


|
Оглавление |
|
|
|
|
|
0. Введение............................................................................................................. |
5 |
|
1. Проектирование фасонного призматического резца...................................... |
6 |
|
1.1. Нумерация поверхностей детали............................................................... |
6 |
|
1.2. Определение размеров детали с симметричными допусками................ |
7 |
|
1.3. Определение рабочих размеров режущих кромок резца в осевой плоскости................................................................................................................ |
8 |
|
1.4. Выбор углов резца в главной секущей плоскости................................... |
9 |
|
1.5. Определение геометрии режущих кромок в нормальном сечении рез-ца аналитическим способом.................................................................................. |
10 |
|
1.6. Определение геометрии режущих кромок в нормальном сечении рез-ца графическим способом..................................................................................... |
13 |
|
1.7. Определение размеров резца в связи с измерительными базами........... |
13 |
|
1.8. Определение дополнительных режущих кромок..................................... |
15 |
|
1.9. Конструирование резца.............................................................................. |
15 |
|
1.10. Проектирование шаблона и контршаблона............................................ |
16 |
|
1.11. Конструирование резцедержателя для фасонного резца...................... |
17 |
|
2. Проектирование круглой протяжки................................................................. |
17 |
|
2.1. Определение основных характеристик..................................................... |
18 |
|
2.2. Определение размеров хвостовика........................................................... |
18 |
|
2.3. Определение геометрии протяжки............................................................ |
18 |
|
2.4. Определение режимов резания.................................................................. |
19 |
|
2.5. Определение размеров зубьев................................................................... |
19 |
|
2.6. Определение сил резания........................................................................... |
20 |
|
2.7. Определение размеров протяжки.............................................................. |
21 |
|
3. Проектирование червячной модульной фрезы............................................... |
23 |
|
3.1. Определение основных характеристик..................................................... |
23 |
|
3.2. Определение размеров и геометрии режущей части............................... |
23 |
|
3.3. Определение основных размеров.............................................................. |
26 |
|
Заключение............................................................................................................. |
28 |
|
Список использованных источников................................................................... |
29 |
Введение
В настоящее время огромная часть продукции производства, как и многие годы ранее, частично или полностью изготавливается с использованием металлорежущих инструментов, которые применяются как в заготовительных, так и отделочных операциях технологических процессов. Бесчисленное многообразие конструктивных вариантов инструментов позволяет получать изделия практически любой сложности и конфигурации.
Основными задачами проектирования современного режущего инструмента являются совершенствования его геометрии, особенно при проектировании зубо- и резьбообрабатывающего инструмента и другого фасонного инструмента, и увеличение стойкости инструмента путём разработки новых сплавов.
В данном курсовом проекте необходимо произвести расчёт:
-
фасонного призматического резца;
-
круглой протяжки;
-
модульной червячной фрезы.
-
Проектирование фасонного призматического резца
Фасонные резцы представляют собой резцы, повторяющие своей геометрией контур обрабатываемой детали. Применяются в серийном и массовом производстве в виду дороговизны и длительности своего производства. Способны обеспечить точность по 8–12 квалитетам.
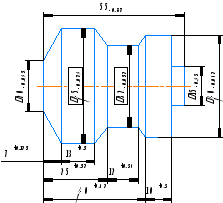
Рисунок 1 – Деталь
Деталь представляет собой тело вращения, на поверхности которой имеется четыре цилиндрических, три конических и одна торцовая поверхность. Материал детали – латунь Л63.
-
Нумерация поверхностей детали
Нумерация производится в порядке удаления поверхности от оси детали.

Рисунок 2 – Нумерация поверхностей детали
-
Определение размеров детали с симметричными допусками
|
|
|
(1) |

 ;
;
 ;
;
 ;
;
 ;
;

Рисунок 3 – Размеры детали с симметричными допусками
 ;
;
 ;
;
 ;
;
 .
.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
-
Определение рабочих размеров режущих кромок резца в осевой плоскости
Допуски на изготовление резцов обычно принимают 20% от допусков на соответствующие размеры детали.
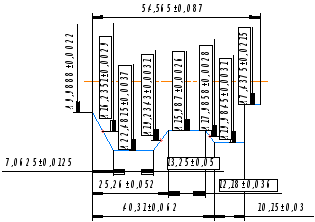
Рисунок 4 – Размеры режущей кромки резца в осевой плоскости
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
-
Выбор углов резца в главной секущей плоскости
Латунь Л63, из которой изготавливается деталь, является мягким материалом и поэтому резцу для её обработки требуются большие положительные передний и задний углы. Для резцов из быстрорежущей стали Р6М5 они могут быть равны [1, 130 с., т. 3.48]:
 ;
;
 ;
;
 ;
;
 .
.
-
Определение геометрии режущих кромок в нормальном сечении резца аналитическим способом [1, 138-139 с.]
|
|
|
(2) |

 .
.
|
|
|
(3) |
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
На конических поверхностях необходимо проверить уменьшенный задний угол в сечении нормальном режущей кромке.
|
|
|
(4) |
|
|
где: |
φ – половина угла конуса. |
||


 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
При переднем угле в 10º отклонение допусков радиусов от допусков профиля резца в плоскости передней поверхности ~1,5%.
|
|
|
(5) |

 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 – радиальный
прогиб на участке 2–7;
– радиальный
прогиб на участке 2–7;
 – радиальный
прогиб на участке 3–7;
– радиальный
прогиб на участке 3–7;
 – радиальный
прогиб на участке 3–6.
– радиальный
прогиб на участке 3–6.
|
|
|
(6) |

 ;
;
 ;
;
 ;
;
 .
.
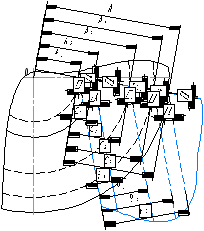
Рисунок 5 – Геометрические параметры режущей части резца
|
|
|
(7) |

 ;
;
 ;
;
 ;
;
 .
.
-
Определение геометрии режущих кромок в нормальном сечении резца графическим способом (рис. 6)
Определение геометрии фасонного резца графическим способом заключается в проецировании поверхности детали на режущей кромке на плоскость ортогональную к задней поверхности резца.
Полученные размеры резца соответствуют значениям, полученным аналитическим способом.
-
Определение размеров резца в связи с измерительными базами [2, 22 с., ф. 3.6-3.7]
|
|
|
(8) |
|
|
где: |
AΣ max,min,ср – максимальный (минимальный, средний) размеры замыкающего звена; |
||
|
|
Aув max,min,ср – максимальный (минимальный, средний) размеры увеличивающих звеньев; |
||
|
|
Aум min,max,ср – минимальный (максимальный, средний) размеры уменьшающих звеньев. |
||

Для нахождения всех размеров необходимо уменьшить наибольшие допуски.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
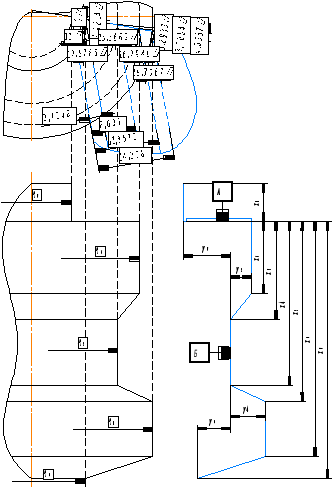
Рисунок 6 – Геометрические параметры режущей части резца
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
-
Определение дополнительных режущих кромок
|
|
|
|
|
|
|
|
|
|
|
|
 ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; .
.
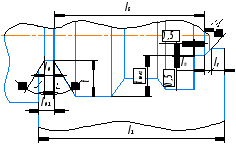
Рисунок 7 – дополнительные режущие кромки резца
-
Конструирование резца [1, 132 с., т. 3.49]
|
|
|
 ;
; ;
; ;
; ;
; ;
; .
. ;
; .
.
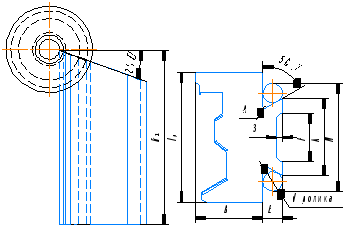
Рисунок 8 – Конструкция резца
-
Проектирование шаблона и контршаблона
За номинальные размеры шаблона и контршаблона принимаются размеры резца, исполнение которых обеспечит наибольшую массу резца. Допуски на размеры шаблона назначаются в его тело равными 10% допуска на размер резца, допуски на размеры контршаблона назначаются симметричными.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
-
Конструирование резцедержателя для фасонного резца
Резец устанавливается в резцедержатель зажимом ласточкина хвоста. Положение резца по высоте задаётся регулировочным винтом.
-
Проектирование круглой протяжки
Протяжки представляют собой многолезвийный ступенчатый режущий инструмент, предназначенный для обработки фасонных поверхностей. Применяются в серийном и массовом производстве в виду дороговизны и длительности своего производства. Способны обеспечить точность до 6 квалитета и шероховатость до Ra0,32.

Рисунок 9 – Отверстие
|
Таблица 1 – Исходные данные |
|||
|
Заготовка |
Характеристика |
Станок |
Характеристика |
|
Материал детали |
Сталь 20 |
Тип |
Протяжной |
|
Твёрдость |
HB 163 |
Модель |
7А510 |
|
Термообработка |
высокий отпуск |
Тяговая сила, кН |
100 |
|
Предварительная обработка |
механическая |
Диапазон скоростей, м/мин |
1,5...13 |
|
Продолжение таблицы 1 |
|||
|
Предварительный размер, мм |
Ø36(+0,3) |
Длина протягивания, мм |
30 |
|
Требуемый размер, мм |
Ø38H7(+0,025) |
Длина хода штока, мм |
100...1250 |
|
Требуемая шероховатость, мкм |
Ra1,25 |
Состояние станка |
новый |
-
Определение основных характеристик
Группа обрабатываемости материала – I [3, 541 с., т. 8.1].
Группа качества требуемой поверхности – 1 [3, 542 с., т. 8.2].
Материал режущей части протяжки – сталь Р6М5 [3, 543 с.].
Материал хвостовиков протяжки – сталь 40Х [3, 543 с.].
-
Определение размеров хвостовика [4, т. 2]
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; .
.
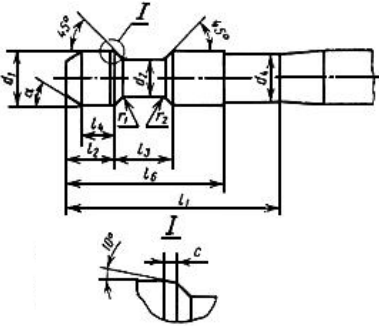
Рисунок 10 – Размеры хвостовика протяжки
-
Определение геометрии протяжки
Углы в главной секущей плоскости [5, пр. 1]
|
|
|
|
|
|
|
|
|
 ;
; ;
; ;
; ;
; .
.-
Определение режимов резания [3, 547 с., т. 8.7-8.9]
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
-
Определение размеров зубьев [5, пр. 2, т. 1]
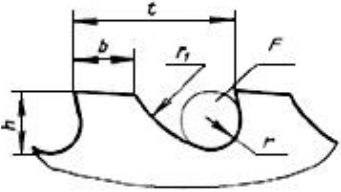
Рисунок 11 – Форма и размеры профиля зубьев
Высота зубьев [3, 549 с.].
|
|
|
(9) |
|
|
где: |
K – коэффициент заполнения стружечной канавки. |
||

 ;
;
 .
.
Шаг зубьев [3, 550 с.]
|
|
|
(10) |

 ;
;
 .
.
Толщина зубьев [3, 550 с.]
|
|
|
(11) |

 ;
;
 .
.
Радиус на передней и задней поверхностях зубьев [3, 550 с.]
|
|
|
(12) |

 ;
;
 .
.
|
|
|
(13) |

 ;
;
 .
.

Рисунок 12 – шаги чистовых и калибрующих зубьев [5, пр. 2, т. 2]
|
|
|
|
 ;
; ;
; .
.-
Определение сил резания
Максимальная сила протягивания [3, 554]
|
|
|
(14) |
|
|
где: |
Pz msx – максимальная сила протягивания; |
||
|
|
kc – удельная сила резания при протягивании; |
||
|
|
zр – наибольшее количество одновременно работающих зубьев; |
||
|
|
KМ – коэффициент, учитывающий влияние обрабатываемого материала; |
||
|
|
KСОЖ – коэффициент, учитывающий влияние СОЖ; |
||
|
|
Kγ – коэффициент, учитывающий влияние переднего угла; |
||
|
|
Kи – коэффициент, учитывающий влияние износа зубьев; |
||
|
|
Kк – коэффициент, учитывающий влияние группы качества протягиваемого отверстия; |
||
|
|
Kр – коэффициент, учитывающий влияние способа разделения стружки. |
||

 .
.
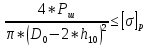
Сила, допустимая прочностью хвостовика [3, 545 с.]
|
|
|
(15) |
|
|
где: |
Pх – сила, допускаемая прочностью хвостовика; |
||
|
|
[σ]р – допустимое напряжение при растяжении; |
||
|
|
Fос – площадь опасного сечения хвостовика. |
||

 .
.
Сила, допустимая прочностью шейки перед первым зубом [3, 553 с.]
|
|
|
(16) |
|
|
где: |
Pш – сила, допускаемая прочностью шейки; |
||
 .
.
-
Определение размеров протяжки [5, т. 1]
Количество групп пар зубьев [3, 561 с.]
|
|
|
(17) |

 ;
;
 ;
;
 ;
;
 .
.
Заданным условиям соответствует протяжка 2400-0307 ГОСТ 20365-74.
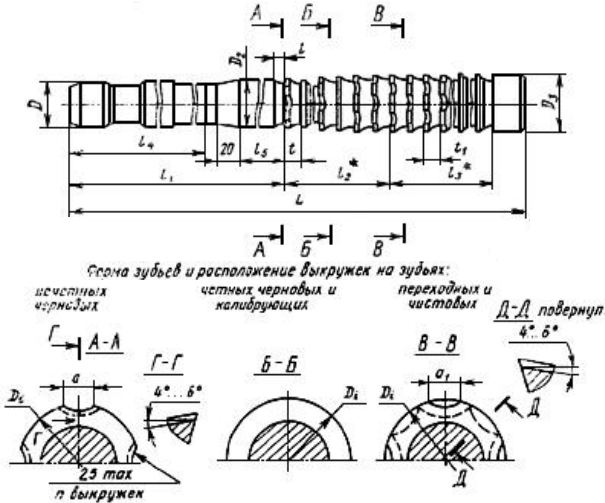
Рисунок 13 – Размеры круглой протяжки
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; ;
; .
. ;
;
-
Проектирование червячной модульной фрезы
Червячные модульные фрезы представляют собой зубообрабатывающий инструмент, имитирующий обкат заготовки зубчатого колеса зубчатой рейкой. В силу своей универсальности применяются в любом типе производства. Способны производить колёса до 5 степени точности (прецизионные фрезы).
|
Таблица 2 – Исходные данные |
|||
|
Характеристика |
Величина |
Характеристика |
Величина |
|
Тип фрезы |
Общего назначения |
Число заходов |
1 |
|
Модуль m, мм |
3 |
Направление нарезки |
Правое |
|
z |
28 |
Признак фрезы |
Чистовая |
|
Угол зацепления αω, º |
20 |
Метод профилирования |
Осевое |
-
Определение основных характеристик
Материал фрезы – сталь Р6М5 [3, 839 с.];
Конструктивное исполнение – цельная [3, 840 с.];
Класс точности – AA [3, 840 с.].
-
Определение размеров и геометрии режущей части [3, 945-953 с.]
Высота головки зуба фрезы:
|
|
|
(18) |
|
|
где: |
mn0 – модуль в нормальном сечении. |
||

 .
.
Высота ножки зуба фрезы:
|
|
|
(19) |

 .
.
Высота профиля зуба фрезы:
|
|
|
(20) |

 .
.
Радиусы закруглений на головке и ножке зубьев:
|
|
|
(21) |

 ;
;
 .
.
Диаметр делительного цилиндра фрезы:
|
|
|
(22) |

 .
.
Угол подъёма витка фрезы на делительной окружности:
|
|
|
(23) |
|
|
|
(24) |


 .
.
Осевой модуль фрезы:
 .
.
Осевой шаг фрезы:
|
|
|
(25) |

 .
.
Угол профиля зуба в осевом сечении:
|
|
|
(26) |

 .
.
Число зубьев фрезы:
|
|
|
(27) |

 .
.
Передний угол в сечении главной секущей плоскости:
 ;
;
|
|
|
(28) |

 ;
;
Задний угол в сечении главной секущей плоскости:
 ;
;
|
|
|
(29) |
 ;
;
 .
.
Величина затылования:
|
|
|
(30) |
|
|
|
(31) |

 ;
;
 .
.
Глубина канавки:
|
|
|
(32) |
|
|
где: |
r – радиус закругления дна канавки. |
||
 .
.
Угол профиля канавки:
 .
.
Толщина основания зуба:
 .
.