

5. Координатные плоскости для определения углов резца
Для выполнения работы резания рабочей части режущего инструмента придают форму клина. Для этого инструмент затачивают по передней и задней поверхностям. Для определения углов, под которыми располагаются поверхности рабочей части инструмента относительно друг друга, вводят координатные плоскости. Рассмотрим координатные плоскости применительно к токарной обработке.
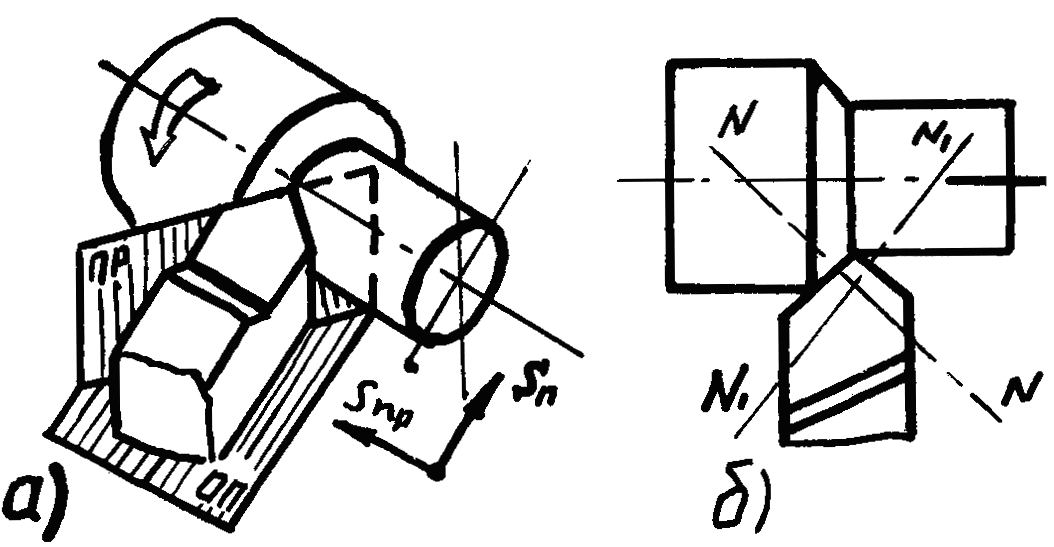
Рис. 6. Координатные плоскости для определения углов резца.
Основная плоскость (ОП) – плоскость, параллельная направлениям продольной и поперечной подач. У токарных резцов за основную плоскость принимают плоскость, проходящую через основание стержня (рис. 6, а).
Плоскость резания (ПР.)проходит через главное режущее лезвие резца, касательно к поверхности резания заготовки.
Главная секущая плоскость (N-N) – плоскость, перпендикулярная к проекции главного режущего лезвия на основную плоскость (рис. 6, б).
Вспомогательная секущая плоскость(N1-N1) – плоскость, перпендикулярная к проекции вспомогательного режущего лезвия на основную плоскость. На рис. 6, б показаны следы плоскостейN-NиN1-N1.
6. Углы токарного резца
Углы резца определяют положение элементов рабочей части в пространство относительно координатных плоскостей и относительно друг друга. Эти углы называют углами резца в статике. Знание углов инструмента необходимо для его изготовления в металле. Кроме того, углы инструмента оказывают существенное влияние на процесс резания и качество обработки. У токарного резца различают главные и вспомогательные углы, которые рассматривают исходя из предложения, что ось стержня резца перпендикулярна к линии центров токарного станка; вершина резца находится на линии центров станка; совершается лишь главное движение резания. Углы токарного прямого проходного резца показаны на рис. 7.
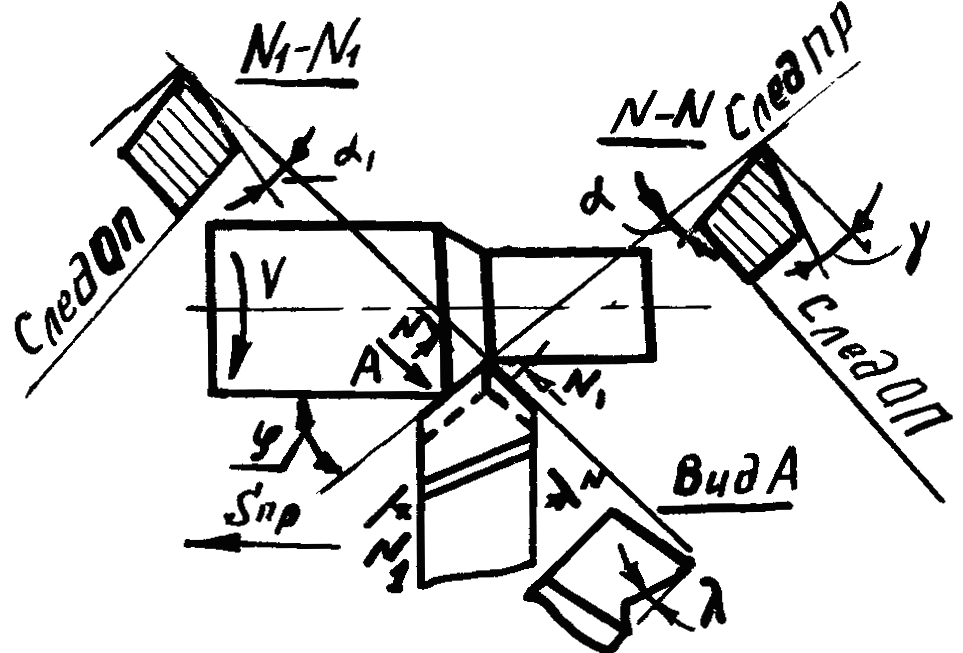
Рис. 7. Углы резца в статике.
Главный передний угол
![]() измеряют в главной секущей плоскости
между следами передней поверхности и
плоскости, перпендикулярной к следу
плоскости резания. В дальнейшем угол
измеряют в главной секущей плоскости
между следами передней поверхности и
плоскости, перпендикулярной к следу
плоскости резания. В дальнейшем угол![]() будем называть передним углом.
будем называть передним углом.
Передний угол
![]() оказывает большое влияние на процесс
резания материала. С увеличением угла
оказывает большое влияние на процесс
резания материала. С увеличением угла![]() уменьшается деформация срезаемого
слоя, так как инструмент легче врезается
в материал, снижается сила резания и
расход мощности. Одновременно улучшаются
условия схода стружки, и повышается
качество обработанной поверхности
заготовки. Однако чрезмерное увеличение
угла
уменьшается деформация срезаемого
слоя, так как инструмент легче врезается
в материал, снижается сила резания и
расход мощности. Одновременно улучшаются
условия схода стружки, и повышается
качество обработанной поверхности
заготовки. Однако чрезмерное увеличение
угла![]() приводит к ослаблению главного режущего
лезвия, снижению его прочности, увеличению
износа вследствие выкрашивания, ухудшению
условий теплоотвода от режущего лезвия.
приводит к ослаблению главного режущего
лезвия, снижению его прочности, увеличению
износа вследствие выкрашивания, ухудшению
условий теплоотвода от режущего лезвия.
При обработке хрупких и твердых материалов для повышения прочности и увеличения времени работы инструмента (стойкости) следует назначать меньшие углы; при обработке мягких и вязких материалов передний угол имеет большие значения.
Главный задний угол
![]() измеряют в главной секущей плоскости
между следами плоскости резания и
главной задней поверхности. Наличие
угла
измеряют в главной секущей плоскости
между следами плоскости резания и
главной задней поверхности. Наличие
угла![]() уменьшает трение между главной задней
поверхностью инструмента и поверхностью
резания заготовки, вследствие чего
уменьшается износ инструмент по главной
задней поверхности. Увеличение угла
уменьшает трение между главной задней
поверхностью инструмента и поверхностью
резания заготовки, вследствие чего
уменьшается износ инструмент по главной
задней поверхности. Увеличение угла![]() приводит к снижению прочности режущего
лезвия. Угол
приводит к снижению прочности режущего
лезвия. Угол![]() назначают исходя из величины упругого
деформирования обрабатываемого
материала.
назначают исходя из величины упругого
деформирования обрабатываемого
материала.
Углы
![]() и
и![]() зависят не только от заточки, но и от
установки резца относительно центра
заготовки. Резец должен устанавливаться
по центру заготовки (рис. 8, б). При
установке резца выше центра, плоскость
резания, как касательная к поверхности
резания, изменяет свое положение, т.е.
поворачивается на угол
зависят не только от заточки, но и от
установки резца относительно центра
заготовки. Резец должен устанавливаться
по центру заготовки (рис. 8, б). При
установке резца выше центра, плоскость
резания, как касательная к поверхности
резания, изменяет свое положение, т.е.
поворачивается на угол![]() (рис. 8, а):
(рис. 8, а):![]() .
При наружной обработке поворот плоскости
резания приводит к тому, что фактический
задний угол
.
При наружной обработке поворот плоскости
резания приводит к тому, что фактический
задний угол![]() уменьшается на угол
уменьшается на угол![]() ,
а передний угол
,
а передний угол![]() наоборот, увеличивается на угол
наоборот, увеличивается на угол![]() (рис. 8, а).
(рис. 8, а).

Рис. 8. Изменение
углов
![]() и
и![]() при установке резца не по центру
заготовки.
при установке резца не по центру
заготовки.
Если резец поставить ниже центра, то
задний угол увеличивается, а передний
уменьшается на
![]() (рис. 8, в).
(рис. 8, в).
При внутренней обработке (расточке)
углы
![]() и
и![]() также изменяются в зависимости от
установки.
также изменяются в зависимости от
установки.
Практически допускается установка
резца выше центра на величину
![]()
![]() мм,
так как сила резания несколько отжимает
резец вниз и вершина резца становится
на уровень центра заготовки.
мм,
так как сила резания несколько отжимает
резец вниз и вершина резца становится
на уровень центра заготовки.
В процессе резания углы
![]() и
и![]() также изменяются. Это объясняется тем,
что изменяется положение плоскости
резания в пространстве из-за наличия
двух движений: вращения заготовки и
поступательного движения резца. В этом
случае фактической поверхностью резания,
к которой касательная плоскость резания,
является винтовая поверхность. Положение
плоскости резания в пространстве
определяется соотношением скоростей
этих двух движений. При работе с большими
подачами, а также при нарезании резьбы
резцом, углы
также изменяются. Это объясняется тем,
что изменяется положение плоскости
резания в пространстве из-за наличия
двух движений: вращения заготовки и
поступательного движения резца. В этом
случае фактической поверхностью резания,
к которой касательная плоскость резания,
является винтовая поверхность. Положение
плоскости резания в пространстве
определяется соотношением скоростей
этих двух движений. При работе с большими
подачами, а также при нарезании резьбы
резцом, углы![]() и
и![]() будут изменяться существенно, что
необходимо учитывать при изготовлении
резцов.
будут изменяться существенно, что
необходимо учитывать при изготовлении
резцов.
Углы
![]() и
и![]() в процессе резания могут быть переменными
(например, при обработке сложных
поверхностей деталей типа кулачков,
лопаток турбин и т.п.).
в процессе резания могут быть переменными
(например, при обработке сложных
поверхностей деталей типа кулачков,
лопаток турбин и т.п.).
Углы при обработке таких деталей изменяются вследствие сложного относительного движения заготовки и резца, в результате чего изменяется положение плоскости резания в пространстве при обработке различных участков поверхности заготовки.
Вспомогательный угол
![]() измеряют во вспомогательной секущей
плоскости между следами вспомогательной
задней поверхности и плоскости, проходящей
через вспомогательное режущее лезвие
перпендикулярно основной плоскости.
Наличие у инструмента угла
измеряют во вспомогательной секущей
плоскости между следами вспомогательной
задней поверхности и плоскости, проходящей
через вспомогательное режущее лезвие
перпендикулярно основной плоскости.
Наличие у инструмента угла![]() уменьшает трение между вспомогательной
задней поверхностью инструмента и
обработанной поверхностью заготовки.
уменьшает трение между вспомогательной
задней поверхностью инструмента и
обработанной поверхностью заготовки.
Главный угол в плане
![]() - угол между проекцией главного режущего
лезвия на основную плоскость и направлением
подачи.
- угол между проекцией главного режущего
лезвия на основную плоскость и направлением
подачи.
Угол
![]() влияет на шероховатость обработанной
поверхности заготовки: с уменьшением
влияет на шероховатость обработанной
поверхности заготовки: с уменьшением![]() шероховатость обработанной поверхности
уменьшается. Одновременно уменьшается
толщина и увеличивается ширина срезаемого
слоя материала. Это приводит к тому, что
увеличивается активная длина главного
режущего лезвия. Сила и температура
резания, приходящиеся на единицу длины
режущего лезвия, уменьшаются, что снижает
износ инструмента. С уменьшением угла
шероховатость обработанной поверхности
уменьшается. Одновременно уменьшается
толщина и увеличивается ширина срезаемого
слоя материала. Это приводит к тому, что
увеличивается активная длина главного
режущего лезвия. Сила и температура
резания, приходящиеся на единицу длины
режущего лезвия, уменьшаются, что снижает
износ инструмента. С уменьшением угла![]() резко возрастает составляющая силы
резания, направленная перпендикулярно
к оси заготовки, что вызывает повышенную
ее деформацию. С уменьшением угла
резко возрастает составляющая силы
резания, направленная перпендикулярно
к оси заготовки, что вызывает повышенную
ее деформацию. С уменьшением угла![]() возможно возникновение вибраций в
процессе резания, что снижает качество
обработанной поверхности.
возможно возникновение вибраций в
процессе резания, что снижает качество
обработанной поверхности.
Вспомогательный угол в плане![]() - угол между проекцией вспомогательного
режущего лезвия на основную плоскость
и направлением, обратным движению
подачи. С уменьшением угла
- угол между проекцией вспомогательного
режущего лезвия на основную плоскость
и направлением, обратным движению
подачи. С уменьшением угла![]() шероховатость обработанной поверхности
уменьшается, одновременно увеличивается
прочность вершины резца и снижается
его износ.
шероховатость обработанной поверхности
уменьшается, одновременно увеличивается
прочность вершины резца и снижается
его износ.
Если ось резца не будет перпендикулярна
линии центров станка, то это вызовет
изменение углов
![]() и
и![]() .
.
Угол наклона главного режущего
лезвия![]() измеряют в плоскости, проходящей через
главное режущее лезвие резца перпендикулярно
основной плоскости, между главным
режущим лезвием и линией. Проведенной
через вершину резца параллельно основной
плоскости.
измеряют в плоскости, проходящей через
главное режущее лезвие резца перпендикулярно
основной плоскости, между главным
режущим лезвием и линией. Проведенной
через вершину резца параллельно основной
плоскости.
Угол
![]() может быть положительным, отрицательным
и равным нулю (рис. 9), что влияет на
направление схода стружки.
может быть положительным, отрицательным
и равным нулю (рис. 9), что влияет на
направление схода стружки.

Рис. 9. Угол наклона главного режущего лезвия.
Если вершина резца является высшей
точкой главного режущего лезвия, то
угол
![]() отрицателен и стружка сходит в направлении
подачи. Если главное режущее лезвие
параллельно основной плоскости, то
отрицателен и стружка сходит в направлении
подачи. Если главное режущее лезвие
параллельно основной плоскости, то![]() =0
и стружка сходит по оси резца. Если
вершина резца является низшей точкой
главного режущего лезвия, то угол
=0
и стружка сходит по оси резца. Если
вершина резца является низшей точкой
главного режущего лезвия, то угол![]() положителен и стружка сходит в направлении,
обратном направлению подачи.
положителен и стружка сходит в направлении,
обратном направлению подачи.
Направление схода стружки важно учитывать при обработке заготовок на токарных автоматах. При обработке заготовок стружку необходимо отводить так, чтобы она не мешала работе инструментов в соседних позициях автомата.
С увеличением угла
![]() качество обработанной поверхности
ухудшается, осевая составляющая силы
резания уменьшается. А радиальная и
вертикальная составляющие увеличиваются.
качество обработанной поверхности
ухудшается, осевая составляющая силы
резания уменьшается. А радиальная и
вертикальная составляющие увеличиваются.