

22.Условное обозначение машин для различных видов контактной сварки. Классификация контактных машин.

Контактные машины изготавливают по ГОСТ 297-80 « Машины контактные. Общие технические условия» и классифицируют:
По виду сварных соединений (стыковые, точечные, шовные)
По назначению (универсальные, специальные)
По характеру действия( полуавтоматические и автоматические)
По способу питания (постоянного и переменного тока, конденсаторные, трехфазные)
По механизму сжатия и осадки (рычажные, пневматические, гидравлические, пневмогидравлические, электромагнитные)
Для обозначения контактных машин принята буквенно- цифровая символика:
первая буква характеризует изделие ( М-машина, А- автомат, П- полуавтомат)
вторая буква указывает вид сварки (Т-точечная, Р-рельефная, Ш- шовная, С- стыковая)
Третья буква указывает особенность машин ( М-многоэлектродная, В- постоянного тока, К- конденсаторная, У- ультразвуковая, Р- рычажный привод сжатия, П- пневматический)
Одна, две или три первые цифры указывают величину номинального сварочного тока в тысячах ампер
Четвертая и пятая цифры указывают модификацию машины.
Машины для точечной сварки типа МТ отличаются большой мощностью (14…1000кВ *А), усилием сжатия (200…2500 Н), током сварки (от 6 до 100 кА), с максимальной производительностью до 250 сварок в минуту. Для сварки ответственных деталей используются машины постоянного тока типа МТВ мощностью до 650 кВ* А и усилием сжатия до 7200 Н.
Машины для рельефной сварки типа МР отличаются от точечных повышенной мощностью (до 820 кВ*А), меньшим вылетом электродов (плит), большей жесткостью силовых элементов, а также большим усилием сжатия( до 8000 Н) с возможностью одновременной сварки нескольких точек по рельефам.
Машины для шовной сварки типа МШ (однофазные) и типа МШВ ( с выпрямлением тока во вторичном контуре) отличаются большой жесткостью станины, повышенными токами (16…120 кА), усилиями сжатия (500…5000 Н) и скоростью сварки (0,1…4,8 м/мин)
Машины для стыковой сварки типа МС, МСС, МСР, МСО отличаются большим разнообразием конструктивного выполнения и назначения при мощности (3…800 кВ*А) и способны сваривать детали сечением 10…70000 мм2.Особую группу составляют машины для сварки полос, рельсов и трубосварочные комплексы типа «Север», достигающие мощности 1000 кВ*А при усилии сжатия деталей 120000 Н.
23.Основные части контактных машин и их краткая характеристика.
В компоновочном отношении контактные машины для точечной, шовной и стыковой сварки состоят из электрической и механической частей, пневмогидравлической и водяной систем.
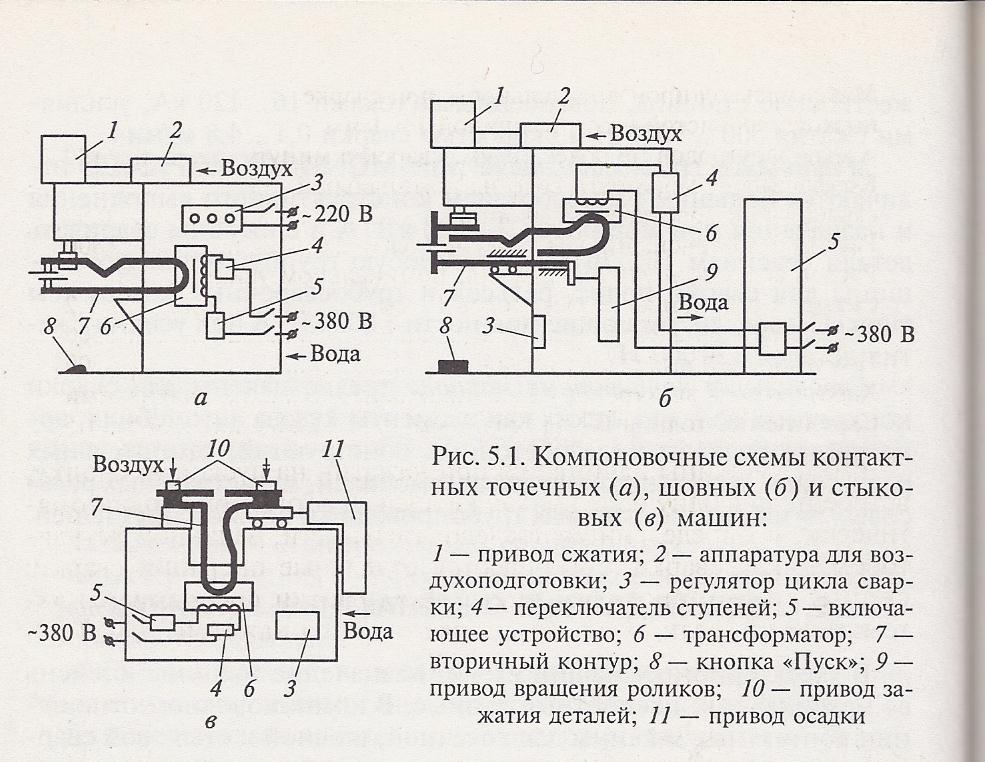
Электрическая часть машины включает в себя силовой сварочный трансформатор 6 с переключателем 4 ступеней; вторичный контур 3 для подвода силового тока к свариваемым деталям; прерыватель или размыкатель (включающее устройство) 5 первичного тока сварочного трансформатора; регулятор 7 цикла сварки, обеспечивающий заданную последовательность операций цикла сварки и регулировку параметров режима сварки.
Механическая часть включает в себя привод 1 сжатия для точечных и шовных машин; привод 10 сжатия и привод осадки деталей- для стыковых машин; привод 9 вращения роликов- для шовных машин.
Пневматическая система машины состоит из аппаратуры 2 для воздухоподготовки ( фильтры, лубрикаторы), регулирования ( редукторы, манометры, дросселирующие клапаны ) и подвода воздуха ( электропневматические клапаны, краны, запорные вентили, штуцера) к приводу сжатия.
Система водяного охлаждения контактной машины состоит из разводящей и приемной гребенок, водоохлаждаемых полостей, вторичного контура, разводящих шлангов, запорных вентилей и водяного реле, отключающего машину при отсутствии подачи воды в игнитронные лампы или тиристоры.