

Лабораторная работа 1–3 расчет размеров рабочих поверхностей пресс-формы
1. Цель работы
Целью работы является изучение методики и приобретение навыков определения размеров рабочих поверхностей пресс-формы для заданных размеров и материала детали.
2. Задание на лабораторную работу
2.2 Для заданных эскиза или рабочего чертежа детали и указанного преподавателем пресс-материала обосновать способ и режим формообразования детали.
2.3 Обосновать конструкцию пресс-формы и оформить ее эскиз.
2.4 Рассчитать предельно допустимые значения размеров охватываемой поверхности пресс-формы.
2.5 Дать характеристику предложенной студенту пресс-формы, в соответствии с принятыми признаками классификации пресс-форм для пластмасс.
3. Методические указания
3.1. Основными технологическими свойствами пластмасс являются текучесть, усадка, скорость отверждения реактопластов, термостабильность термопластов.
Текучесть характеризует способность материала заполнять форму при переделенных температуре и давлении. Количественная мера текучести - "индекс расплава" - масса материала, выдавливаемого через сопло диаметром 2,095 мм при заданных температуре и давлении в единицу времени.
Усадка - относительное уменьшение размеров детали по сравнению с соответствующими размерами пресс-формы. Наибольшую долю в суммарной усадке составляет усадка за счет разности температурные коэффициентов линейного расширения материла детали и пресс-формы.
При формовании реактопластов необходимо также учитывать усадку при сополимеризации и поликонденсации.
Скорость отверждения - продолжительность процесса перехода реактопластов из вязкотекучего состояния в состояние полной полимеризации. Повышенная скорость отверждения может быть причиной не заполнения отдельных участков пресс-формы. Скорость отверждения существенно зависит от температуры процесса полимеризации.
Под термостабильностью понимают время, в течение которого термопласт выдерживает определенную температуру без разложения.
3.2 Основные параметры режима прессования некоторых пресс-материалов приведены в табл.1
Прямое (компрессионное) прессование (было изучено в работе 1–1). Схема прямого прессования представлена на рис.1.
Таблица 1
Основные параметры режима прессования некоторых пресс-материалов
Марка материала |
Давление прессования, МПа |
Температура прессования, °С |
Время выдержки на 1 мм толщ. стенки, мин. |
Усадка при полимеризации Кп, % |
Температурный коэффициент материала детали α, k−1 |
Темп. коэфф. матер., формы, αф, k−1 |
Термореактивные материалы |
||||||
K-21-12 |
30 ±5 |
155 ±5 |
1 |
0,4−0,5 |
55·10−6 |
12·10−6 |
K-211-2 |
30 ±5 |
160 ±5 |
1−2,5 С |
0,5−0,6 |
60·10−6 |
12·10−6 |
АГ-4 |
30 ±8 |
155 ±5 |
1−1,5 С |
0,5−0,7 |
60·10−6 |
12·10−6 |
Термопластичные материалы |
||||||
Полистирол |
18−20 |
135−150 |
Охлаждение в пресс-форме до 100°С |
− |
110·10−6 |
12·10−6 |
Полиэтилен |
7−14 |
120−160 |
− |
(110−145)·10−6 |
12·10−6 |
|
Фторопласт |
30−50 |
220−260 |
− |
110·10−6 |
12·10−6 |
|
Рис.1. Схема прямого прессования
1 - пуансон; 2 - матрица; 3 - деталь; 4 - знак (элемент пресс-формы, предназначенный для образования внутренней полости детали); 5 - выталкиватель
При прямом прессовании загружают пресс-материал в разомкнутую форму (в полость матрицы). С помощью пуансона замыкают пресс- форму и создают давление на пресс-материал после нагрева его теплом пресс-форма. Разогретый пресс-материал становится вязким, хорошо заполняет форду и полимеризуется. Прямым прессованием получают детали средней сложности.
При литьевом прессовании прессуемый материал загружают в загрузочную камеру, соединённую с полостью пресс-формы литником. Разогретый в камере пресс-материал в вязкотекучем состоянии под действием пуансона выжимается в полость замкнутой пресс-формы. Схема литьевого прессования представлена на рис.2.
Рис.2. Схема литьевого прессования
1 - пуансон; 2 - загрузочная камера; 3 - литник; 4 - детали; 5 - литниковая плита; 6 – матрица
Литьевое прессование характерно для термопластичных пресс-материалов. Оно позволяет получить детали сложной формы, исключает внутренние напряжения в изделии и деформация нежестких элементов арматуры.
3.3 Размеры элементов пресс-формы определяют из условия равенства заданных размеров детали соответствующим размерам пресс-формы. При расчете необходимо учитывать условиям прессования, температурное расширение и упругую деформацию сжатия, усадку пресс-материала при полимеризации (для термореактивных пластмасс).
Размеры элементов охватываемых поверхностей пресс-формы, вычисляют по формуле, не учитывающей влияние величин второго порядки малости:
 , (1)
, (1)
где Lф - размер охватывающей поверхности пресс-формы;
L - соответствующий размер детали;
Kп - коэффициент усадки материала при полимеризации, выраженный в %;
α, αф - температурный коэффициент линейного расширения материала детали и пресс-формы;
t - температура прессования;
t0 - нормальная температура (+20°С);
E, Eф - модуль упругости при сжатии материала детали и пресс-формы.
Поскольку при прессовании пластмасс P/E ≈ 0, P/Eф ≈ 0, формулу (1) можно использовать в виде
, (2)
Допуск на размер пресс-формы зависит от допуска на размер детали, но отличается от него. Обычно уменьшение составляет (0,5-0,8)·TL.
Для определения наибольшего и наименьшего предельных значений размера охватываемой поверхности используют расчетные формулы, имеют вид
![]() ,
,
![]() ,
,
![]() .
.
где ℓф max, ℓmax - максимально допустимые значения размера и охватываемой поверхности пресс-формы в соответствующего размера детали;
ℓф min, ℓmin - минимально допустимые значения размера охватываемой поверхности пресс-формы и соответствующего размера детали;
Tℓф, Tℓ - допуск на размер охватываемой поверхности пресс-формы и соответствующего размера детали.
Если пресс-форма имеет разъем в плоскости, перпендикулярной высоте детали, то размеры замкнутой пресс-формы, определяющие высоту детали, рассчитываются по формулам
![]() ,
,
![]() ,
,
![]() .
.
где Hф, H - высотный размер замкнутой пресс-формы и соответствующий ему высотный размер детали;
THф, TH - допуск на высотный размер пресс-формы и соответствующий ему высотный размер детали;
С - толщина облоя (толщина слоя пресс-материала, выдавленного в разъем замкнутой пресс-формы).
Для прямого прессования С = 0,3-0,5 мм; для литьевого прессования С = 0,05-0,1 мм.
3.4 Варианты заданий для обоснования способа формообразования детали, обоснования конструкции пресс-формы и расчета предельно допустимых значений размера охватываемой поверхности приведены на рис. 3.
3.5 Признаками, по которым характеризуют пресс-форму, являются:
способ формообразования,
способ подогрева;
способ связи с прессом,
способ извлечения детали из формы,
количество формующих полостей.
Характеризуя пресс-форму, необходимо указать, в каких условиях ee использование целесообразна.
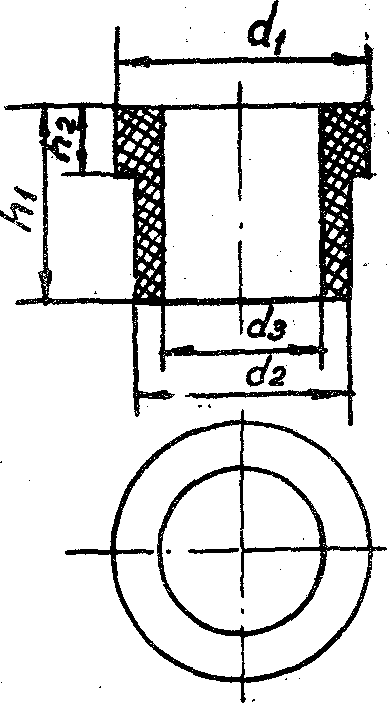
Рис.3. Эскиз формуемой детали и варианты заданий студенту
Вариант |
1 |
2 |
3 |
Материал |
K-21-12 |
Фторопласт |
Полиэтилен |
d1 |
60h14(-0,74) |
50h15(-1,00) |
55h15(-1,20) |
d2 |
55h14(-0,74) |
40h15(-1,00) |
50h15(-1,00) |
d3 |
50H14(+0,62) |
35H15(+1,00) |
40H15(+1,00) |
h1 |
30h14(-0,52) |
30h15(-0,84) |
30h15(-0,84) |
h2 |
10h14(-0,36) |
10h15(-0,58) |
10h15(-0,58) |
4. СОДЕРЖАНИЕ ОТЧЕТА
Отчет студента по лабораторной работе должен содержать эскиз изготовляемой детали, эскиз предложенной студентом пресс-формы для ее изготовления, расчетные формулы и результаты расчетов предельно допустимых значений размера охватываемой поверхности пресс-формы.
5. КОНТРОЛЬНЫЕ ВОПРОСЫ
5.1 Какие характеристики пластмасс используют для оценки их технологичности?
5.2 В чем состоит прямое прессование, литьевое прессование, литье под давлением?
5.3 Какой способ формообразования используют при формовании термореактивпых пластмасс?
5.4 По каким признакам характеризуют пресс-форму для формования пластмасс?
5.5 Из какого условия определяют размеры элементов пресс-формы?