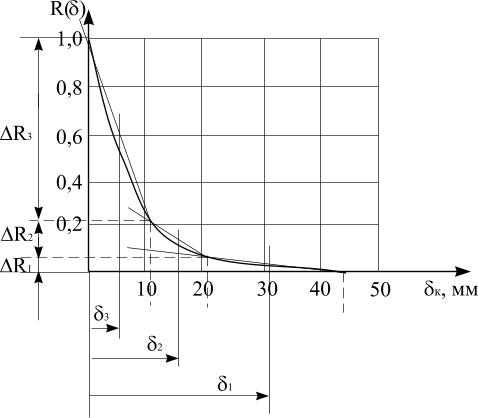
Рисунок А.8
Підраховуємо середній розмір часток після подрібнення:
δк. сер = ΔR1.δ1 + ΔR2.δ2 + ΔR3.δ3 =
= 0,05 × 43 + 0,16 × 16 + 0,79 × 6 = 9,45 мм.
Продовження додатка А
Оптимальне
значення зазору а
між колосниками, а також між колосниковою
решіткою і молотками визначається
співвідношенням
![]() ,
мм, і в подальшому вибирається з наступного
ряду значень: 3; 5; 8; 13; 20; 32; 50.
,
мм, і в подальшому вибирається з наступного
ряду значень: 3; 5; 8; 13; 20; 32; 50.
При
![]() значення а
складе:
значення а
складе: ![]() .
.
Якщо значення а перевищує 50 мм, то подрібнення краще проводити без колосникової решітки.
Визначимо потужність дробарки:
![]() ,
,
де G – продуктивність, кг/с;
ηд – к.к.д. дробарки (ηд = 0,5);
ηп – к.к.д. механічної передачі (ηп = 0,9).
Тоді
![]() .
.
Підрахована потужність перевищує значення, що наведене у табл. А.6, тому вибираємо дробарку М-13-16, наступну за цією, і розрахунок повторюємо.
У нашому випадку основні дані нової дробарки збігаються з даними попередньої, а таблична потужність дробарки М-13-16 становить 210 кВт. Тому вибрана машина повністю задовольняє вихідні дані.
Третя стадія подрібнення
При виборі дробарки третьої стадії подрібнення крива на рис. А.8 буде вважатися вихідною, тобто δп. max = 43 мм.
Для третьої стадії згідно з таблицею А.5 вибираємо конусну дробарку КМД-2200Т.
Для визначення потужності дробарки розраховуємо середній розмір кусків після подрібнення.
Вибираємо криву 2 на рис. А.3 д) і розбиваємо її на три напрямні лінії.
Продовження додатка А
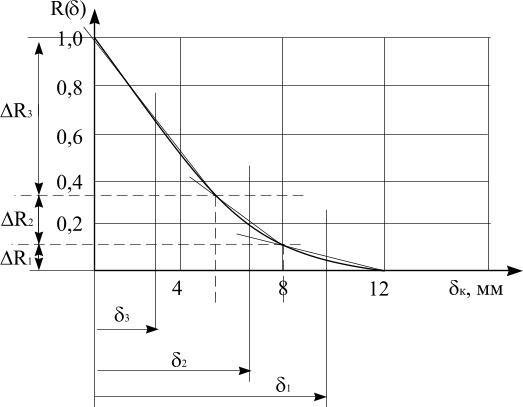
Рисунок А.9
Підраховуємо середній розмір часток після подрібнення:
δк. сер = ΔR1.δ1 + ΔR2.δ2 + ΔR3.δ3 =
= 0,1×9,5 + 0,25×6,5 + 0,65×3 = 4,5 мм.
Тоді ступінь подрібнення i = δп. сер / δк. сер = 9,45 / 4,5 = 2,1.
Визначаємо потужність подрібнення
N = 3(Kσ σст)2 G (i – 1) / (2 E ρм),
де Kσ = 0,995 – за графіком на рис. А.6 в залежності від початкового розміру куска.
N = 3(0,995×70×106)2.120000(2,1 – 1)/(2×5×1010×1800×3600) = 2965 Вт.
Потужність електродвигуна привода дробарки
N дв = N / ηд ηп = 2965 / (0,6×0,9) = 5,5 кВт,
де ηд – к.к.д. дробарки;
ηп – к.к.д. механічної передачі.
Підрахована потужність значно менша за потужність, що наведена у таблиці А.5, тому підрахунок зроблений правильно.
Продовження додатка А
Четверта стадія подрібнення
При виборі машини ударно-стираючої дії (шарових млинів) дотримуються рекомендацій, згідно з якими середній розмір кусків матеріалу, який завантажують, не повинний перевищувати 6 мм.
У нашому випадку ця умова виконується, тому для четвертої стадії подрібнення вибираємо шаровий барабанний млин мокрого помелу.
Для визначення типу млина розрахуємо потужність шарової загрузки:
Nш.з = G Эпит.
Підрахуємо значення всіх величин, які входять до складу.
Питома площа поверхні матеріалу на виході з млина
Fпит. к = (41,4 / δном) lg (δном 106 / 5,47) =
= (41,4 / 120×10-6) lg (120×10-6×106 / 5,47) = 0,46×106 м2/м3.
Приймаючи питому площу поверхні матеріалу на вході до млина Fпит. п = 0, з рис. А.2 отримаємо значення
Епит = 4×104 Дж/кг,
Nш.з = G Епит = 120×1000×4 х 104 / 3600 = 1330×103 Вт.
За значенням потужності
N = (1,3 – 1,5) Nш.з = (1730 – 1995) кВт
з табл. А.8 вибираємо шаровий млин мокрого помелу МШР-4000×5000.
Проведемо уточнюючий розрахунок:
КN = 60×Nш.з / (ρш.з R2,5 L g) =
= 60×1330×103 / (4100×1,932,5 4,86×9,81) = 79.
Підрахуємо
комплекс n![]() = 0,3× (2×1,93)0,5
=
0,59,
= 0,3× (2×1,93)0,5
=
0,59,
де n = 0,3 с-1 – з таблиці А.8.
Тоді коефіцієнт заповнення барабана φ = 0,38 (з рис. А.10).
Маса шарів, що загружаються, дорівнює
mш = φ π R2 L ρн.ш = 0,38×3,14×1,932×4,86×4100 = 88560 кг,
де ρн.ш = 4100 кг/м3 – для сталевих шарів.
Розраховане значення mш не перевищує табличного.
Продовження додатка А
Таблиця А.8 – Основні параметри кульових барабанних млинів сухого (ОСТ 108.035.102-79) та мокрого (ГОСТ 10141-91Е) помелу
Помел |
Тип млина |
Розміри помольної камери, мм |
Частота обертання барабана n, с-1 |
Маса шарів, що загружаються, mш, Т |
Потужність електродви-гуна Nдв , кВт |
|
Сухий |
ШБМ-207/265 ШБМ-220/330 ШБМ-250/390 ШБМ-287/410 ШБМ-287/470 ШБМ-320/510 ШБМ-320/570 ШБМ-340/650 ШБМ-370/850 |
2070 2200 2500 2870 2870 3200 3200 3400 3700 |
2650 3300 3900 4100 4700 5100 5700 6500 8500 |
0,38 0,36 0,33 0,31 0,31 0,30 0,30 0,28 0,29 |
10 14 25 30 35 - 54 - 100 |
105 150 265 350 410 - 700 - 1400 |
Мокрий |
МШР-900×900 МШР-1200×1200 МШР-1500×1600 МШР-2100×1500 МШР-2100×2200 МШР-2100×3000 МШР-2700×2700 МШР-2700×3600 МШР-3200×3100 МШР-3600×4000 МШР-3600×5000 МШР-4000×5000 МШР-4500×5000 |
830 1100 1400 2000 2000 2000 2580 2580 3080 3480 3480 3860 4360 |
830 1100 1500 1400 2100 3900 2580 3480 2980 3880 4880 4860 4860 |
0,56-0,66 0,50-0,58 0,43-0,52 0,36-0,43 0,36-0,43 0,36-0,43 0,32-0,38 0,32-0,38 0,30-0,35 0,28-0,33 0,28-0,33 0,26-0,32 0,25-0,30 |
1,0 2,2 4,8 10,0 15,0 20,0 31,0 42,0 52,0 82,0 100,0 120,0 150,0 |
15 30 55 132 160 200 315 400 630 1000 1250 2000 2500 |
Для визначення діаметра шару, спочатку підрахуємо швидкість його падіння. З рис. А.11 при φ = 0,38 и n = 0,59, одержимо найменший радіус шарової загрузки
Rн = 0,65×1,93 = 1,25 м.
Тоді швидкість падіння дорівнює
ω2 = 16 g [Rн (2n) - Rн3(2n)5]2 =
= 16×9,81 [1,25 (2×0,3) – 1,253(2×0,3)5]2 = 56,15 м/с.
Продовження додатка А
Рисунок
А.10 - Залежність коефіцієнта потужності
шарової загрузки від коефіцієнта
заповнення барабана
при різних значеннях
|
Рисунок А.11 - Залежність коефіцієнта заповнення від найменшого радіуса шарової загрузки при різних значеннях : 1 – 0,62; 2 – 0,57; 3 – 0,53; 4 – 0,50; 5 – 0,47; 6 – 0,45; 7 – 0,42
|

Підрахуємо діаметр шару:
![]() ,
,
де ρш = 7800 кг/м3 – для сталі.
Остаточний діаметр шару dш вибираємо з ряду, затвердженого ГОСТом 7524-89: 15, 20, 25, 30, 40, 50, 60, 70, 80, 90, 100, 110, 125 мм за найближчим максимальним розміром.
Остаточно dш = 15 мм.
Визначаємо потужність двигуна млина.
Спочатку визначимо насипну щільність загрузки (шарів та матеріалу):
ρн.з = ρн.ш + 1,15 (1 - ρн.ш / ρш) ρн =
= 4100 + 1,15 ( 1 – 4100 / 7800)×1200 = 4754 кг/м3.
Продовження додатка А
Тоді потужність двигуна млина дорівнює:
Nдв = КN ρн.з R2,5 L g / (60 ηп ) =
= 79 . 4754 . 1,932,5 . 4,86 . 9,81 /(60×0,9) = 1716 кВт,
де ηп = 0,9 - к.к.д. механічної передачі.
Підрахована потужність двигуна млина не перевищує потужності, яка наведена в табл. А.8, і дорівнює 2000 кВт.
Схема подрібнення матеріалу виглядає так:
ЩДС-9Х12

М-13-16
КМД-2200Т
МШР-4000х5000