

3.3. Допуски и посадки деталей из пластмасс
Допуски и посадки деталей из пластмасс регламентируются ГОСТ 25349-82. Система допусков и посадок изделий из пластмасс основана на принципах, принятых для гладких соединений, изготовленных из металла, с учетом физико-механических свойств и особенностей пластмасс.
В числе специфических свойств пластмасс следует указать высокий температурный коэффициент линейного расширения больший, чем у стали в 5 – 10 раз, низкий модуль упругости, склонность к водо и маслопоглащению, нестабильность размеров деталей при хранении и эксплуатации (ползучесть и релаксация).
С учетом специфических особенностей пластмасс стандартом устанавливается, наряду с нормальной температурой, равной 20 С, относительная влажность воздуха 65 % и время выдержки детали после съема с пресформы.
Стандарт распространяется на пластмассовые детали, образующие соединения с пластмассовыми и металлическими деталями с номинальными размерами от 1 до 500 мм и свыше 500 до 3150 мм, требования к которым определены в квалитетах от 12 до 17.
Помимо полей допусков предусмотренных в стандартах, регламентирующих требования к деталям, изготовленным из металла, дополнительно введены поля допусков для отверстий и валов изготовленных из пластмасс: ay, az, ze, AY, AZ, ZE. Они рекомендуются для образования посадок деталей из пластмасс с расширенными зазорами и натягами.
4. Расчет и назначение посадок
Выбор посадок при проектировании определяется эксплуатационно-конструкторскими требованиями, предъявляемыми к деталям, сборочным единицам и машине в целом.
При назначении посадок следует стремиться находить решение, отвечающее эксплуатационным требованиям при минимальных затратах на изготовление. Для наиболее ответственных соединений назначение посадок осуществляется на основании предварительных расчетов (расчетный метод). Наряду с этим применяются методы прецедентов или аналогов и метод подобия. В первом случае посадки выбираются по аналогии с уже применяемыми в надежно работающих механизмах. Недостатком этого метода является сложность оценки и сопоставления условий работы проектируемого изделия и аналога. Во втором случае посадки назначаются на основании рекомендаций стандартов, отраслевых технических документов и технической литературы.
При назначении посадки следует стремиться использовать в первую очередь посадки, рекомендуемые стандартами для предпочтительного применения или использовать предпочтительные поля допусков для образования комбинированной посадки.
При назначении посадки в точных квалитетах обычно допуск отверстия принимают на квалитет грубее, нежели вал, поскольку точное отверстие изготовить сложнее, чем вал.
4.1. Посадки с зазором
Посадки с зазором широко применяются, как в точных, так и в грубых квалитетах, для подвижных и неподвижных соединений. Существуют различные методы расчета посадок с зазором в зависимости от их функционального назначения, они приведены в соответствующей технической литературе (например, расчет посадок с зазором для подшипников жидкостного трения приводится в курсе деталей машин). Области применения предпочтительных посадок с зазором приведены ниже. Расположение полей допусков предпочтительных посадок с зазором в системе отверстия показаны на рис. 8.
Посадки H/h применяются в неподвижных соединениях с дополнительным креплением при частой сборке и разборке, а в подвижных соединениях – при медленных перемещениях и поворотах деталей. Минимальный зазор в этих посадках равен нулю.
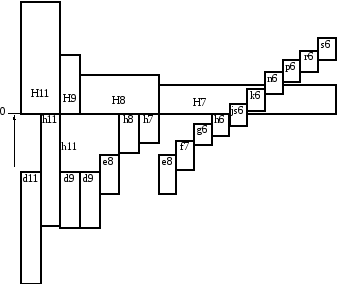
Рис. 8. Расположение полей допусков посадок предпочтительного применения
в системе отверстия
Посадка H7/h6 применяется в неподвижных соединениях при высоких требованиях к точности центрирования часто разбираемых деталей: сменные зубчатые колеса, центрирующие корпуса под подшипники, фрезы на оправках и т. д. Для подвижных соединений применяется для посадки шпинделя в корпусе сверлильного станка.
Посадки H8/h7, H8/h8 применяются при сниженных требованиях к точности центрирования, при большой длине соединения, например, при посадке измерительных головок в стойки и штативы.
Посадка H11/h11 предназначена для неподвижных и подвижных соединений малой точности. Например, для посадки муфт, звездочек, шкивов на валах, для неответственных шарниров и т. п.
Посадка H7/g6 имеет небольшой гарантированный зазор; применяется для точных соединений, в которых необходимо обеспечить плавность перемещений обычно при возвратно-поступательном перемещении, например в плунжерных и золотниковых парах, в шпинделях точных станков и делительных головок, в сменных кондукторных втулках.
Посадка H7/f7 широко применяется в точных подвижных соединениях, в подшипниках скольжения, в тормозном цилиндре автомобиля, в сопряжениях поршня с цилиндром компрессоров, в электромашинах и т. д.
Посадки H7/e8 и H8/e8 имеют значительный гарантированный зазор. Применяются при повышенных частотах вращения, значительных нагрузках, большой длине соединения (для подшипников жидкостного трения турбогенераторов, двигателей внутреннего сгорания, больших электромашин и коренных шеек коленчатых валов).
Посадки H/d имеют большой гарантированный зазор, обеспечивающий свободное перемещение и сборку деталей, и компенсацию значительных отклонений формы и взаимного расположения сопрягаемых поверхностей и их температурных деформаций.
Посадки H8/d9 и H9/d9 применяются для сопряжения трансмиссионных валов с подшипниками, для шкивов на валах и в шарнирах.
Посадка H11/d11 в основном применяется для крышек подшипников, для грубых шарниров, шестерен и муфт, свободно сидящих на осях и валах, для шарнирных соединений тяг и роликов на осях.