

Лабораторная работа № 6
Геометрия токарных резцов.
Влияние элементов режима резания на качество
обработанной поверхности при точении.
Цель работы
Получить представление об основных геометрических и кинематических элементах режима обработки резанием.
Исследовать влияние основных элементов режима резания на качество обработанной поверхности при точении.
Основные теоретические положения и методические указания
Обработка резанием является основной технологической операцией, применяемой при ремонте как в судовой механической мастерской (СММ), так и вне ее. Так, изготовление новой гайки со специальной резьбой возможно только в СММ, а сверление или рассверливание отверстий диаметром до 15.. .20 мм - в любой точке судна.
Вполне очевидно, что результаты обработки резанием зависят от режима резания (РР) - совокупности контролируемых параметров, обеспечивающих получение изделия заданного качества. Чем больше факторов мы контролируем (сознательно выбираем), тем выше ее качество (рис. 7.1).
-
Режим обработки
резанием
Элементы определяемые чертежом(эскизом)детали |
|
Элементы, определяющие геометрию режущей части инструмента |
|
Кинематические элементы режима |
Рис. 7.1. Основные группы элементов режима обработки резанием
Первая группа элементов РР, определяемая чертежом детали, относится к числу конструктивных параметров: габариты режущего инструмента (длина резца и его вид - проходной, упорный и пр., диаметр сверла, марка материала режущей части и т.п.).
Ко второй группе следует отнести элементы, определяющие геометрию режущей части инструмента - совокупность образующих ее конструктивных элементов (углов, величины и формы кромок, радиуса их сопряжения и др.), позволяющих эффективно осуществлять обработку на станке. Изготавливающие режущий инструмент заводы производят его стандартную, однотипную заточку, не учитывающие особенности конкретной работы и обрабатываемого материала. Поэтому в СММ часто производят его переточку в соответствии с выполняемым в настоящее время заданием. Аналогичная задача стоит и при заточке резцов, затупившихся во время работы.
К кинематическим элементам режима резания следует отнести параметры обработки, которые характеризуют исходную установку резца относительно детали и его перемещения, обеспечивающие непрерывность снятия стружки подачу, глубину и скорость резания.
Наиболее часто на судах используется обработка на токарном станке - на ее долю приходится до 80...90 % от общего объема, удаляемого с заготовки материала. Поэтому режимов резания и его влияние на качество обработки целесообразно рассмотреть на его примере.
Геометрия токарных резцов
Геометрией инструмента называют совокупность всех конструктивных элементов его режущей части (углов, величины и формы режущих кромок и др.), которые обеспечивают удаление припуска с заготовки. При обработке на токарных станках чаще всего используют токарные резцы (рис. 7.2). Элементы других режущих инструментов имеют с ним много общего.
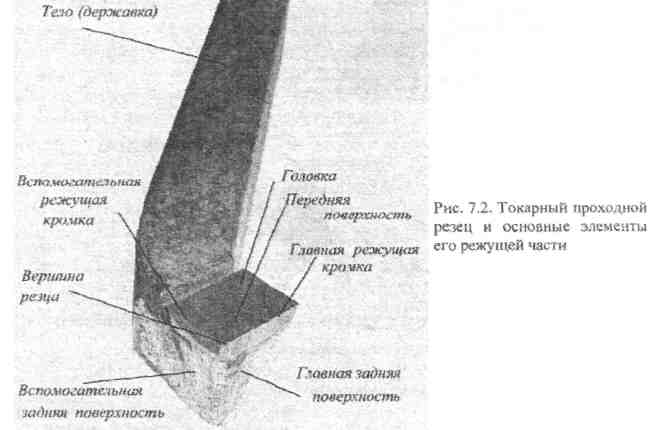
Резец состоит из режущей части и тела (державки), предназначенной для закрепления его в резцедержателе.
Режущая часть образуется передней (по ней сходит стружка) и 2-мя задними поверхностями (обращены к обрабатываемой заготовке). Режущие кромки представляют собою линии пересечения передней и задних поверхностей. Основную работу резания выполняет главная режущая кромка. Вершина резца - это место сопряжения главной и вспомогательной режущих кромок: она может быть острой, закругленной или в виде прямой линии, называемой переходной зачищающей кромкой.
Для правильного определения остальных элементов геометрии резца важно знать поверхности, образуемые им на обрабатываемой детали (рис. 7.3), а также основные координатные плоскости (рис. 7.4).
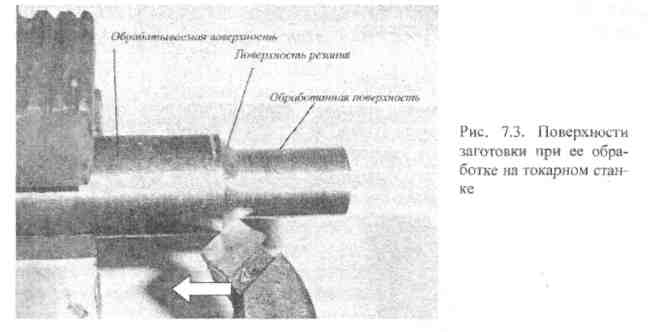
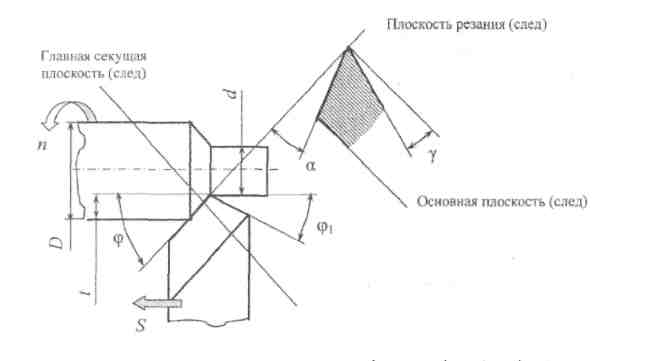
Рис. 7.4. Основные геометрические и кинематические элементы режима обработки при проточке наружной поверхности проходным резцом.
Обрабатываемой поверхностью называется поверхность заготовки, с которой срезается припуск (ее диаметр - D). Обработанная поверхность - образуется в результате снятия припуска (диаметром d). Поверхность резания соединяет обрабатываемую и обработанную поверхности и образуется на заготовке непосредственно главной режущей кромкой резца.
К
наиболее важным координатным поверхностям
относятся основная
плоскость
(образуется
направлениями продольной и поперечной
подач), плоскость
резания (касается
поверхности резания и проходит через
главную режущую кромку резца) и
главная
секущая плоскость -
плоскость, перпендикулярная
основной плоскости и плоскости резания.
При повороте этой плоскости относительно
горизонтального следа получается
истинное сечение головки резца,
дающее возможность определить истинное
значение находящихся в ней углов:
переднего
 ,
главного заднего
,
главного заднего
 ,
заострения
,
заострения
 и
резания
и
резания
 .
.
Передним углом называется угол между передней поверхностью резца и плоскостью, проведенной через главную режущую кромку перпендикулярно к плоскости резания.
Главный задний угол - это угол между главной задней поверхностью резца и плоскостью резания.
Угол заострения образуется между передней и главной задней поверхностями резца.
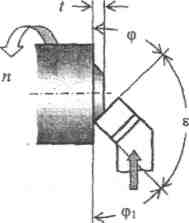
Рис. 7.5. Подрезка торца детали
на токарном станке. Стрелками
показаны направления вращения
детали и поперечной подачи резца
Углом
резания
называют
угол между передней поверхностью резца
и плоскостью резания. Еще
одна важная группа элементов -главный
угол в плане
 вспомогательный угол
в плане
вспомогательный угол
в плане
 и угол при вершине е - измеряется
в основной плоскости (рис. 7.4 и 7.5).
и угол при вершине е - измеряется
в основной плоскости (рис. 7.4 и 7.5).
Главным углом в плане называют угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательный угол в плане образуют проекция вспомогательной режущей кромки на основную плоскость и направление, обратное направлению подачи.
Углом при вершине е называется угол между проекциями режущих кромок на основную плоскость.