

3. Установка (ориентирование, базирование) и закрепление деталей
Для осуществления процесса обработки необходимо придать заготовке определенное положение относительно оси вращения шпинделя и вдоль оси (это есть установка заготовки – базирование или ориентирование) и закрепить ее в этом положении.
В зависимости от заданной точности, размеров и конфигурации деталей их обрабатывают на токарных станках в центрах и патронах, на угольниках и оправках.
Обработка в центрах. Самым распространенным способом обработки деталей типа валов является обработка в центрах (рис.23), при этом в торцевых поверхностях заготовки делают центровые отверстия (рис.23,а). При установке заготовки на станке в центровые отверстия вводят передний 2 и задний 4 центра (рис.23,в и д) Конструкция жесткого центра показана на рис.23,6. Для передачи заготовке вращения служат поводковый патрон 1 и хомутик 3, закрепляемый винтом 5 на конце заготовки. Свободный конец хомутика с помощью паза (рис.23,в) или пальца 6 (рис.23,д) приводит деталь во вращение. В первом случае хомутик 3 делается отогнутым, а во втором - прямым. Прямой хомутик менее опасен в работе (в схемах обработки установку в центрах обозначают так как показано на рис.23.г).
Преимущество обработки в центрах является то, что при установке детали отпадает какая-либо необходимость в ее выверке.
Задний центр токарного станка в отличие от переднего играет роль подшипника, так как между ним и заготовкой происходит относительное движение, а следовательно, и трение. Поэтому при обработке деталей на больших скоростях (V > 75 м/мин) применяются вращающиеся задние центры с шарико - или роликоподшипниками, конструкции которых стандартизированы для малых, средних и тяжёлых нагрузок.

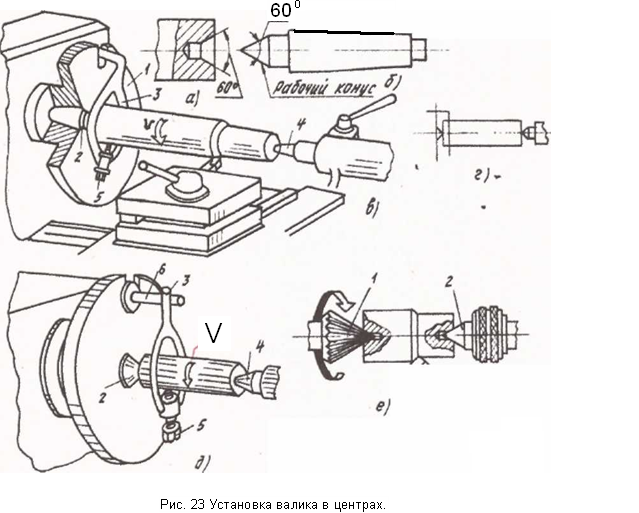
Рисунок 3. Установка валика в центрах: а) центровочное отверстие вала, б) центр, в) устройство установки в центрах, г) схема установки в центрах, д) устройство установки в центрах с другим поводком, е) установка на «ерш»
Недостатком вращающихся центров является их малая жесткость и склонность вызывать вибрации при резании в особенности при некотором износе и увеличении зазоров в подшипниках.

Рисунок 4. Установка детали:а) на жестком центре, б) на плавающем переднем центре.
Установка детали на центрах станка не обеспечивает стабильного положения их вдоль оси, так как глубина центровых отверстий может быть различной (в пределах допуска).
Чтобы обеспечить одинаковое положение всех деталей вдоль оси при различной глубине центровых отверстий применяют плавающие центра.
Схема установки детали на жестком переднем центре приведена на рис.24а на плавающем - на рис.24.б. При установке детали на жесткий передний центр и одновременной обработке торцов погрешность от установки для размера А равна нулю (рис.24.а). Для размера b от левого торца, являющегося исходной базой, эта погрешность будет равна Δ и определяется точностью центровых отверстий. При установке той же детали на плавающий передний центр (рис.24,6) положение левого торца вала для заготовок всей партии будет определяться упором и сохраняться постоянным относительно резцов, установленных на размеры а. и в.
Применение поводкового патрона с хомутиком связано с рядом недостатков. К ним относятся: большое вспомогательное время на установку и снятие хомутика; невозможность обработки детали по всей длине без ее перестановки; трудность обеспечения безопасных условий работы иэ-эа выступающих частей хомутика и поводкового патрона и т.п.
Указанных недостатков не имеет быстродействующие поводковые устройства современных конструкций, которые обеспечивают как правильную установку детали, так и передачу крутящего момента без использования хомутика (рис.23,г) (поводком для валиков малых диаметров может служить рифлёный поводковый центр "ёрш") На рис. 25 показан самозажимной хомутик. Кольцо 1 надевают на заготовку, установленную в центрах. При включении вращения шпинделя планшайба воздействует на поводок 4, который поворачиваясь на оси 2, захватывает заготовку рифлёной поверхностью. В исходное положение поводок возвращается пружиной 3.

Рисунок 5. Самозажимной поводковый хомутик.
Применение люнетов. При обработке валов установленных в центрах заготовка под действием силы резания деформируется (прогибается). Прогиб приводит к увеличению размера в средней части вала (бочкообразность), вызывает сильные вибрации и может привести даже к вырыву заготовки из центров. Величина прогиба вала при действии одной и той же силы зависит от его жесткости, которая определяется отношением l/d, где I - длина, a d - диаметр вала. При отношении l/d <5 вал считается жестким, при l/d=5-12 - полужестким, а при l/d>12 - нежестким. Чтобы избежать чрезмерного прогиба при обработке нежестких валов установленных в центрах, применяют специальные поддерживающие устройства, называемые люнетами. Люнет (рис.26) состоит из жесткого корпуса 1 и трех независимо перемещающихся в радиальном направлении кулачков 2. Люнеты бывают неподвижные, закрепляемые на направляющих станины, и подвижные, закрепляемые на каретке суппорта и движущиеся вместе с ним в продольном направлении.

Рисунок 6. Люнет с роликовыми кулачками.

Рисунок 7. Схема обработки нежесткого вала в центрах и неподвижном люнете.
Для обработки вала с неподвижным люнетом необходимо проточить на нём шейку под кулачки люнета. Для этого зацентрированный вал закрепляют в центрах и в средней его части (ближе к передней бабке) протачивают на пониженных режимах шейку. Так как шейка служит для установки детали, то она должна быть обработана с минимальными отклонениями от геометрической формы. Точность размеров шейки зависит от типа производства. Жесткие допуски на диаметр шейки оправдывают себя в крупносерийном и массовом производстве при работе на настроенных станках. В серийном и мелкосерийном производстве шейку можно обрабатывать и грубее.
Затем на станину станка устанавливают неподвижный люнет, так чтобы его кулачки охватывали проточенную шейку и обрабатывают заготовку от задней бабки до люнета (рис.27,а). Далее переустанавливают вал, так что его необработанная часть оказывается у задней бабки, и обрабатывают её (рис.27,6).
При обработке нежестких цилиндрических деталей на станке с высотой центров менее 500 мм применяют подвижный люнет, который устанавливается и закрепляется на суппорте и в процессе работы перемещается вместе с ним.
При обработке детали с подвижным люнетом шейку протачивать на ней не надо, так как для установки кулачков 1 (рис.28) есть служит обработанная поверхность, по которой они и перемещаются. При использовании подвижного люнета расстояние а между точкой приложения усилия резания и опорой, создаваемой кулачками, остаётся постоянным в течении всей обработки детали.
Обработка в патронах. В патронах обрабатывается, как правило, жесткие и короткие (l/d=1.5) детали
 Рисунок
8 Примеры использования дополнительных
кулачков в патроне
Рисунок
8 Примеры использования дополнительных
кулачков в патроне
Пропал рис
Существует большое число различных типов патронов: четырёхкулачковые с индивидуальным приводом кулачков, самоцентрирующие, трёх и двух кулачковые, самозажимные, цанговые, мембранные, магнитные и др.
В единичном производстве при обработке деталей сложной и несимметричной формы применяют четырёхкулачковые патроны с индивидуальным и ручным приводом. Независимое перемещение каждого кулачка позволяет использовать иногда четырёхкулачковые патроны при точной обработке деталей тел вращения.
В производствах всех типов широко распространены самоцентрирующие патроны. Они пригодны для установки деталей с базовыми поверхностями любой формы. Для этого достаточно к основным кулачкам патрона прикрепить специальные губки или дополнительные кулачки.
Примеры использования самоцентрирующих патронов с дополнительными кулачками приведены на рисунке рис.29. Дополнительные кулачки 1 для закрепления длинных и большого диаметра деталей показаны на рис.29,а,б. Возможно закрепление деталей за обратную коническую поверхность (рис.29,в), если угол уклона конуса превышает 4-6°. Если.на дополнительные кулачки нанести насечку, то закрепление деталей за необработанную поверхность может быть надежным и при большем угле наклона конуса. При необработанных конических поверхностях детали только один из трёх кулачков патрона может быть жёстким, а остальные два должны быть снабжены качающимеся губками (рис.29,г).
Для закрепления тонкостенных втулок с обработанными наружными поверхностями применяют дополнительные кулачки с увеличенными рабочими поверхностями (рис.29,д). Нежесткие дополнительные кулачки (рис.29,е) можно использовать для закрепления тонкостенных втулок с необработанной наружной поверхностью. Примеры закрепления тонкостенных дисков в патроне с дополнительными кулачками показаны на рис.28,ж. Очень тонкий диск с обрабатываемым в нем отверстием небольшого диаметра (рис.29,з) поддерживается пружинными подпорками 3, расположенными в дополнительных кулачках Закреплены подпорки 3 винтами 2.
Основным недостатком самоцентрирующих патронов является невысокая точность центрирования: 0,06-0,12 мм у патронов со спиральным диском и 0,03-0,08 -у клиновых и рычажных патронов.
Для установки тонких дисков при обработке торцевых поверхностей применяют электромагнитные патроны и патроны с постоянными магнитами.
Обработка на угольниках. В тех случаях, когда форма детали не позволяет установить и закрепить ее в патроне или непосредственно на планшайбе, применяют дополнительное устройство в виде угольника, который крепится непосредственно к планшайбе. Установка и закрепление подобных деталей при подрезке торца у фланца показаны на рис.30. Угольник 1 с точными взаимно перпендикулярными плоскостями закреплен болтами 2 на планшайбе 3. Деталь 5 в виде патрубка устанавливается так, чтобы обрабатываемая плоскость была расположена параллельно планшайбе. При обработке деталей на угольниках с несимметричным расположением вращающихся масс относительно оси шпинделя необходимо произвести балансировку путем прикрепления к планшайбе груза 4.

Рисунок 9 Обработка на угольнике. 1- угольник 2- болт, 3- планшайба, 4-противовес, 5- деталь.нет цифры 1
В серийном производстве применяют специальное приспособление типа угольник, которое предназначено для обработки одной детали.
Обработка на оправках. При обтачивании наружных поверхностей у деталей с уже точно обработанным отверстием для установки их и закрепления применяют оправки. Имеются различные конструкции оправок.
Жесткие оправки.Одна из самых простых по конструкции оправок приведена на рис.31 ,а - жесткая коническая оправка.

Рисунок 10 Обработка на жестких оправках. а) коническая оправка, б) цилиндрическая оправка рис поставить горизон и соосно
Средняя часть оправки изготовляется с очень небольшой конусностью -1/2000. Диаметр D делается несколько меньше наименьшего возможного диаметра отверстия обрабатываемой детали. Деталь насаживается на оправку ударами медного молотка или под прессом и удерживается на ней силами трения. Недостатком конусной оправки является то, что положение детали на ней зависит от величины допуска на 0D заготовки. Для работы на настроенном станке такая оправка не пригодна.
На оправке, приведенной на рис.31 ,б положение детали в осевом направлении определяется буртиком А оправки. Чтобы снять обработанную деталь 1 с оправки, достаточно немного отвернуть гайку 4 и убрать шайбу 3, имеющую вырез. Диаметр D
рабочей части оправки выполняется по скользящей посадке 6-го квалитета точности. Таким образом, возможная погрешность установки детали лежит в пределах зазора при указанной посадке и данном отверстии в детали.
Разжимные оправкиприменяют для закрепления деталей, у которых разница вдиаметрах отверстий может доходить до 0,5-2,0 мм.

Рисунок 11 разжимные оправки. а) цанговая, б) тарельчатая
1-гайка, 2- заменить цанговую оправку, 5 -деталь
Заготовки диаметром до 60 мм целесообразно закреплять не в кулачковом патроне, а в цанговой оправке (рис.32,а). Цанга 4 (тонкостенная стальная втулка с прорезями), сжимаясь при навёртывании гайки 1 на резьбу цилиндрического участка корпуса 3 оправки, обжимает заготовку 5 по наружной поверхности.
Оправки с тарельчатыми пружинами являются более точными, чем рассмотренные выше. Они применяются для закрепления небольших деталей.
Оправка, показанная на рис.32,б предназначена для закрепления коротких, но сравнительно большого диаметра деталей. При завертывании винта 7 втулка 6 с фланцем перемещается в центрирующем ее отверстии корпуса и действует на комплект пружин 8, выпрямляет их, чем и достигается закрепление заготовки 5.
Быстродействующие самозажимные оправки применяются для черновой обработки при снятии больших припусков. Они не обеспечивают точного центрирования детали из-за ее одностороннего смещения в пределах зазора.

Рисунок 12
Схема самозажимных оправок с роликами и кулачками приведена на рис.33. На корпусе 1 оправки образован один или несколько вырезов с профилем в виде плоскости (рис.33.а) или криволинейной поверхности. Между опорным профилем оправки и отверстием обрабатываемой детали 2 установлены закаленные ролики 3 или кулачки 3, заключённые в обойму 4.
. Принцип действия этих оправок основан на заклинивании обрабатываемой детали роликами или кулачками в результате совместного действия крутящих моментов на оправке и резце, направленных в противоположны стороны.
Гидропластовые оправки (подробнее см глава Обработка оправ

Рис. 3.3.Гидропластовая оправка для крепления тубуса.
1- винт, 2- плунжер, 3- тонкостенные втулки, 4- гидропласт