

1.ОТЧЁТ №1
1.1.Цель работы:
1.1.1. Ознакомиться с методами микроскопического анализа.
1.1.2. Изучить устройство и принцип работы металлографического микроскопа.
1.2.Оборудование:
1.2.1.Металлографический микроскоп.
1.2.2.Образцы для микроскопа.
1.2.3.Напильник,шлифовальная шкурка.
1.2.4.Полировальный станок.
1.2.5.Реактивы для травления.
1.2.6. Спирт.
1.2.7.Вата.
1.3.Ход работы:
1.3.1.Назначение микроанализа.
Микроанализ – изучение строение металлов и сплавов с помощью металлографического микроскопа при увелечении в 50-200 раз.
Определяют:
1)форму и размер кристаллических зерен,из которых состоит металл или сплав.
2)изучение внутреннего строения сплава.
3)микропорки металла – микротрещины,раковины и тп.
4)неметаллические включения – сульфиды,окислы и др.
2.Приготовление микрошлифа.
Микроскопический анализ включает приготовление микрошлифов и исследование их с помощью металлографического микроскопа.
Микрошлиф – образец металла поверхность которого подготовлена для микроанализа.
1.3.2.Размеры и формы образца.
цилиндрическая форма диаметр 10-12мм и высотой 0.7-0.8мм.
прямоугольник 12х12х10
небольшого сечения, заливка в специальной оправке
запрессовать в пластмассу

Рисунок 1.1.
1.3.3.Получение плоской поверхности образца.
Получение плоской поверхности достигается опиливанием напильником или заточкой на абразивном круге.
1.3.4.Шлифование поверхности образца.
Полученную плоскую поверхность образца шлифуют на шлифовальной шкурке с зернами различных размеров.
Механическое шлифование на шлифование на шлифовальных машинах.
1.3.5.Полирование поверхности образца.
Получение блестящей зеркальной поверхности.
Механическая – проводится на станке,смачивают полировальной жидкостью 5-10 мин.
Состав: мелкие порошки,магнезия,окись хрома,окись магния,крокус,глинозем.
Промыть образец,протиреть ватой смоченной спиртом,хранить в эксикаторе с хлористым кальцием.
1.3.6.Травление.
Сущность процесса выявление структуры металлов и сплавов травлением заключается в различной степени растворения или окрашивания отдельных структурных хим.соединений.
Способы:
1)реактив налить в небольшую фарфоровую чашку,
щипцами погружают в травитель полированной поверхностью.
2)реактив наливают в небольшую фарфоровую чашку,
щипцами погружают в травитель полированной поверхностью вниз и не прерывно.
3)образец держат в левой руке полированной поверхностью вверх,на поверхность наливают небольшое количество травителя так чтобы травитель быстро разлился и покрыл всю полированную поверхность.
Результат травления – четкое выявления микроструктуры, а если выявлена шлиф не дотравлен и его травят повторно.
1.3.7.Подготовленный для исследования микроструктуры микрошлифа рассматривают в металлографическом микроскопе
2.ОТЧЁТ №2
1.1.Цель работы:
1.1.1.Ознакомиться с методами определения твердости металлов по Бринеллю.
1.2.Оборудование:
1) автоматический рычажный пресс
2)образцы стали и сплавов цветных металлов
3) лупа
4) наждачное точило
5) напильник
1.3.Ход работы:
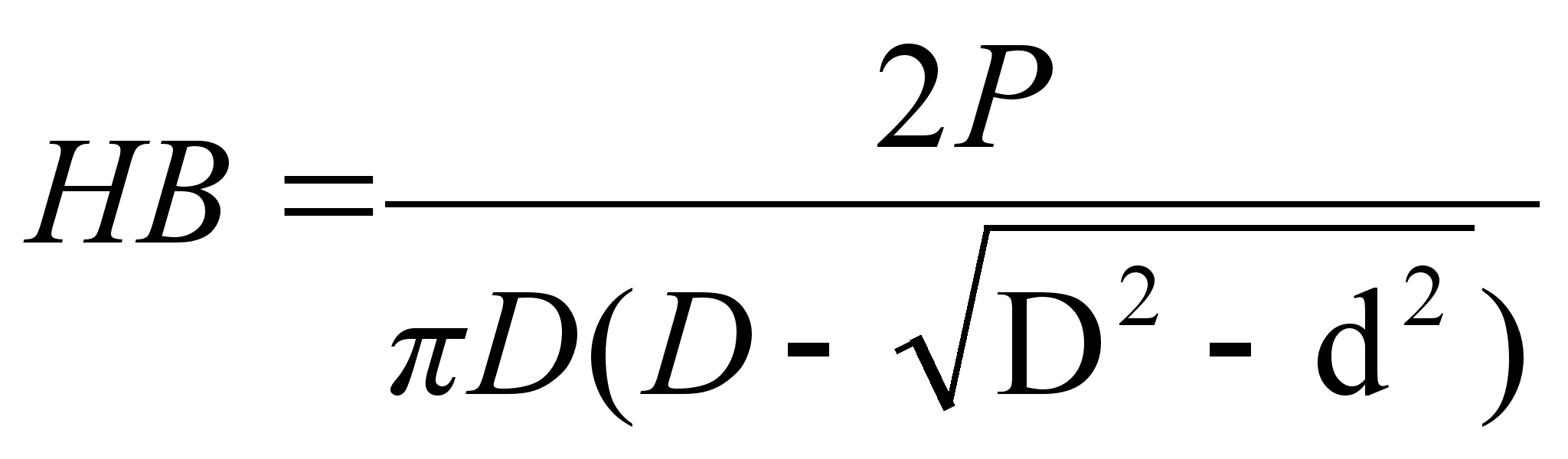
1.3.1.Схема испытания и величина твердости по Бринеллю.
Производится вдавливание в испытуемый образец стального шарика определенного диаметра под действием заданной нагрузки в течение определенного времени.
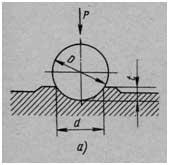
Рисунок 2.1
![]()
F - Поверхность шарового сечения
![]()
D – диаметр шарика(мм)
h - глубина отпечатка
1.3.2. Наиболее распространённым прибором для испытания на твердость по Бринеллю является автоматический рычажный пресс.Взависимости от грузов,установленных на подвеске создается различная нагрузка.
Выбор диаметра шарика и нагрузки
Материал |
Пределы измерения твердости |
Минимальная толщина образца |
Соотношение между нагрузкой Р и диаметром шарика D |
Диаметр шарика |
Нагрузка шарика Р,Н |
Выдержка под нагрузкой |
Черные металлы |
1400-4500 |
6-3 4-2 < 2 |
P=300 D2 |
10,0 5,0 2,5 |
30000 7500 1875 |
10 |
<1400 |
> 6 6-3 < 3 |
P=100D2 |
10,0 5,0 2,5 |
10000 2500 625 |
10 |
Таблица 2.1.
1.3.4.Методика измерения отпечатка и определения твердости:

Рисунок 2.2.
1.3.5.Протокол испытания на твердость по Бринеллю.
№ п/п |
Материал Толщина Образца(мм) |
Условия испытания |
Диаметр отпечатка |
Твердость НВ |
||||||
Отпечаток |
Отпечаток |
Среднее |
||||||||
1 |
2 |
3 |
1 |
2 |
3 |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Сталь 20 10 (мм) |
10 |
|
|
|
|
|
|
1593 |
|
2 |
Сталь 60 10 (мм) |
10 |
|
|
|
|
|
|
2610 |
|
Таблица 2.2.
1.4.Вывод.
Метод определения твердости по Бринеллю позволяет определить твердость средне твердых металлов.
3.ОТЧЕТ №3
1.1.Цель работы:
1.1.1.Ознакомиться с методом определения твердости металлов по Роквеллу, по глубине вдавливания алмазного конуса или шарика.
1.2.Оборудование:
1) прибор Роквелл
2) образцы стали в закаленном состоянии
3) наждачное точило
4) напильник
5) шлифовальная шкурка
1.3.Ход работы:
1.3.1.Испытания на твердость по Роквеллу производятся вдавливанием в испытуемый образец алмазного конуса с углом 120°и стального закаленного шарика диаметром 1,588мм.
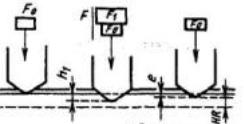
Рисунок3.1.
1.3.2.Шкала твердости прибора.
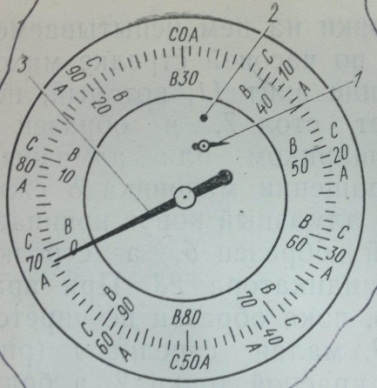
Рисунок 3.2.
Циферблат индикатора имеет две шкалы (черную) и (красную). По черной шкале отсчитываются показания испытаний алмазным конусом при нагрузках и обозначаются(HRA) и (HRC), а по красной — испытаний стальным шариком при нагрузке и обозначаются (HRB).
1.3.3.Виды наконечника.
№ п/п |
Вид наконечника |
Нагрузка |
Твердость поРРоквеллу |
Пределы измерен в един тверд по Роквеллу |
1 |
Алмазный конус |
1500 |
HRC |
20-67 |
Таблица 3.1.
1.3.4. Протокол испытания на твердость по Роквеллу.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3.2.
1.5.Вывод.
Метод определения твердости по Роквеллу позволяет определить твердость очень твердых металлов.
4.ОТЧЁТ № 4
4.1. Цель работы:
4.1.2. Ознакомится с принципом работы магнитного дефектоскопа и методикой магнитной дефектоскопии.
4.1.3. Оборудование:
1) ПМД-70
2) магнитный дефектоскоп
3) щупы.
4.2. Ход работы:
4.2.1. Сущность порошкового контроля.
В основу магнитного порошкового контроля положен принцип создания в ферромагнитных материалах магнитного потока, образующего поля рассеивания над дефектами.
Магнитным методом выявляют поверхностные и подповерхностные дефекты на глубине до 6 мм.усталостные, термические, шлифовочные трещины, волосовины закаты и дефекты сварных швов.
Контроль детали производят в присутствии намагничивающего поля и на остаточной намагниченности, намагничивают целиком всю деталь или по участкам.
4.2.2. Для создания магнитного потока применяют следующие способы намагничивания.
1) полюсное – при котором деталь приобретает явно выраженные магнитные полюсы.
2)Циркулярное –
при магнитные линии замыкаются внутри
самой детали и она не имеет явных
полюсов, пропусканием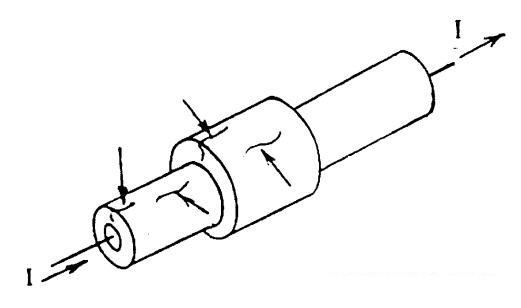
Тока через деталь.
Рисунок 4.1.
3 )
Комбинированное – осуществляется
пропусканием тока через деталь помещенную
между полюсами электромагнита.
)
Комбинированное – осуществляется
пропусканием тока через деталь помещенную
между полюсами электромагнита.
Рисунок 4.2.
4.2.3. Магнитные порошки и магнитные суспензии.
1) Темные порошок – это окалина низкоуглеродистой стали, железный сурик, окись железа.
2) Светлый порошок – смесь темного порошка с красителями алюминевый порошком, окисью цинка.
Темная магнитная суспензия – это смесь темного магнитного порошка и трансформаторного масла.
Светлая магнитная суспензия – это смесь светлого магнитного порошка и трансформаторного масла.
4.2.4. Магнитный дефектоскоп.
- предназначен для выявления поверхностных и подповерхностных дефектов.
- дефектоскоп рассчитан на работу в цеховых, лабораторных или полевых условиях.
- дефектоскоп позволяет контролировать различные по форме детали.
- дефектоскоп обеспечивает размагничивание деталей после контроля.
- дефектоскоп устойчиво работает при температуре окружающей среды от -30гр. до +50гр. при относит.влажности 3%. и атмосферного давления от 84 до 106,7Кпа.
4.7. Подготовка дефектоскопа к работе.
4.7.1. Необходимо установить дефектоскоп на рабочем месте, подготовить необходимые уст-ва.
4.7.2. Подключить ручные электроконтакты или гибкий кабель в зависимости от решаемой задачи контроля.
4.7.3. Подключить ручные электро-контакты вилку кнопки управления, расположенной на 1 электро-контакте, включает в розетку кнопка эл.контакта.
4.7.4. Подключить кабель питания 1к разъему ПИТАНИЕ импульсного блока.
5.ОТЧЁТ № 5
5.1. Цель работы:
5.1.1. Ознакомиться с принципом работы ультразвукового дефектоскопа и методикой ультразвуковой дефектоскопии.
5.2. Оборудование:
5.2.1. ультразвуковой дефектоскоп.
5.3.2. детали для контроля.
5.4.3. щупы.
5.3. Ход работы:
|
|
|
|
|
|
|
|
|
|
Таблица 5.1.
5.3.1. Сущность.
У льтразвуковой
метод дефектоскопии основан на принципе
приема ультразвуковых импульсов, отражен
от дефекта внутри металла.На поверхности
детали устанавливают пьезоэлектрический
вибратор с пластинкой титаната бария,
электрически связанной с прибором.
льтразвуковой
метод дефектоскопии основан на принципе
приема ультразвуковых импульсов, отражен
от дефекта внутри металла.На поверхности
детали устанавливают пьезоэлектрический
вибратор с пластинкой титаната бария,
электрически связанной с прибором.
5.3.2.Электронно-лучевая трубка.
Индикатором в дефектоскопе служит электронно-лучевая трубка на экране с помощью специального развертывающего устройства возникает временная диаграмма.
5.3.3. Назначение:
Дефектоскоп предназначен для выявления внутренних дефектов в деталях.Элементы управления,расположенные на передней панели дефектоскопа.
5.3.4. Работа на дефектоскопе:
1) поверхность детали должна иметь с проверяемой стороны равные,плоские,чистые.
2) использование частоты тока 2.5 МГЦ,стальные литье,детали чугуна 1.25МГЦ.
3) покрыть тонким слоем масла.
4) установление колодок переключателей.
5) устанавливают все выключатели на передней панели в положении “ВЫКЛЮЧЕНО”.
6) вставляют один конец сетевого шланга в гнездо.