

26. Рельефная точечная контактная сварка: возможности и краткая характеристика, особенности, достоинства и недостатки.
Рельефная сварка - это разновидность точечной контактной сварки, при этом детали свариваются по естественным или искусственным выступам- рельефам, по которым пропускается ток и передается сжимающее усилие. Ее обозначение на чертеже - Кр.
Достоинство рельефной сварки в том что она позволяет сократить или свести на нет вмятины от электродов.
Недостаток заключается в неудобстве подготовки деталей, и напряжениям металла, если выступы на деталях не естественны и делаются механически.
Существует много разновидностей рельефной сварки. Наиболее распространенной является рельефная сварка листовых нахлесточных соединений. Чаще всего применяют сферические рельефы, имеющие в плане круглую форму. Сварку производят по одному или нескольким рельефам одновременно.
При сварке деталей большой толщины в качестве рельефов используют промежуточные вставки.
Основные разновидности рельефной сварки:
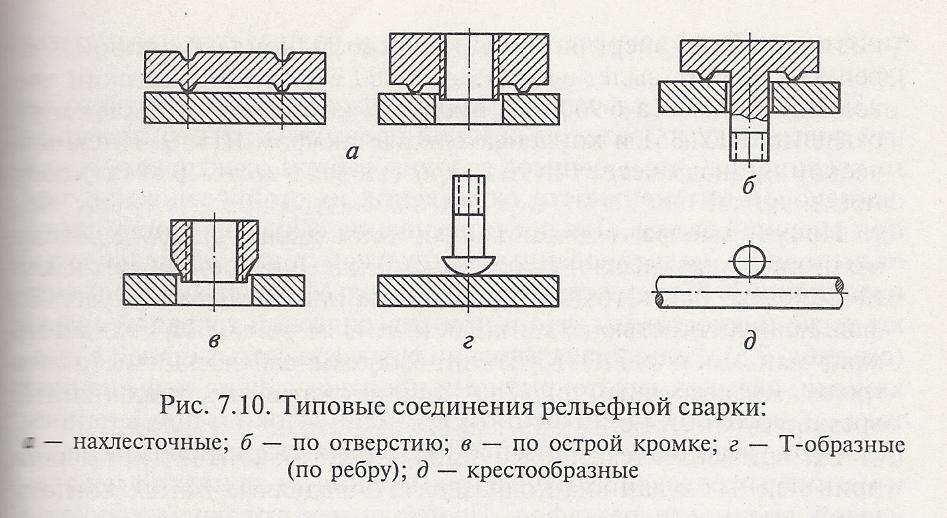
Сварка в нахлест
Сварка по отверстию
Сварка по острой кромке
Т- образная сварка( по ребру)
Крестообразная сварка( сварка по естественному рельефу)
Машины для рельефной сварки типа МР отличаются от точечных повышенной мощностью (до 820 кВ*А), меньшим вылетом электродов (плит), большей жесткостью силовых элементов, а также большим усилием сжатия( до 8000 Н) с возможностью одновременной сварки нескольких точек по рельефам.
27.Шовная контактная сварка: возможности и краткая характеристика, устройство машин для шовной контактной сварки.
Шовная (роликовая) контактная сварка (Кш) – детали сваривают перекрывающимися точками, по линии качения роликов- электродов. Сжимающие усилие, подвод тока и перемещение детали, производится с помощью этих вращающихся роликов.
Шовная сварка применяется в основном для нахлесточного соединения деталей для получения герметичных швов рядом перекрывающихся точек, а также для повышения производительности при сварке отдельными точками.
Качественная шовная сварка обязательно сопровождается образованием литой зоны, ширина которой (d) является основным параметром соединения.

Другие параметры:
Величина проплавления hп (0,2…0,8)s деталей
Глубина вмятины g ( не должна превышать 20% S металла)
Длинна литой зоны l
Величина перекрытия литой зоны f
Величина нахлестки В
Шаг точек lш
Группа ответственности сварного соединения ( А или Б) – соединения группы А должны иметь ширину литой зоны на 1 мм больше, чем у группы Б, и нахлестку (В) на 2 мм больше.
Существует три основные разновидности шовной сварки:
1)непрерывная ( постоянный импульс тока и постоянное вращение роликов)
2)импульсная( импульс тока и постоянное вращение роликов)
3)шаговая ( прерывистое включение тока и прерывистое(шаговое) включение роликов)
Машины для шовной сварки типа МШ (однофазные) и типа МШВ ( с выпрямлением тока во вторичном контуре) отличаются большой жесткостью станины, повышенными токами (16…120 кА), усилиями сжатия (500…5000 Н) и скоростью сварки (0,1…4,8 м/мин)
Классификация шовных машин осуществляется по следующим признакам :
По роду сварочного тока- переменного или постоянного, а также конденсаторные;
Характеру установки- стационарные или подвесные
Расположению роликов – для поперечной или продольной сварки; универсальные (обеспечивающие продольную и поперечную сварки);
Способу вращения роликов - осевое вращение только одного ролика или обоих сразу; радиальное вращение роликов при помощи шарошек; радиальное вращение роликов за счет сцепления с движущимся изделием; вращение роликов за счет сцепления с неподвижным изделием при поступательном перемещении каретки с роликами;
Способу подвода сварочного тока к изделию – с односторонним и двухсторонним подходами к детали;
Назначению - общего и специального назначения;
Виду сварки – для непрерывной и прерывистой сварок;
Степени автоматизации сварочного цикла – полуавтоматические и автоматические;

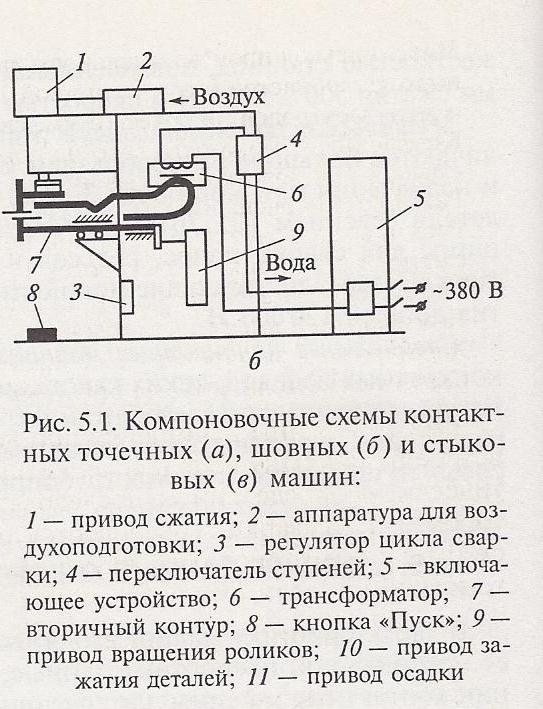
Конструкция шовных машин по компоновке и большинству узлов схожа с точечными. Основное отличие – в электродных устройствах, обеспечивающих надежный подвижный контакт и вращение токопроводных роликов. Поэтому машины снабжены приводом вращения с редуктором для повышения крутящего момента и снижения числа оборотов вращения с 1800 до 3об/мин.
28. Стыковая контактная сварка: возможности и краткая характеристика, устройство машин для стыковой контактной сварки.

Стыковая сварка- способ контактной сварки, при котором детали соединяют по всей площади касания торцов хотя бы одной детали. Детали при этом вначале зажимают в электродах- колодках, а затем сжимают, подводят ток и выдавливают окисленный и расплавленный металл в грат этими же электродами.
Стыковой сваркой сваривают проволоку, ленты, рельсы, трубы, обода, пилы, цепи и многое другое.
По характеру нагрева торцов деталей различают стыковую сварку: 1) сопротивлением
2) оплавлением
1) Стыковая сварка сопротивлением характеризуется тем, что стыки сжатых осевой силой деталей нагреваются проходящим током до пластичности или до расплавления только за счет джоулевой теплоты, а затем в конце сварки осаживаются с выдавливанием оксидов из стыка.
2) Стыковая сварка
оплавлением
 отличается от стыковой сварки
сопротивлением тем, что для локального
нагрева свариваемых торцов одновременно
используют два мощных источника нагрева-
дуговой разряд (электрическая дуга) и
джоулеву теплоту. Оплавление торцов
происходит в основном за счет короткой
электрической дуги, которая возникает
при сближении деталей, при включенном
напряжении.
отличается от стыковой сварки
сопротивлением тем, что для локального
нагрева свариваемых торцов одновременно
используют два мощных источника нагрева-
дуговой разряд (электрическая дуга) и
джоулеву теплоту. Оплавление торцов
происходит в основном за счет короткой
электрической дуги, которая возникает
при сближении деталей, при включенном
напряжении.

Для стыковой сварки сопротивлением основные параметры это:
Сварочный ток
Напряжение вторичного контура
Расстояние выступания деталей из токоведущих колодок (для круглых деталей примерно равно диаметру)
Величина осадки
Для стыковой сварки оплавлением основной параметр это
Скорость оплавления (vоп)
Машины для стыковой сварки типа МС, МСС, МСР, МСО отличаются большим разнообразием конструктивного выполнения и назначения при мощности (3…800 кВ*А) и способны сваривать детали сечением 10…70000 мм2.Особую группу составляют машины для сварки полос, рельсов и трубосварочные комплексы типа «Север», достигающие мощности 1000 кВ*А при усилии сжатия деталей 120000 Н.

К машинам для сварки сопротивлением относятся машины общего назначения(для сварки проволок и т.д.) и машины специального назначения ( для сварки ленточных пил).
Машины для стыковой сварки оплавлением составляют основную группу стыковых машин и классифицируются следующим образом:
По способу оплавления – непрерывное, с подогревом или импульсное;
По конструкции зажимных устройств – с рычажным, эксцентриковым, винтовым, электромеханическим, пневматическим, гидравлическим и комбинированным механизмами.
По конструкции механизма сжатия и осадки - с рычажным, пружинным, электромеханическим, пневматическим, гидравлическим и комбинированными механизмами.
По характеру импульса сварочного тока – переменного тока, конденсаторные, постоянного тока;
По назначению – универсальные общего применения и специальные.