

Рис.
2.3. Кривые распределения конролируемых
параметров, построенные с учетом
Разрешается увеличение допустимой
погрешности измерения, указанной в
ГОСТе 8.051 – 81 и ГОСТе 8.050 - 73, при уменьшении
допуска размера, учитывающего это
увеличение, а также в случае разделения
изделий на размерные группы для
селективной сборки.
Установленные
стандартом пог-решности измере-ния
являются наибольшими, которые
утех
Погрешностей измерения
у(тех;
мет)
n
n
6тех







m
m





c
c
IT





yмет
2мет

2мет

можно допустить при измерении: они включают в себя случайные и неучтенные систематические погрешности измерения, все составляющие, зависящие от измерительных средств, установочных мер, температурных деформаций, базирования и т. д.
Случайная погрешность измерения не должна превышать 0,6 от допустимой погрешности измерения и принимается равной 2, где —значение среднего квадратического отклонения погрешности измерения.
При допусках, не соответствующих значениям, указанным в ГОСТе 8.051 – 81 и ГОСТе 8.050 - 73, допустимую погрешность выбирают по ближайшему меньшему значению допуска для соответствующего размера.
Влияние погрешностей измерения при приемочном контроле по линейным размерам оценивается параметрами:
т—часть измеренных деталей, имеющих размеры, выходящие за предельные размеры, принята в числе годных (неправильно принятые);
п — часть деталей, имеющих размеры, не превышающие предельных размеров, забракованы (неправильно забракованные);
с—вероятностная предельная величина выхода размера за предельные размеры у неправильно принятых деталей.
Значения параметров т, п, с при распределении контролируемых размеров по нормальному закону приведены на рис. 3.4, 3.5 и 3.6.
Сплошные
линии соответствуют распределению
погрешности измерения по нормальному
закону, а пунктирные — по закону равной
вероятности.
При
неизвестном законе распределения
погрешности измерения для параметров
т,
п
и с
рекомендуется принимать средние их
значения, определенных по сплошной и
пунктирной линиям.
Параметры
m
и с
на графиках определены с доверительной
вероятностью 0,9973.
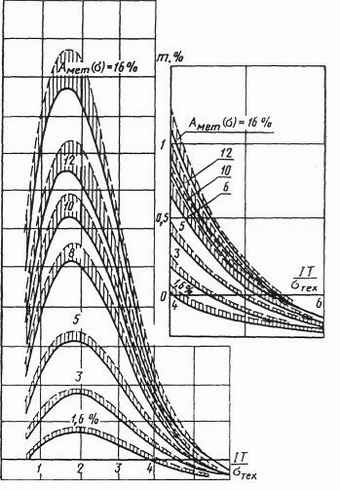
Рис. 3.4. График для определения параметра m
Для определения т с другой доверительной вероятностью необходимо сместить начало координат по оси ординат.
Кривые графиков (сплошные и пунктирные) соответствуют определенному значению относительной погрешности измерения, равной
![]() ,
,
где — среднее квадратическое отклонение погрешности измерения;
IТ—допуск контролируемого размера.
При определении параметров т, п и с рекомендуется принимать
Амет( ) = 16 % для квалитетов 2—7, Амет( ) =12 % - для квалитетов 8, 9,
Амет( ) =10 % - для квалитетов 10 и грубее.
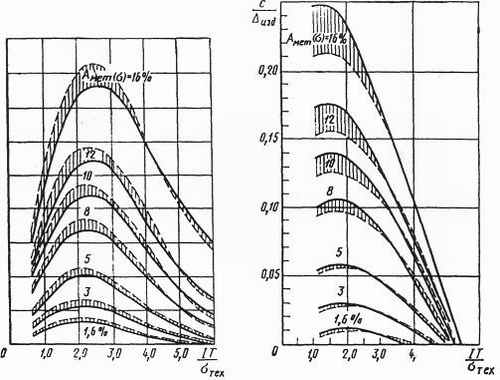
Рис.
3.5. График для определения параметра n
Рис.
3.6. График для определения параметра c
Параметры т, п и с приведены на графиках в зависимости от значения IT/тех , где тех — среднее квадратическое отклонение погрешности изготовления. Параметры m, n и с даны при симметричном расположении поля допуска относительно центра группирования контролируемых деталей. Для определяется m, n и с при совместном влиянии систематической и случайной погрешностей изготовления пользуются теми же графиками, но вместо значения IT/тех принимается
для
одной границы
![]() ,
,
а
для другой -
![]() ,
,
где Т — систематическая погрешность изготовления.
При определении параметров m и n для каждой границы берется половина получаемых значений.
Возможные предельные значения параметров т, п и с/IТ, соответствующие экстремальным значениям кривых (на рис. 3.4 – 3.6), приведены в табл.3.5.
Таблица 3.5
Aмет() |
M |
n |
c/IT |
Aмет() |
m |
n |
c/IT |
1,60 |
0,37-0,39 |
0,70-0,75 |
0,01 |
10,0 |
3,10-3,50 |
4,50-4,75 |
0,14 |
3,0 |
0,87-0,90 |
1,20—1,30 |
0,03 |
12,0 |
3,75-4,11 |
5,40-5,80 |
0,17 |
5,0 |
1,60-1,70 |
2,00-2,25 |
0,06 |
16,0 |
5,00-5,40 |
7,80-8,25 |
0,25 |
8,0 |
2,60-2,80 |
3,40-3,70 |
0,10 |
|
|
|
|
Первые значения т и п соответствуют распределению погрешностей измерения по нормальному закону, вторые—по закону равной вероятности.
Предельные значения параметров т, п и с/IТ учитывают влияние только случайной составляющей погрешности измерения.
ГОСТ 8.051—81 предусматривает два способа установления приемочных границ.
Первый способ. Приемочные границы устанавливают совпадающими с предельными размерами (рис. 3.7, а).
Пример. При проектировании вала диаметром 100 мм оценено, что отклонения его размеров для условий эксплуатации должны соответствовать h6(100-0,022). В соответствии с ГОСТом 8.051 - 81 устанавливают, что для размера вала 100 мм и допуска IТ=0,022 мм допускаемая погрешность измерения изм = 0,006 мм.
В соответствии с табл. 3.5 устанавливают, что для Aмет() = 16% и неизвестной точности технологического процесса m = 5,0 и с = 0,25IТ, т. е. среди годных деталей может оказаться до 5,0 % неправильно принятых деталей с предельными отклонениями +0,0055 и -0,0275 мм.
 изм/2
с
изм/2
с
Приемочные границы
а) б) в)
Рис.3.7. Варианты расположения приемочных границ