

Учебные пособия по сварке / конт св
.docxФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Петербургский государственный университет путей сообщения
Императора Александра I»
(ФГБОУ ВО ПГУПС)
Кафедра «Технология металлов»
ПРАКТИЧЕСКАЯ РАБОТА №
Электрическая контактная сварка. Оборудование, технология, техника безопасности
по дисциплине
«Материаловедение и технология конструкционных материалов»
Выполнил
Группа:
Проверил: .
Санкт-Петербург
2018
Цель работы: ознакомиться с основами технологии электрической контактной сварки.
Задачи работы:
-
Изучить имеющиеся в лаборатории стыковую, точечную и шовную машины, произвести сварку стыковую для нескольких стержней и точечную внахлёстку для листов нержавеющей стали.
Общие теоретические сведения и содержание
Электрическая контактная сварка – это технологический процесс получения неразъемного соединения металлических заготовок путем нагрева электрическим током, проходящем в месте их контакта, до пластического состояния (или до оплавления торцов) и последующего совместного сдавливания (осадки).
Контактная сварка относится к классу термомеханических и включает в себя:
-
Стыковую
-
Точечную
-
Шовную
-
Рельефную
Характеризуется большой скоростью нагрева и резкими градиентами температур.
Техника безопасности:
-
Корпуса контактных машин должны быть заземлены, так как их трансформаторы подключены к переменному напряжению 380В;
-
Заземление проверяют омметром;
-
Сварщик не должен прикасаться к высоковольтным элементам;
-
При сварке нужно предохраняться от возможного вылета искр и брызг раскалённого металла.
Стыковая контактная сварка
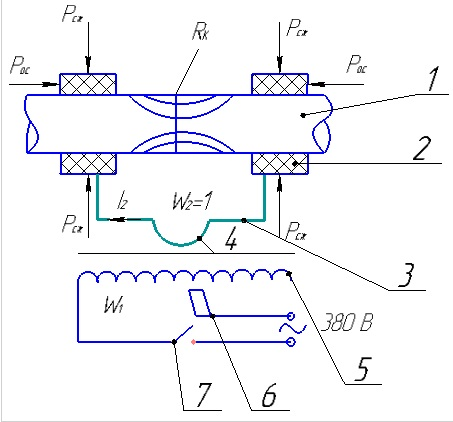
Рис. 1 Схема стыковой контактной сварки
1 – тщательно зачищенные и обезжиренные свариваемые изделия; 2 – токоподводящие зажимы из меди; 3- токоведущие шины их меди; 4 – вторичная обмотка трансформатора 1 или 2 витка, охлаждаемые водой; 5 – первичная обмотка трансформатора; 6- регулятор тока; 7 – прерыватель тока; Рос- осаживающее устройство; Рсж – усилие сжатия токоподводов с изделиями.
Выделяемая по закону Джоуля – Ленца теплота, Дж:
где: I(t) – ток сварки, А;
R(t) – электрическое сопротивление всей вторичной цепи, зависящее от температуры во времени t
tсв – время сварки, с;
Приближённая формула:


где:
К=0,7 0,97 – для переменного тока;
 – сопротивление в зоне контакта деталей,
Ом.
– сопротивление в зоне контакта деталей,
Ом.

Чтобы все тепло выделилось в зоне контакте должно быть выполнено условие:

Для этого вся вторичная цепь – вторичная обмотка, токоподводы и зажимы изготавливаются из меди и имеют большую площадь поперечного сечения.
Свариваемые изделия – арматура, профильный прокат, уголки, тавр, трубы, провода, рельсы.
Цветные металлы и титана свариваются по усложненной технологии.
Площадь поперечных сечений свариваемых изделий до сотен мм2.
Стыковая сварка сопротивлением и ее цикл.
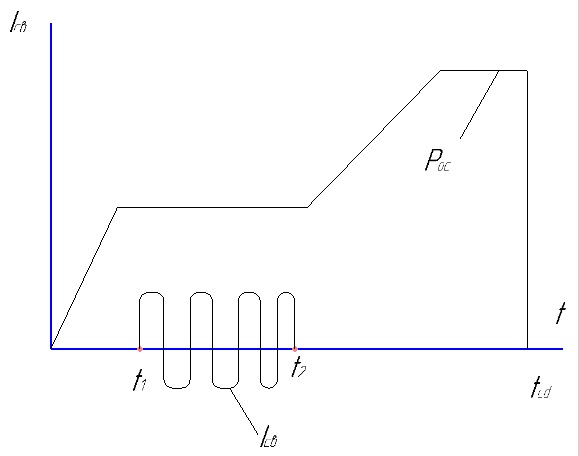
Рис.2 Цикл сварки сопротивлением
Тщательно
зачищенные детали предварительно
сдавливаются. Затем подается напряжение.
Возникает большой ток, поскольку RK→0
а
 .
.
Напряжение, подаваемое на детали U=380/W1, B, составляет от 1 до 5В; RK составляет от 0,001 до 0,0001 Ом. Стальные детали разогревают до t° белого каления (1350°…1400 °С) и сильно осаживают. Детали укорачиваются на задаваемые несколько миллиметров, при этом выдавливается, т.н. «грат».
Стыковая сварка оплавлением и ее цикл
Подается напряжение на разомкнутые очищенные детали. Затем детали доводятся до легкого соприкосновения, возникает ток по микроконтактам, они «взрываются» это явление называется «пинч-эффект».
Детали несколько раз размыкают и замыкают, торцы их полностью оплавляются. Затем детали окончательно осаживают. Происходит их соединение при чистых (без загрязнений) торцах. Так свариваются ответственные детали, например, рельсы.

Рис. 3 Цикл стыковой сварки оплавлением
Точечная контактная сварка.
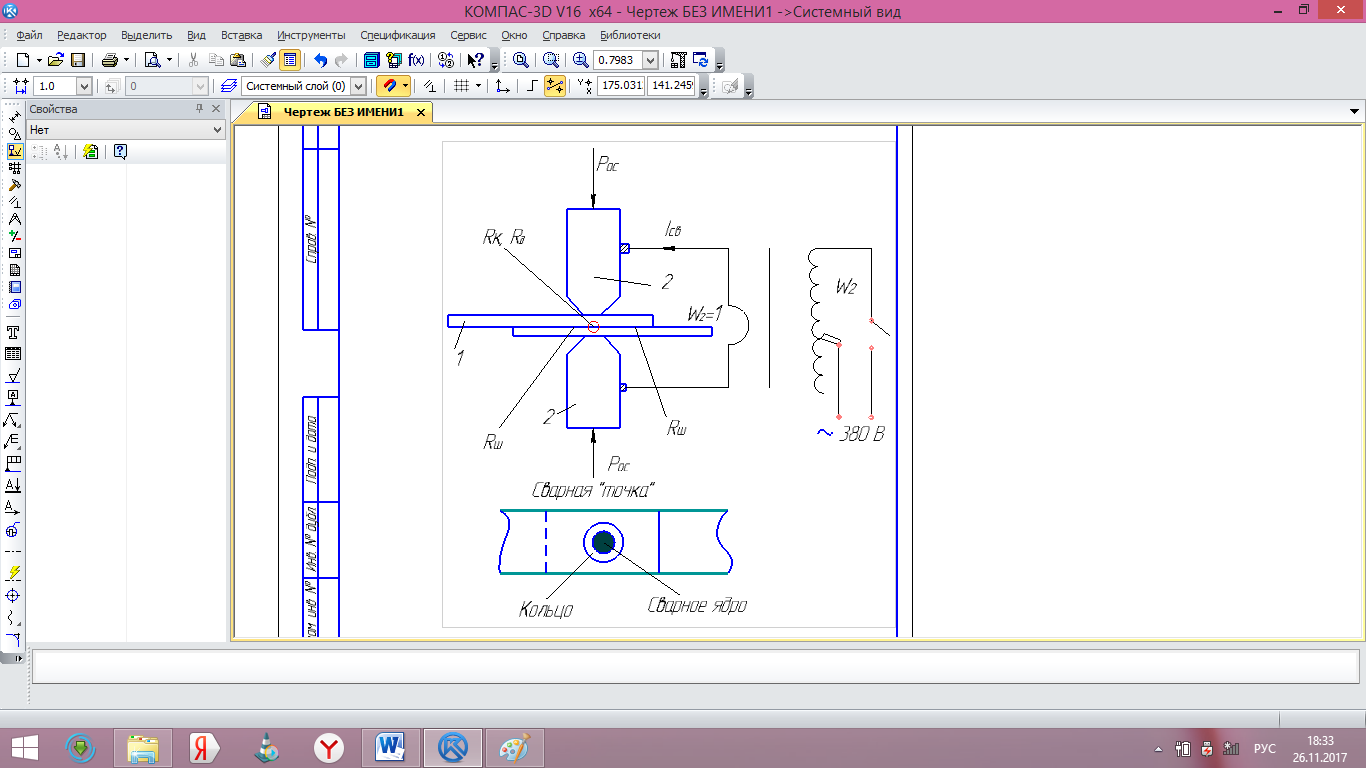
Рис.4. Схема точечной контактной сварки
Существуют машины для сварки всевозможных изделий, например: металлических листов, арматурных сеток, а также роботизированные устройства и ручные сварочные клещи, споттеры для кузовного ремонта и т. д.
1-свариваемые изделия - листы, уголки, прутки…
2-точечные электроды из красной меди или бронзы.
Свариваемый материал: любая сталь, магниевые сплавы, алюминий. При сварке титана требуются меры по защите сварочной зоны от воздуха.
Толщина изделий от долей миллиметра до нескольких мм.
Электроды и вторичная обмотка охлаждаются водой.
Процесс сварки подобен стыковой сопротивлением.
Имеется регулятор цикла сварки (РЦС), где задают длительность импульса тока (от долей секунд до нескольких секунд); и задают усилие осадки POC. Давление воздуха в пневмосистеме осадки создается компрессором.
Процесс сварки: детали сжимаются точечными электродами, подается импульс тока, детали разогреваются в точке до пластического состояния и проплавляются на 30…80% толщины листа, по окончания тока детали выдерживаются в сжатом состоянии (проковка), верхний электрод поднимается. (IСВ до 11 КА для, машины, имеющейся в лаборатории).
Рельефная сварка - это разновидность точечной сварки. Детали свариваются по нескольким выступам.
Шовная (роликовая) контактная сварка
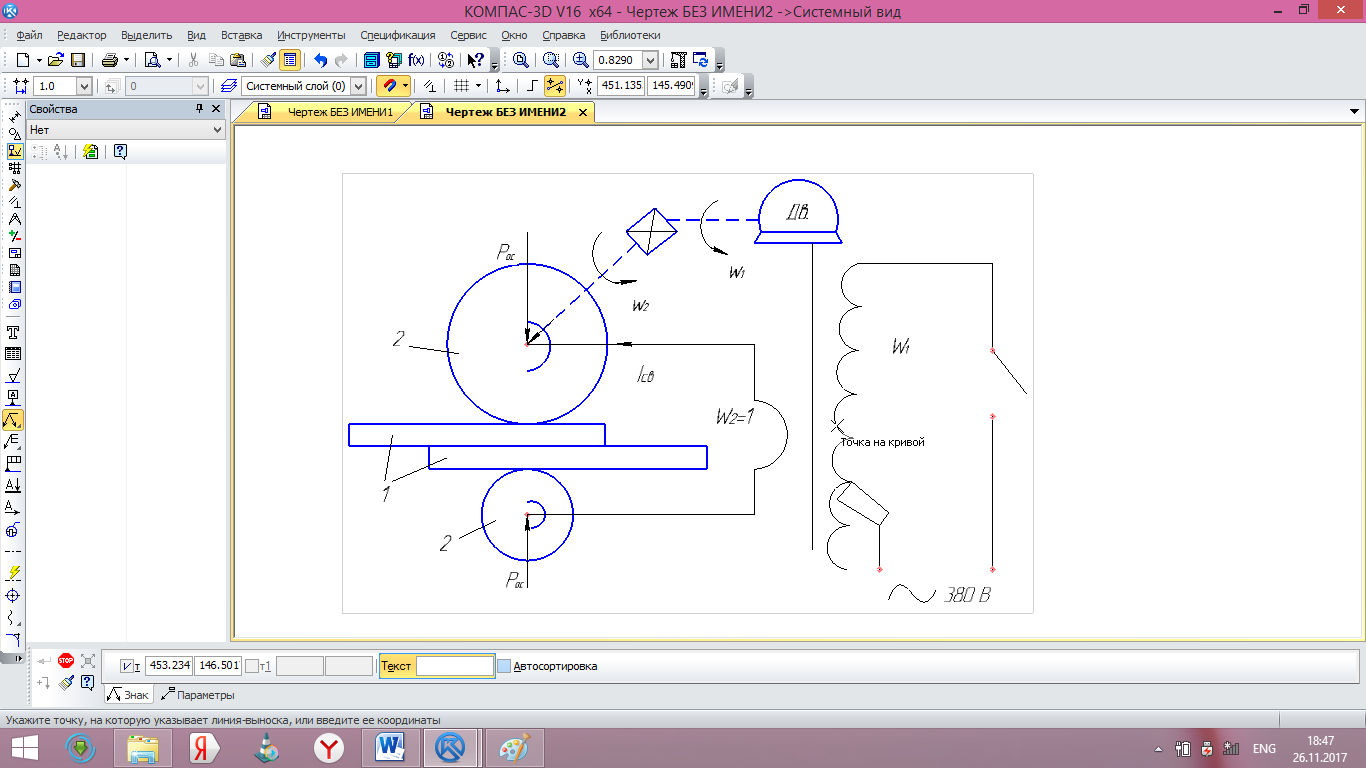
Рис. 5. Схема шовной (роликовой) контактной сварки
-
Свариваемый тонколистовой материал (сталь, алюминий, титан…).
-
Ролики из красной меди или бронзы.
Верхний ролик приводится во вращение (непрерывное или прерывистое) с помощью электродвигателя, электромагнитной муфты, карданных валов и редукторов. Процесс сварки тот же, что и у точечной машины. При прерывистом движении верхнего ролика сварные зоны могут перекрываться, обеспечивая герметичный шов. Так свариваются различные емкости: цистерны, баки, канистры, радиаторы и т.п. (ток IСВ до 22 КА для этой марки машины).
2.Оборудование и приборы
Машина сварочная тип МС-802 УХЛ4 (стыковая).
Машина для точечной сварки тип МТ 1222УХЛ4.
Машина сварочная тип МШ 1601УХЛ4 (шовная или роликовая).
Установка компрессорная СО-243.
Листы из нержавеющей стали толщиной 1мм.
Стальные прутки диаметром от 12 до 15мм длиной 150мм.
…………..3. Порядок выполнения экспериментальной части работы
В лабораторных условиях в помещении возможна стыковая сварка только сопротивлением тщательно зачищенных заготовок круглого и прямоугольного сечения площадью от 100 до 200мм2 с опиленными торцами.
Напряжение во вторичной обмотке и сила тока I2, проходящего через заготовки, регулируется количеством витков W1, подключаемых к 380 В.
Усилие осадки заготовок и их укорочение при этом в стыковой сварке на имеющейся машине зависит от рычажного ручного механизма.
При точечной сварке тщательно зачищенных заготовок из листовой стали толщиной по 0,5 и 1мм продолжительность прохождения сварочного тока и усилие на точечных электродах регулируют с помощью РЦС в пределах 0.1 – 0.3с и 30 – 40кгс соответственно. Силу тока в пределах 4000 – 7000А устанавливают с помощью переключателя количества витков первичной обмотки в пределах требуемого коэффициента трансформации по таблице, укреплённой на лицевой поверхности машины.
Для роликовой контактной сварки все параметры сварки выбирают так же, как и для точечной.
Выводы:
Стыковая сварка сопротивлением применяется для малоответственных деталей, а плавлением - для ответственных. Укорочение заготовок при стыковой сварке зависит от температуры нагрева заготовок до красна или до белого каления а также от усилия осадки. Для точечной сварки от этих же параметров зависит деформация пластин в области сварной точки. Сила и длительность импульса тока а также величина усилия осадки пропорциональны размерам свариваемых деталей и могут быть выбраны по таблицам справочника.