

Учебные пособия по сварке / лр3 ип
.docxФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Петербургский государственный университет путей сообщения
Императора Александра I»
(ФГБОУ ВО ПГУПС)
Кафедра «Технология металлов»
ЛАБОРАТОРНАЯ РАБОТА №
Источники питания электродуговой сварки.
Снятие и построение внешних характеристик
по дисциплине
«Материаловедение и технология конструкционных материалов»
Выполнил
Группа:
Проверил:
Санкт-Петербург
2018
Цель работы: ознакомиться со схемами и конструкциями источников питания дуговой сварки.
Задачи работы:
-
Изучить имеющиеся в лаборатории источники питания дуговой сварки.
-
Снять и построить внешние характеристики источников питания, произвести сварку
Краткие общие и теоретические сведения об источниках питания электродуговой сварки
Источником тепла в электродуговой сварке является электрическая дуга, для её поддержания нужны специальные источники питания.
Техника безопасности:
-
И.П. подключаются к сети ~380, В (~220, В маломощные),поэтому корпуса И.П. должны быть надежно заземлены, а высоковольтные провода надежно изолированы.
Требования к И.П.:
-
Напряжение холостого хода UXX ≤80В.
-
Ток короткого замыкания IКЗ <Imax расчетного.
-
Плавная регулировка сварочного тока IСВ (в мощных источниках дополнительно и ступенчатая).
-
Внешняя характеристика одного из 4х-типо: 1 - крутопадающая; 2 - пологопадающая; 3 - жесткая; 4 - возрастающая (рис. 1)
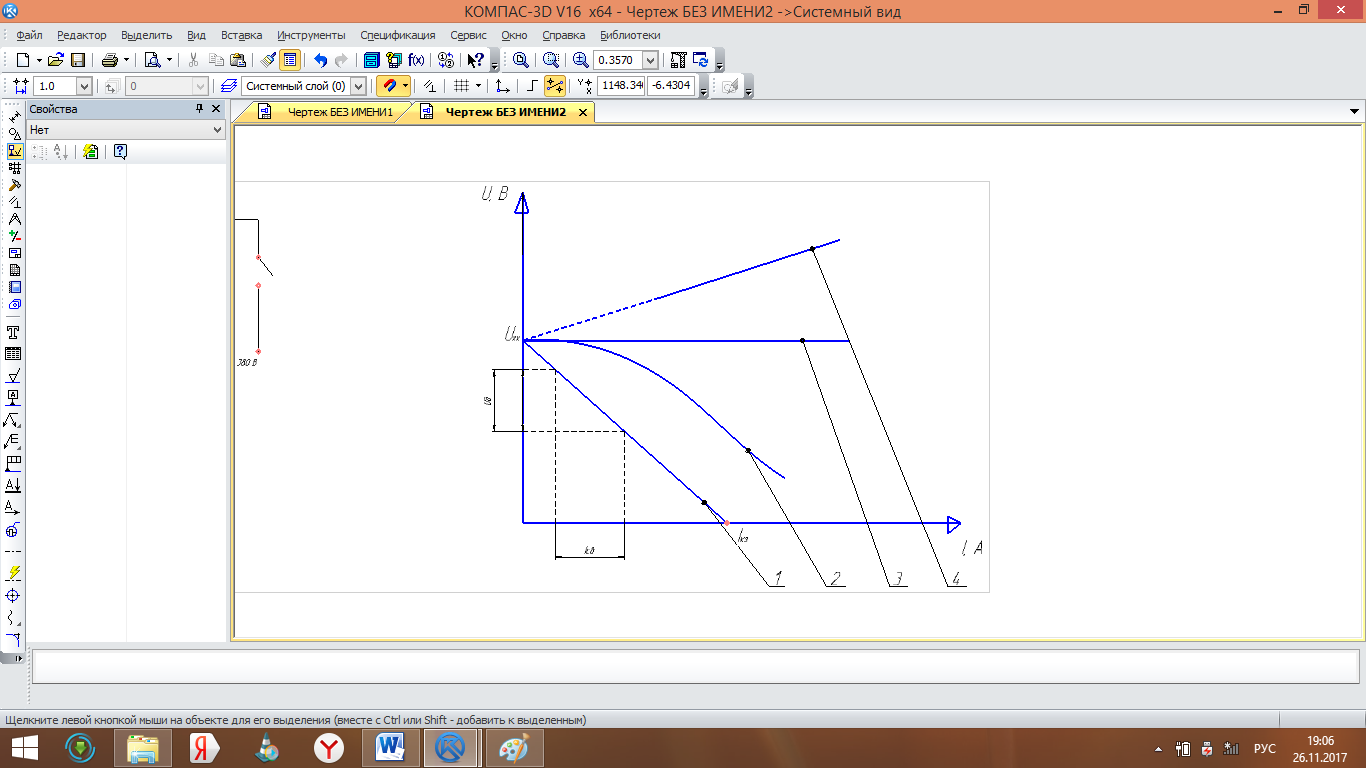
Рис.1
-
И.П. переменного тока - трансформаторы. Напр. ТД-500; ТД-300
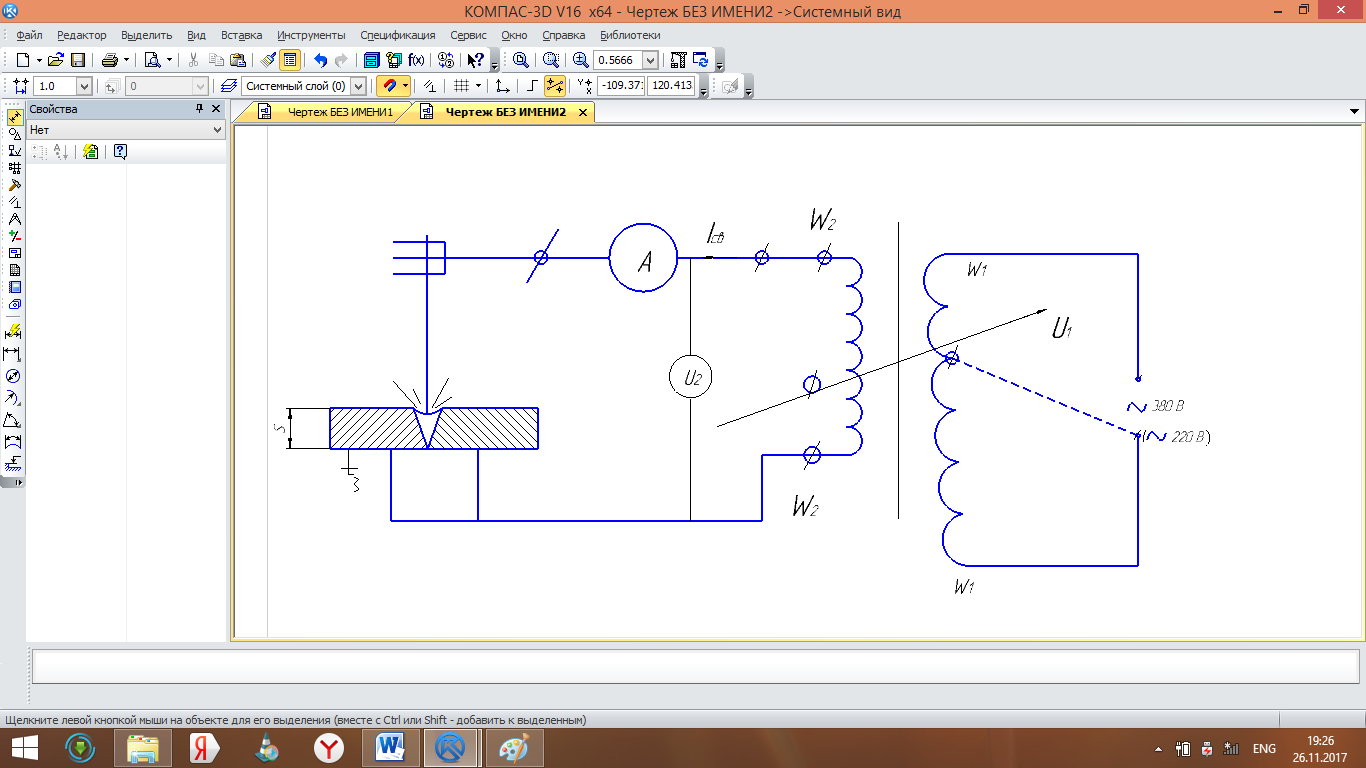
Рис.2. Упрощённая схема сварочного трансформатора
Регулировка силы тока (IСВ):
-
Ступенчатая - путем переключения количества витков W1 и W2;
-
Плавная - путем изменения расстояния между W1 и W2..
Крутопадающий тип внешней характеристики обеспечивается за счет удлиненного магнитопровода и неплотного прилегания к нему обмоток, что создает рассеяние магнитного потока в пространстве.
-
И.П. Постоянного тока. Это выпрямители, например: ВД-301; ВД-302; ВДУ-1251 и др.; преобразователи, напр.: ПД-502 и др. и инверторы.
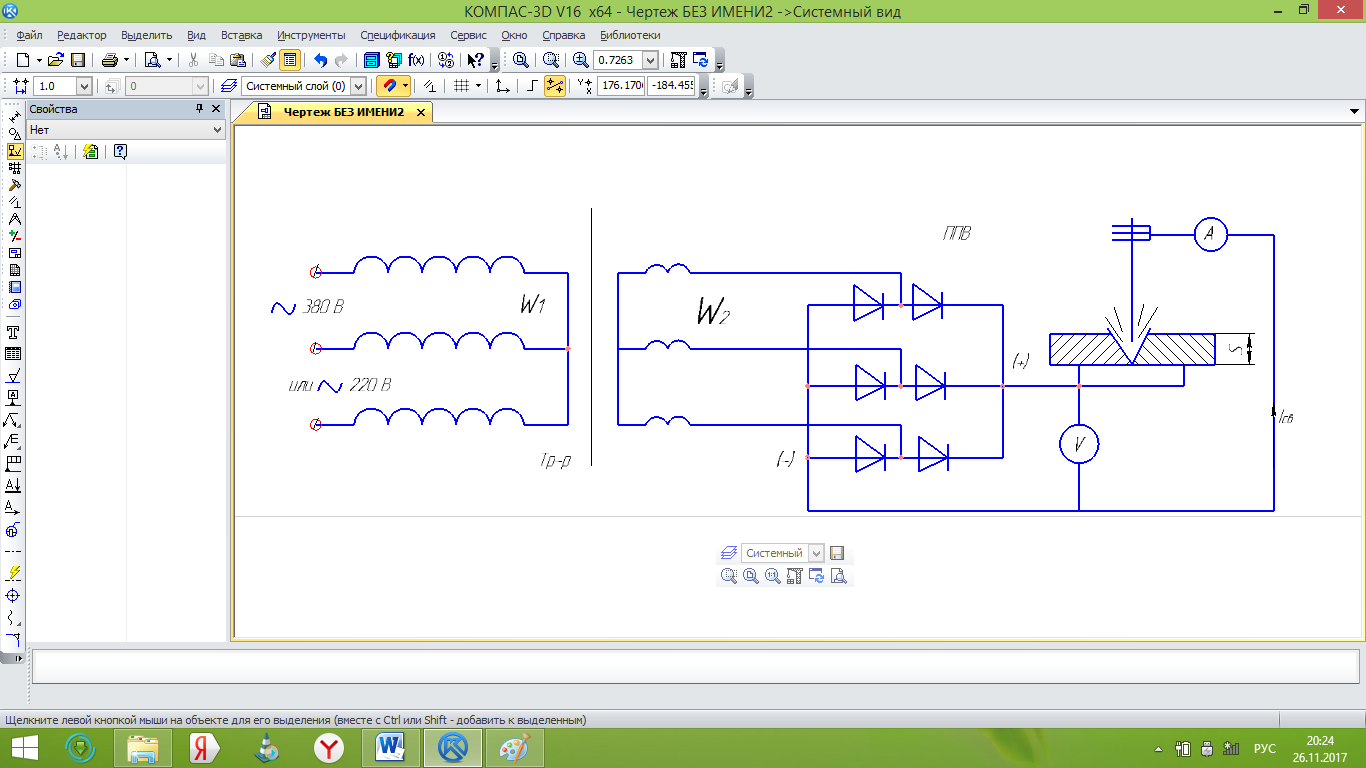
Рис. 3.Упрощённая схема сварочного выпрямителя
где: W1 и W2-первичная и вторичная обмотки понижающего трансформатора, он может быть 3-х фазным на ~380В и двухфазным на ~220В.
ПП-полупроводниковый выпрямитель также 3-х фазный или 2-х фазный.
Регулировка сварочного тока IСВ:
- ступенчатая - путем переключения обмоток W1 и W2
(Δ ) - треугольником или (Y) - звездой;
-плавная-. путем изменения расстояния между W1 и W2.
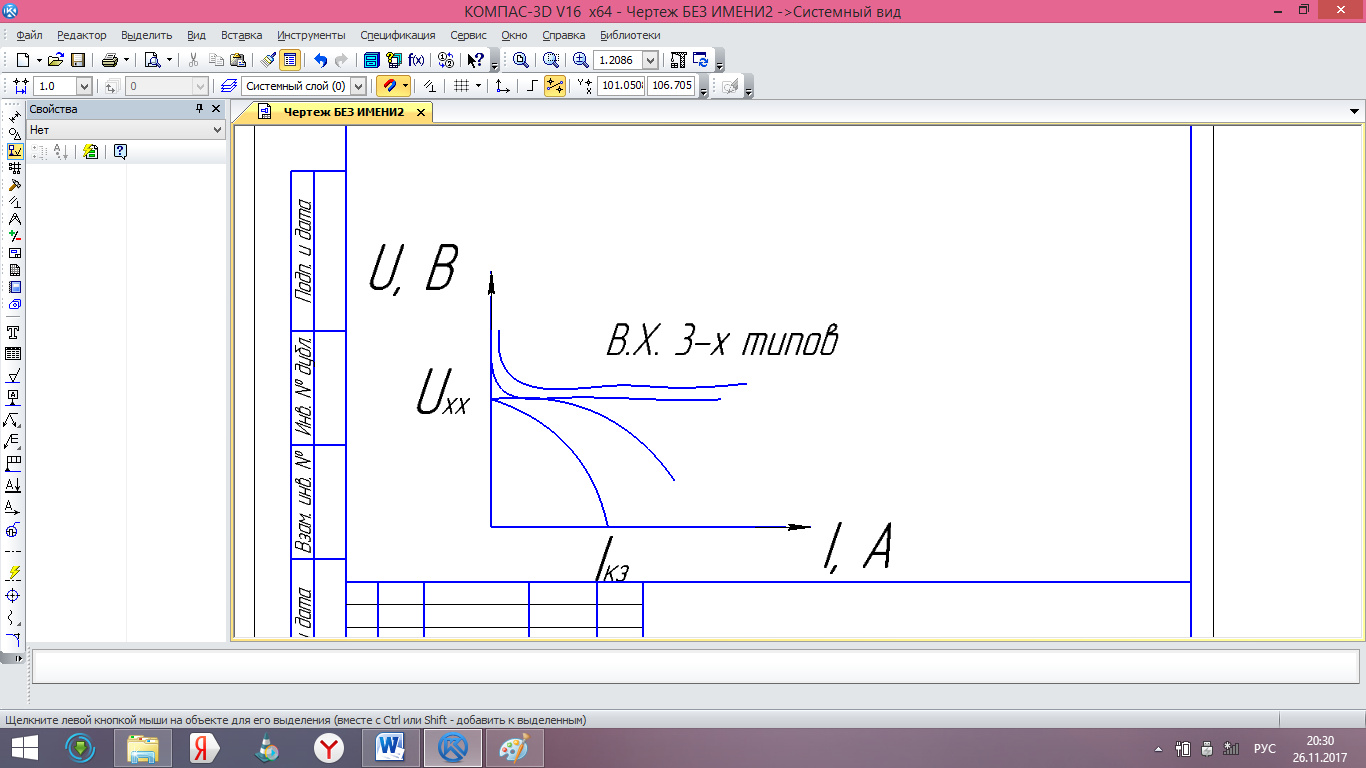
Рис. 4. Типы внешних характеристик
Внешняя характеристика задается силовым трансформатором (W1 и W2 ).
Сила сварочного тока выбирается в зависимости от толщины деталей (ICB~S).
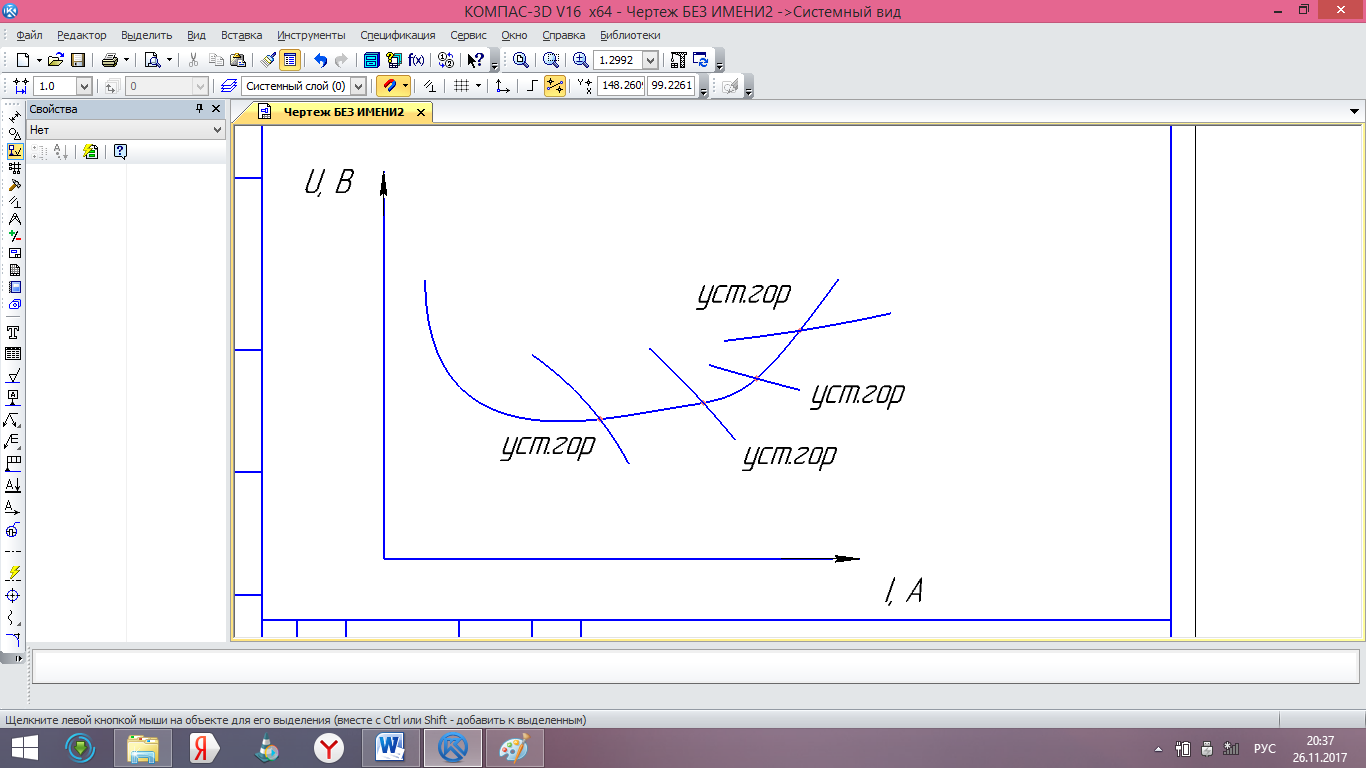
Рис. 5. Условия устойчивого горения электрической дуги
Сварочные преобразователи и агрегаты

Рис.6.Упрощённые схемы сварочного преобразователя и агрегата
Преобразователь состоит из генератора и электродвигателя с общим валом для ротора и якоря.
Три обмотки возбуждения:
-
Намагничивания (Wн);
-
Подмагничивания (Wп);
-
Размагничивания (Wр).
Сила сварочного тока (Iсв) регулируется ступенчато при подключении обмотки Wр и плавно переменным сопротивлением R.
Внешняя характеристика (рис. 15)сварочного преобразователя может быть: жесткой, пологопадающей, крутопадающей, возрастающей (при увеличении числа витков Wп).
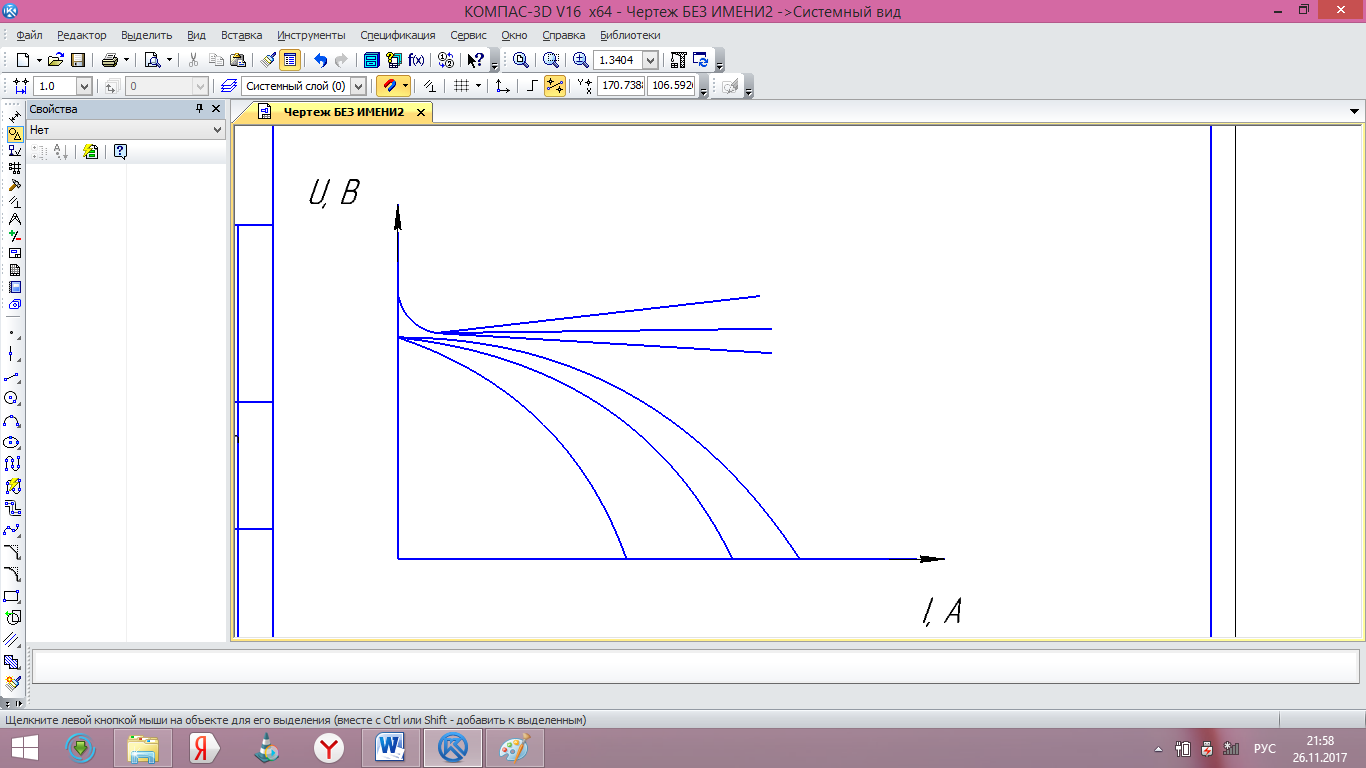
Рис. 7. Типы внешних характеристик преобразователя
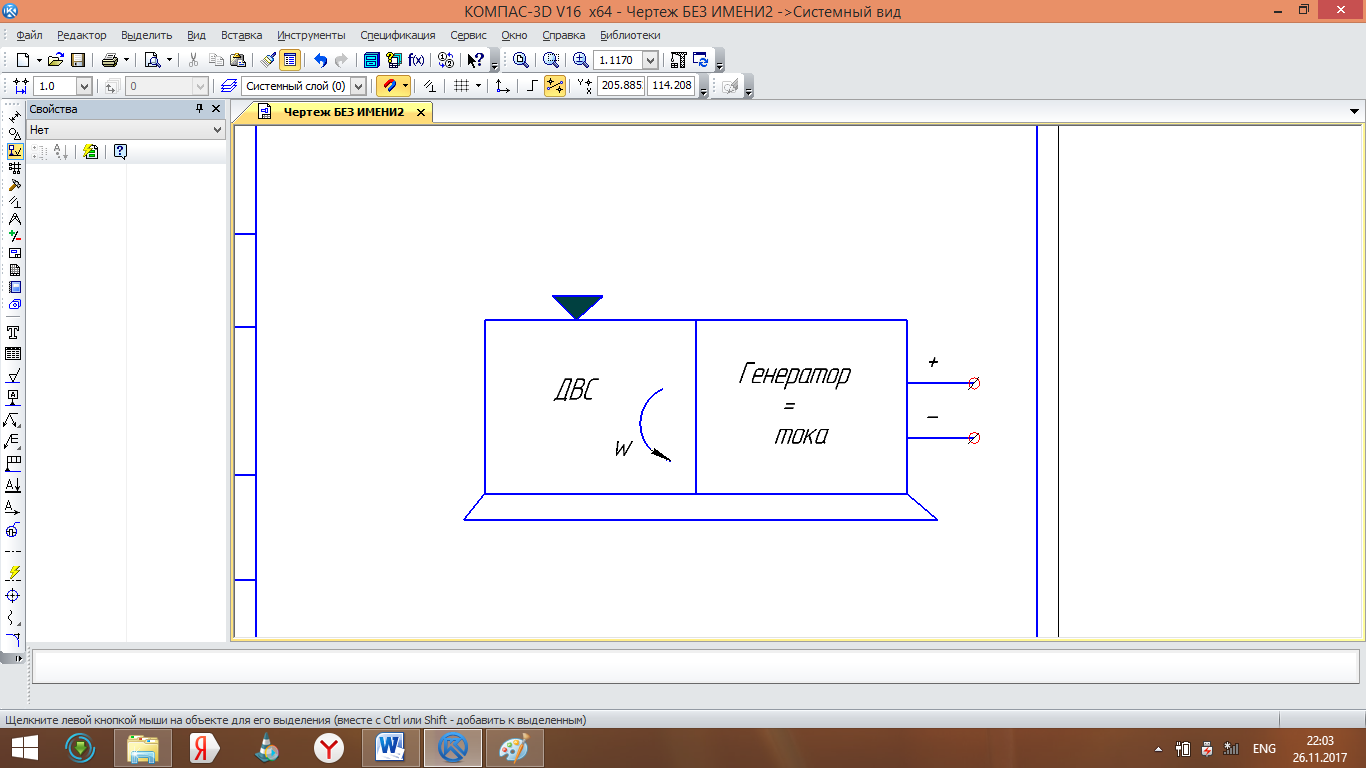
Рис. 8. Блок - схема сварочного агрегата
Сварочный агрегат состоит из генератора с самовозбуждением и двигателя внутреннего сгорания. Агрегат применяют для ручной дуговой сварки в полевых условиях.
Сварочные инверторы
Регулировка силы сварочного тока (Iсв):
-
ступенчатая – путём выбора способа сварки и его внешней характеристики;
-
плавная – путём поворота соответствующей рукоятки, что сопровождается цифровой индексацией силы тока.
 Рис.
9. Упрощённая схема сварочного инвертора
Рис.
9. Упрощённая схема сварочного инвертора
Масса и габариты инверторов примерно в 5-8 раз меньше чем у традиционных низкочастотных источников.
Технологические преимущества инверторов:
-
Сварка короткой дугой;
-
Минимальное разбрызгивание металла;
-
Минимальный перегрев изделия;
-
Сварка плохо сваривающихся сталей;
-
Высокий КПД, высокое быстродействие, cosφ=1;
-
Минимальное потребление энергии на холостом ходу;
-
Точная регулировка сварочного тока с цифровой индикацией;
-
«Форсаж дуги»
-
Напряжение питания от ~140 до ~240, В.
Оборудование и приборы
Сварочный пост переменного тока и ТД-500, амперметр, вольтметр, электроды для переменного тока; сварочный выпрямитель ВД-301; сварочный преобразователь ПД-502; сварочный инвертор ФЕБ-350; маломощные источники питания – выпрямитель, трансформатор и инвертор на силу сварочного тока до 160, А.
Порядок выполнения работы
Изучить конструкцию и принцип действия источников питания дуговой сварки, снять и построить внешние характеристики ТД-500.Сделать выводы по работе.
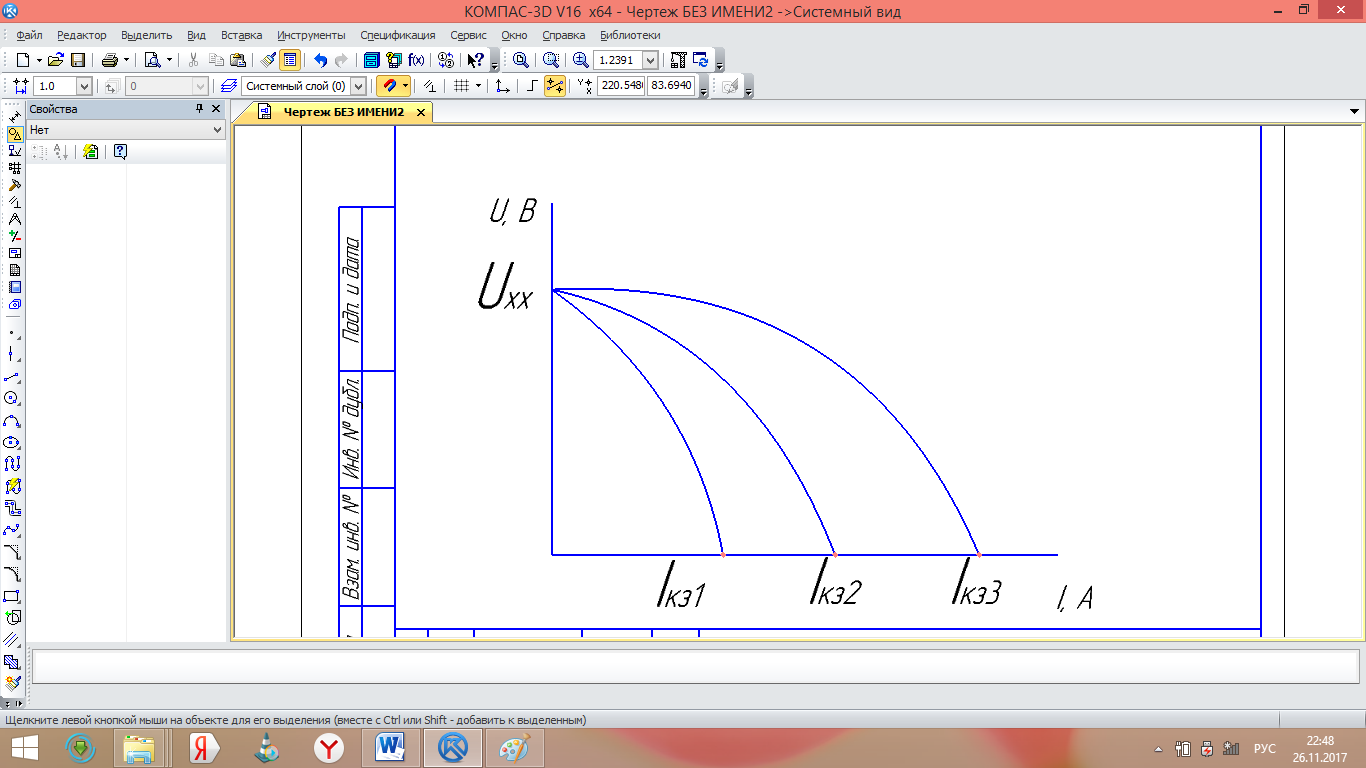
Рис. 10 Внешняя характеристика ТД-500
На рисунке представлены полученные экспериментально внешние характеристики ТД-500 при разных расстояниях между обмотками: Iкз1=180, А; Iкз2=200, А; Iкз3=220, А; Uхх=56, В.
Выводы:
-
Трансформатор ТД-500 имеет крутопадающий тип внешней вольтамперной характеристики;
2) Количество таких внешних характеристик неограниченно, так как зазор можно плавно менять на бесконечно малую величину.
-
Iкз3 =220, А, так как сила тока была ступенчатым способом отрегулирована на минимальные токи.
-
Минимальный ток Iсв достижим на длинной дуге при максимальном расстоянии между обмотками.
-
Максимальный ток Iсв достижим на короткой дуге при минимальном расстоянии между обмотками.
-
В лабораторной работе были рассмотрены способы электродуговой сварки и сварочное оборудование, а также источники питания дуговой сварки. и произведена оценка сварочного шва, выполненного преподавателем. Сварочный шов высокого качества равномерный по высоте, ширине и глубине провара.
-
Инверторный источник питания имеет семейство вольтамперных характеристик, пригодных для всех способов дуговой сварки.
-
маломощные источники питания имеют только плавную регулировку силы тока.