

Глава 3 обработка наружных поверхностей формы тел вращения
1. Общие положения
Все многообразие деталей оптических приборов можно разделить на две группы: детали, образованные наружными и внутренними поверхностями вращения в сочетании с плоскостями, и фасонные детали.
Детали, имеющие форму тел вращения, можно разбить на три класса: валы, втулки, плоские детали вращения - диски.
В класс валов входят валы, валики, оси, пальцы, цапфы и другие детали, которые образуются в основном наружной поверхностью вращения (цилиндрической, а иногда конической) и несколькими торцевыми поверхностями.
К классу втулок относят втулки, вкладыши, гильзы, буксы и другие детали, характеризующиеся наличием наружной и внутренней цилиндрических поверхностей.
В класс дисков входят.диски, шкивы, маховики, кольца, фланцы и другие де тали, которые характеризуются небольшой длиной (шириной) и большими диаметрами, т.е. большими торцевыми поверхностями.
Фасонные детали (корпуса, кронштейны, стойки, пластины и др.) оформляются при сочетании плоскостей, наружных и внутренних цилиндрических поверхностей и фасонных поверхностей.
При механической обработке сущность образования поверхности практически не зависит от того в какой детали она находится. Поэтому, например, одинаково формообразование наружной цилиндрической поверхности валика и той же поверхности фасонной детали. Однако, применяя одинаковые по точности процессы для обработки названных поверхностей, можно получить разную точность наружной поверхности валика и фасонной детали. Но это будет вызвано конструктивными особенностями детали, например, поверхность валика значительно длиннее и он будет прогибаться под действием сил резания, что приведёт к отклонению формы поверхности.
2. Оборудование и его технологические возможности
Детали всех трёх классов обрабатываются на токарных, токарно -копировальных револьверных, карусельных, горизонтально многорезцовых станках и на вертикальных одношпиндельных и много - шпиндельных автоматах.
На указанных станках можно выполнять следующие операции (рис.1): 1) обтачивание наружных цилиндрических - а,б,в, конических и фасонных поверхностей - ж, 2) растачивание цилиндрических - и,к и конических отверстий, 3) подрезание торцовых поверхностей - г, 4) протачивание канавок - д,е и снятие фасок, 5) нарезание наружной - з и внутренней резьбы, 6) сверление, 7) зенкерование, 8) развертывание, 9) накатывание рифлений и д,р.


Рисунок 1. Работы выполняемые при точении различными резцами: а) проходным прямым; б) проходным отогнутым; в) упорным; г) подрезным; д) отрезным; е) прорезным; ж) фасонным; з) резьбовым; и) расточным проходным; к) расточным упорным.

Из станков токарной группы наиболее универсальным является токарный станок общего назначения, на котором можно выполнять наибольшее „количество самых разнообразных операций. Однако его универсальность обуславливает его малую производительность по сравнению со специальными станками. Поэтому он типичен для единичного и мелкосерийного производства и совершенно непригоден для массового.
На (рис.2) изображен общий вид токарно-винторезного станка, указаны основные части, узлы и органы управления.
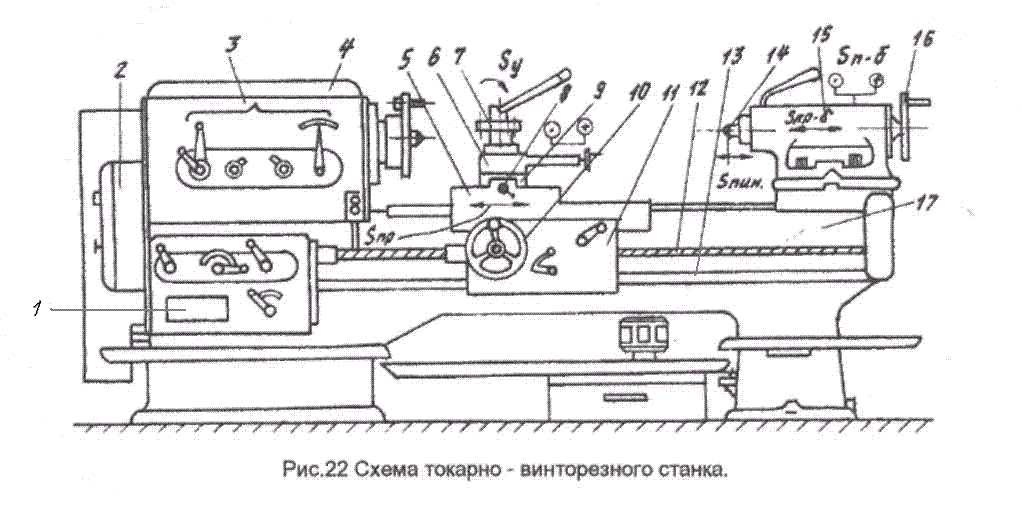
Рисунок 2. Схема токарно-винторезого станка.
1 – коробка подвч, 2 – гитара, 3 – рукоятки управления коробкой скоростей, 4 – передняя бабка, 5 – продольный суппорт, 6 – поворотный суппорт, 7 – резцедержатель, 8 –маховик, 9 – каретка, 10 – маховик, 11 – фартук, 12 – ходовой винт, 13 – ходовой валик, 14 – центр, 15 – задняя бабка, 16 – маховик, 17 - станина
Шпиндель получает вращение от расположенного в левой тумбе электродвигателя -через клиноремённую передачу и коробку скоростей - систему зубчатых колес и муфт, размещенных внутри передней бабки 4. Коробка скоростей управляется системой рукояток 3 и позволяет изменять частоту вращения шпинделя.
Суппорт - устройство для закрепления резца, обеспечения движения подачи. Подачи могут осуществляться вручную (продольная подача при вращении маховика 10, поперечная - маховика 8) и механически. Механическое движение подачи суппорт получает от ходового валика 13 или ходового винта 12.
Суппорт состоит из продольного суппорта 5, установленного на направляющих станины и обеспечивающего продольную подачу и верхнего поворотного суппорта 6, который перемещаясь по направляющим продольного суппорта б перпендикулярно оси вращения заготовки, обеспечивает поперечную подачу Snn. Верхний суппорт можно устанавливать под любым углом к оси вращения заготовки, поворачивая его в горизонтальной плоскости по каретке 9. На верхнем суппорте смонтирован четырехпозиционный поворотный резцедержатель 7, в котором можно одновременно закреплять четыре резца.
Суппорт содержит Фартук 11 - система механизмов, преобразующих вращательное движение ходового винта и ходового вала в прямолинейное движение суппорта.
Коробка подач 1 - механизм, передающий вращение ходовому винту и ходовому валу и изменяющий величину подачи, суппортов. Величина подачи устанавливается рукоятками, размещенными на передней панели коробки подач.
Коробка сменных зубчатых колес 2 - необходима для наладки станка на нарезание резьбы ( эта коробка называется гитара).
Задняя бабка 15 служит для поддержания правого конца длинных заготовок с помощью центра 14 или для установки инструмента (сверла, зенкера, развертки). Задняя бабка может перемещаться по направляющим станины в направлении Snp.6, верхняя часть бабки по ее основанию может быть смещена в направлении Sn.6, пиноль бабки при вращении маховика 16 перемещается в направлении Sпин.