

1.4 Определение типа производства
Тип производства и соответствующие ему формы организации труда во многом определяют структуру технологического процесса. Тип производства (единичное, серийное или массовое) характеризуется номенклатурой и объемом выпуска изделий (годовой производственной программой), их массой и габаритными размерами, а также другими признаками . Для механической обработки деталей тип производства достаточно точно можно установить, пользуясь таблицей. Более строго тип производства определяют после расчета такта выпуска tв = 60Ф/N (где Ф - фонд рабочего времени, ч; N - программа выпуска изделий, шт.) и сравнения его со средним штучным временем τшт.ср для n основных операций.
Если tв ≤ τшт.ср, то производство считается массовым. При этом целесообразно закрепление постоянно выполняемой операции за отдельным рабочим местом, так как обеспечивается достаточно высокая (не ниже 70 %) загрузка оборудования. Длительность основных операций τштi определяют на основе прикидочных расчетов исходя из размеров наиболее характерных поверхностей детали и пользуясь укрупненными нормативами для нормирования времени обработки.
Таблица №4 Выбор типа производства по программе выпуска
Тип производства |
Число обрабатываемых в год деталей (изделий) |
||
крупных (М > 50 кг) |
средних (50 кг ≥ М ≥ 1 кг) |
мелких (М ≤ 1 кг) |
|
Единичное |
До 5 |
До 10 |
До 100 |
Серийное |
Свыше 5 до 1 000 |
Свыше 10 до 5 000 |
Свыше 100 до 50000 |
Массовое |
Свыше 1 000 |
Свыше 5 000 |
Свыше 50000 |
Примечание. Предельные значения массы М в различных отраслях машиностроения могут быть разными.
Если tв > τшт.ср, то производство принимают серийным. Устанавливают оптимальный размер производственной партии q = aN/252 и в зависимости от него - уровень серийности . В условиях серийного производства высокая загрузка оборудования обеспечивается тем, что после обработки партии q{ станок (линию) перестраивают (переналаживают) на обработку партии q2 других деталей. Размеры партии корректируют исходя из трудоемкости наладки оборудования, длительности процессов обработки, календарных сроков выпуска изделий, затрат незавершенного производства, номенклатуры изделий и других организационных и экономических соображений. При последующей детальной разработке технологического процесса установленные объемы производственных партий могут корректироваться повторно.
При серийном изготовлении конструктивно и технологически схожих деталей в цехах организуют предметно-замкнутые участки; в других случаях - групповую обработку или переменно-поточные линии.
Формула определение типа производства:
![]() ,
,
![]() ,
,
где Fэ – эффективный годовой фонд времени работы оборудования
(принимаем по станкам с ЧПУ Fэ =3745).
1.2.2. Среднее штучное время
tш.ср.
=![]() = 5,35 мин/шт,
= 5,35 мин/шт,
где n – число операций = 9.
1.2.3. Коэффициент закрепления операций
Кзо
=![]()
Таблица №5
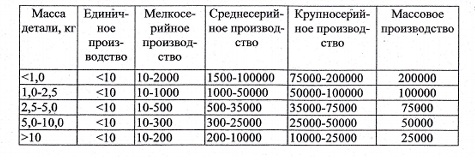
Таблица выше для определения типа производства от программы выпуска и массы изделия.