

Кинематические элементы режима резания
К кинематическим элементам режима следует отнести такие параметры обработки, которые характеризуют исходную установку резца относительно детали и его перемещения, обеспечивающие непрерывность снятия стружки глубину и скорость резания, подачу.
Выбор этих контролируемых факторов начинают с глубины резания t -толщины срезаемого с заготовки за 1 проход слоя материала. При токарной обработке на судах она обычно выбирается в пределах 0,5...5 мм и может быть рассчитана по формуле:

где D и d - диаметры обрабатываемой и обработанной поверхностей заготовки (детали) соответственно (см. рис. 7.4). При этом учитывают, что избыточный слой материала - припуск - удаляется обычно за 2 и более проходов.
Подача S характеризует перемещение режущей кромки резца относительно заготовки за один оборот (мм/об). В зависимости от направления ее перемещения она может быть продольной (рис. 7.4) или поперечной (рис. 7.5).
При черновом обтачивании подача возрастает с увеличением глубины резания и диаметра обрабатываемой поверхности. При чистовом - основное влияние на ее выбор оказывает требуемая шероховатость поверхности детали.
После выбора глубины резания и подачи переходят к определению скорости резания V - длины пути, проходимого главной режущей кромкой инструмента относительно поверхности резания в единицу времени (м/с):

где D - диаметр заготовки, мм; n - частота вращения шпинделя станка, об/мин.
Качество обработки резанием
Качество обработки резанием является комплексной характеристикой. В условиях эксплуатации судна его чаще всего оценивают по 2-м показателям: точности изготовленной детали и шероховатости ее рабочих поверхностей.
Точность обработки - это степень соответствия формы, размеров и положения обработанной поверхности детали требованиям чертежа (эскиза). Она определяет фактические зазоры в подвижных сопряжениях машин и натяги - в неподвижных. В конечном счете, именно они определяют мощность судовых дизелей, их надежность и т.п.
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами (например, геометрический след режущего инструмента). Шероховатость поверхности определяют по ее профилю, который образуется в сечении этой поверхности перпендикулярной плоскостью (рис. 7.6).
Базовая длина L
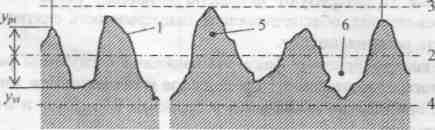
Рис. 7.6. Основные элементы микропрофиля поверхности детали:
1-огибающая поверхности; 2-средняя линия профиля; 3-линия выступов;
4-линия впадин; 5-выступ профиля; 6-впадина профиля
Количественной оценкой шероховатости, в зависимости от ее величины, являются:
Среднее арифметическое отклонение
 ;
;
где: уi-, - i-е отклонение профиля, определяемое расстоянием между точкой и базовой линией, n - число точек, выбранных на базовой длине;
высота неровностей профиля по 10-и точкам

где Yi – высота i-го наибольшего выступа профиля, Yvi - высота i-й наибольшей впадины профиля.
Между указанными параметрами существует достаточно надежное эмпирическое соотношение:

Для нормального
функционирования СТС всем рабочим
поверхностям их деталей придается
вполне определенная оптимальная
шероховатость. Как правило, она находится
в пределах
 мкм и достигается выбором геометрических
и кинетических элементов режима резания.
мкм и достигается выбором геометрических
и кинетических элементов режима резания.
Влияние геометрии инструмента на результаты обработки очень велико. Так, увеличение переднего угла (естественно, в разумных пределах) уменьшает силу резания, что ведет к снижению деформации детали и повышению точности обработки. При малых значениях заднего угла качество обработанной поверхности невысоко вследствие интенсивного трения задней поверхности резца об обработанную поверхность, а его избыточное увеличение приводит к снижению стойкости инструмента.
Уменьшение главного и вспомогательного углов в плане (по сравнению со стандартным значением 45° для проходных резцов) приводит к снижению шероховатости. В то же время существенно возрастает отжимающее усилие, деформирующее деталь и понижающее точность обработки.
Кинематические элементы режима также оказывают влияние на качество обработки резанием, в том числе и на шероховатость получаемой поверхности. Особенно заметно оно при подрезке торца детали, когда скорость резания непрерывно изменяется от максимальной на наружной поверхности до нуля на оси вращения.
Именно поэтому в основу рассматриваемой работы положена не схема проточки по наружной поверхности (скорость резания постоянна), а подрезки торца. Она дает возможность за один проход получить максимум данных по шероховатости обработанной поверхности.
Оборудование, инструмент и материалы
токарно-винторезный станок мод.16К25 1шт
профилограф-профиломер мод.255 1шт
угломер 1шт
набор эталонов с различной шероховатостью 1шт
набор проходных отогнутых резцов 1шт
стальные заготовки диаметром 80мм 1шт
Методика выполнения работы
Оформить разделы 1 и 2 отчета о выполнении работы.
На занятии, перед выполнением работы ответить на вопросы билета контроля.
Ознакомиться с инструментами и приборами для измерения углов резца.
Определить величины углов в плане для каждого из резцов комплекта.
Подготовить комплекты образцов и инструментов, установить их на станке.
Провести проточку торца на образцах по заданным режимам.
Определить по известной частоте вращения заготовки скорость резания в точках с заданными преподавателем диаметрами.
Определить при помощи профилографа-профиломера (или эталонов) шероховатость, соответствующей каждому значению скорости резания. Результаты измерений занести в таб.7.1.
Построить график зависимости шероховатости от скорости резания
 =
= (v)
(v)Провести проточку торца резцами с различными вспомогательными углами в плане.
Определить при помощи профилографа-профиломера (или эталонов) шероховатость, соответствующей каждому значению вспомогательного угла в плане. Результаты измерений занести в таб. 7.2.
Построить график зависимости шероховатости от величины вспомогательного угла в плане

Закончить оформление отчета и представить его преподавателю для защиты и окончательной оценки
Измаильский Факультет Одесской Национальной
Морской Академии
Протокол лабораторной работы №____________________________________