

Лабораторная работа 2–5 (Программа tp_Lab_2_1) обтачивание до упора и на проход
1. Цель работы
Ознакомление с обработкой цилиндрических деталей на токарном станке путем обтачивания до упора и на проход.
2. Задание на лабораторную работу
2.1. Ознакомиться с сущностью процесса изготовления цилиндрических деталей на токарном станке путем обтачивания до упора и на проход.
2.2. Ознакомиться с основными буквенными обозначениями размеров деталей, применяемыми в машиностроительном черчении.
2.3. Определить время, затрачиваемое на изготовление одной детали.
2.4. Проанализировать полученные данные, оформить отчёт.
3. Методические указания
Методом обтачивания до упора (а) и на проход (б) может осуществляться изготовление цилиндрических (рис.6) обрабатываемых деталей.
Обтачивание – уменьшение диаметра обрабатываемых деталей, ранее имевших больший диаметр.
При обтачивании деталей вращательное движение детали является главным движением, а осевое перемещение – движением подачи.
Деталь совершает n оборотов в минуту и поступательное движение продольной подачи в осевом направлении s мм/об
Наружный диаметр детали уменьшается до величины d и с неё удаляется слой толщиной t:
t = (D – d)/2.
Время То, затрачиваемое на изготовление одной детали, вычисляется по формуле:
То= L/s,
где s – подача на оборот детали, мм/об.;
L -. = ℓ + ℓ1 + ℓ2;
ℓ - длина обтачиваемой детали,;
ℓ1 и ℓ2 – величины врезания и пробега инструмента, мм.
Формулы расчета ℓ1 + ℓ2 приведены под рис.6, они выражают ℓ1 и ℓ2 через D и , - угол между осью детали и главной режущей кромкой.
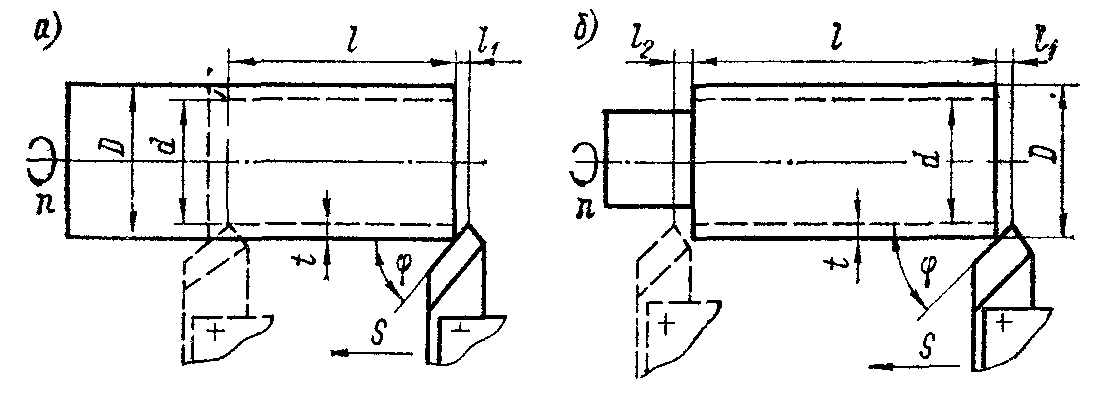
Рис.6. Схема процесса обтачивания до упора
Рис.7. Схема процесса обтачивания на проход
В машиностроительном черчении при изображении цилиндрических обрабатываемых деталей обычно используются следующие буквенные обозначения:
d - наружный диаметр цилиндрической детали после завершения обработки;
D - наружный диаметр детали до обработки;
t– уменьшение радиуса детали в ходе обработки или толщина удаляемого с неё слоя.
4. ЗАДАНИЯ
4.1. Исследовать, как влияет на процесс изготовления цилиндрических деталей частота их вращения.
Для этого, положив диаметр сверла D = 10, 20, 40 и 60 мм, произвести расчет для ряда значений n, приняв:
n = 100, 200, 300 и 400 = об/мин.
4.2. Исследовать, как влияет на процесс величина t.
Для этого, положив ℓ = 20 мм, n = 100 об/мин и n = 300 об/мин, диаметр d = 0,9D, произвести расчет для ряда значений D, приняв:
D = 80, 100, 120, 200, 300 мм.
4.3. Исследовать, как влияет на время обработки величина угла . Для этого, положив d = 30 мм, диаметр D = 32 мм, и n = 200 об/мин, произвести расчет для ряда значений , приняв: = 60, 65 и 70о.
5. СОДЕРЖАНИЕ ОТЧЕТА
Отчет студента по лабораторной работе должен содержать цель работы, расчетные формулы и результаты расчетов.
6. КОНТРОЛЬНЫЕ ВОПРОСЫ
6.1. Какие процессы происходят при обработке цилиндрических деталей?
6.2. Чем, в основном, определяется время, затрачиваемое на изготовление деталей?