

2. Профилирование
Профилированием называется получение из листовых заготовок жестких и легких профилей, имеющих различную форму сечения.
Профилирование производят в штампах или в специальных роликовых машинах. В штампах получают детали небольших размеров. Длинные профили получают на роликовых машинах. Сущность профилирования на роликовых машинах заключается в том, что длинная ленточная заготовка последовательно проходит через несколько пар фасонных роликов, расположенных друг за другом в одной плоскости. Образующие каждой пары роликов имеют сопряженные контуры, между которыми остается зазор, равный толщине заготовки. Профиль роликов постепенно изменяется от цилиндрического до необходимого.
Л.10-11
Вальцовка
План:
1. Вальцовка
2. Изготовление обечаек
3. Изготовление нежестких обечаек
1. Вальцовка
Вальцовка является одним из видов гибки, при которой деформируется весь объем заготовки. Вальцовкой изготавливают трубы, обечайки, полуобечайки, конуса, кольца, бандажи и другие детали, имеющие постоянный радиус по всей длине изгиба.
Операцию вальцевания выполняют главным образом в холодном состоянии, реже – в горячем. Гибку в холодном состоянии проводят до пределов, не вызывающих явления наклепа и роста зерна в результате рекристаллизации. Гибка является пластической деформацией металла путем непрерывного перемещения заготовки – это обработка давлением между валками при напряжении более предела текучести. Относительное удлинение любого растянутого волокна, расположенного на расстоянии z от нейтральной поверхности будет равно:
![]() ,
,
где R – радиус гибки нейтральной линии, мм.
Для наружного
волокна z = 0,5 S
и
![]() или
или
![]() ,
где S – толщина
материала, мм.
,
где S – толщина
материала, мм.
Руководствуясь недопустимостью критических деформаций, при холодной гибке для низкоуглеродистых сталей принимают = 2 % и тогда R = 25 S. При R ≥ 25 S применяют гибку в холодном состоянии, а при R < 25 S – в горячем состоянии с последующим отжигом или отпуском. Для углеродистых конструкционных сталей = (3,0–4,5) %. В зависимости от марок сталей и их свойств величину следует определять экспериментально.
Гибку в горячем состоянии производят, когда мощность оборудования недостаточна для изгиба требуемой толщины и когда продольные стыки листов из высоколегированных и нержавеющих сталей, соединяются электрошлаковой сваркой, требующей последующего отжига или нормализации.
В горячем состоянии независимо от диаметра и толщины стенки гнутся обечайки, изготовляемые из сталей марок: 12ХМ, 12ХМФ, 15Х5, 15Х5М, 15Х5ВФ, 12Х8ВФ или из двухслойных сталей с основным слоем из стали марки 12МХ, когда теплообработка плоских заготовок после сварки совмещается с нагревом под гибку. Заготовки под гибку для углеродистых сталей следует нагревать до температуры 930–950С, а для легированных сталей 15Х5М, 12МХ, 12ХМФ, 12Х13, 12Х18Н10Т и др. – до температуры окалинообразования, если нет других требований по термообработке. Длительность нагрева заготовки под горячую гибку составляет 1 мин. на 1 мм толщины. Заканчивать горячую гибку следует при температуре не ниже 600С, а для легированных и нержавеющих сталей не ниже 700–750С, гарантирующих отсутствие трещин и ухудшения физико-механических свойств при гибке.
Вальцовку производят на гибочных машинах, горизонтальных трех- и четырехвалковых вальцах, а также на вертикальных гибочных вальцах.
В качестве инструмента используют гибочные плиты и валки. Радиус гибки изменяется в зависимости от взаимного расположения гибочного и опорного инструментов.
Для вальцовки труб или обечаек малых диаметров применяют гибочные машины с поворотной траверсой.
Гибочной машиной служит кромкогибочный станок, в котором установлен опорный валок. Диаметр опорного валка меньше внутреннего диаметра заготовки. Во время работы подвижная траверса вращается вокруг валка, прижимая к нему изгибаемый материал. Ввиду того, что движение траверсы ограничено, гибку цилиндрических обечаек приходится производить за 2–3 хода.
Отечественные и ряд зарубежных заводов и фирм выпускают несколько типов валковых листогибочных машин, в том числе и с программным управлением. Диапазон толщин обрабатываемых листов от 1 до 100 мм.
Трехвалковые вальцы.
Простейшими вальцовочными машинами являются трехвалковые вальцы. В этих машинах движение сообщается нижним валкам, которые за счет трения создают поступательное передвижение листа (рис. 2.20). Верхний свободно вращающийся валок имеет возможность перемещаться в вертикальном направлении, создавая в зависимости от своего положения различный радиус гибки. Верхний валок имеет опору, которая отводится в сторону, что позволяет снять с вальцев изделие. Для получения конической обечайки верхний валок ставят в наклонное положение.
Трехвалковые вальцы могут быть с симметричным и асимметричным расположением валков (см. фото).
Машины с симметричным расположением валков являются простыми по конструкции, однако, они не обеспечивают подгибки кромок и края листа, имеют после вальцовки прямые участки равные половине расстояния между нижними валками. При использовании таких машин следует предварительно подгибать кромки или использовать вальцы для калибровки обечаек.

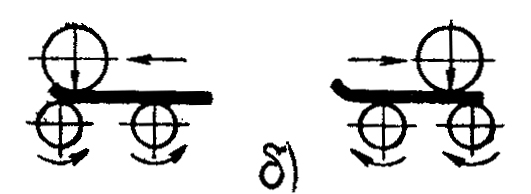
Рисунок 2.20 – Трехвалковые вальцы:
а) симметричным расположением валков и б) асимметричным расположением валков