

ТКМ Л 6 7 М
.docxМинистерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторной работе № 6
"Исследование технологических возможностей вытяжки"
Студент (ка) группы 23332/1 _____________ М.И. Косолапова
Преподаватель _____________ Е.Н.Крупкина
Санкт-Петербург
2018
1. Цель работы: знание устройства штампов, технологических возможностей вытяжки, области применения операций листовой штамповки, умение оценивать пределы формоизменения заготовки, проектировать технологический процесс штампуемой из листового проката детали, приобретение практических навыков.
2. Сущность формоизменяющих операций листовой штамповки. Область применения вытяжки (перечислить и кратко описать шесть операций).
3. Схема вытяжки и форма изделий по переходам. (ВРУЧНУЮ ПО ЛИНЕЙКЕ)
(см. рис.??? в методич. пособии)
4. Напряженно-деформированное состояние материала на стенке, фланцевой и донной частях заготовки (ВРУЧНУЮ ПО ЛИНЕЙКЕ) (см. рис. в пособии)
5. Таблица опытных данных
|
Номер опыта |
Материал |
Размеры, мм |
Коэффициент вытяжки ki |
Усилие прессаP, кН |
Наличие и вид дефекта |
|||
|
Заготовка |
Деталь |
|||||||
|
h0 |
Di-1 |
di |
H |
|||||
|
1 |
Л63 |
|
|
|
|
|
|
|
|
2 |
Л63 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
3 |
Л63 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
6. Пример расчета коэффициента вытяжки (для строки №….)
Коэффициент
вытяжки рассчитывается по формуле ![]()
![]() ,
,
где
![]()
![]() диаметр исходной заготовки или диаметр,
полученного предыдущей вытяжкой; di
- диаметр вытягиваемого изделия.
диаметр исходной заготовки или диаметр,
полученного предыдущей вытяжкой; di
- диаметр вытягиваемого изделия.
Пример одного из расчетов (опыт 3, строка 2):
ki =
6. Выводы о допустимом для данного материала коэффициенте вытяжки, об основных приемах расширения технологических возможностей вытяжки.
Министерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторных работе № 7
"Исследование влияния химического состава
сплавов на свариваемость"
Студент (ка) группы 23332/1 (подпись) М.И. Косолапова
Преподаватель (подпись) Е.Н.Крупкина
Санкт-Петербург
2018
1. Цель работы: знание методики технологических испытаний материалов на свариваемость, основных дефектов сварного шва и причин их возникновения; умение оценить свариваемость сплавов при известном химическом составе и правильно выбрать условия сварки.
2. Сущность сварки плавлением. Свариваемость сталей и сплавов.
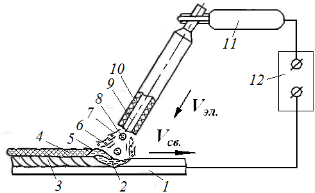
3. Схема ручной дуговой сварки. (ЗАПОЛНИТЬ ПОДПИСИ ПОД РИС.)
|
|
|
1. Заготовка 2. _________ 3. Сварной шов 4. ____________________ 5. __________ 6. _____________ 7. Сварочная дуга 8. ___________________ 9. _____________________ 10. _________________ 11. Электрододержатель 12. Источник питания |
4. Эскиз одного из полученных образцов с изображением сварного шва и его дефектов. (РИС. ВРУЧНУЮ С ПОМОЩЬЮ ЦИРКУЛЯ ИЛИ ШАБЛОНА)
5. Химический состав заданных сплавов. Эквивалентное содержание углерода. Группа стали по свариваемости. Наличие и виды дефектов сварных швов.
|
№ п/п |
Сплав |
C, Сэ, % |
Группа |
Условия сварки пробы |
||
|
Предварительный подогрев |
Естественное охлаждение на воздухе |
Охлаждение водой (сварка на морозе) |
||||
|
1 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
Расчет Сэ ,% для всех марок, где этот расчет необходим:
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
6. Рекомендации по бездефектной сварке (см. пособие):
|
Сплав |
Условия бездефектной сварки |
Вид и режимы термической обработки после сварки |
|
1-ой группы |
|
|
|
2-ой группы |
|
|
|
3-ей группы |
|
|
|
4-ой группы |
|
|
|
Чугун |
|
|
7. Выводы о причинах дефектов на пробах.