

Механическая система микроскопа
Металлографический микроскоп имеет штатив, тубус и предметный столик (см. рис. 34). Шлиф устанавливают на предметном горизонтальном столике так, чтобы обеспечить перпендикулярное расположение подготовленной для исследования поверхности шлифа по отношению к оптической оси объектива. В центре столика устанавливают сменные подкладки с отверстием разного размера, через которое лучи света попадают на шлиф и отражаются от него.
Столик можно передвигать в двух взаимно перпендикулярных горизонтальных плоскостях с помощью специальных винтов 5; это позволяет перемещать шлиф на нужное расстояние (до 15 мм) и просматривать микроструктуру в различных участках без изменения выбранного фокусного расстояния
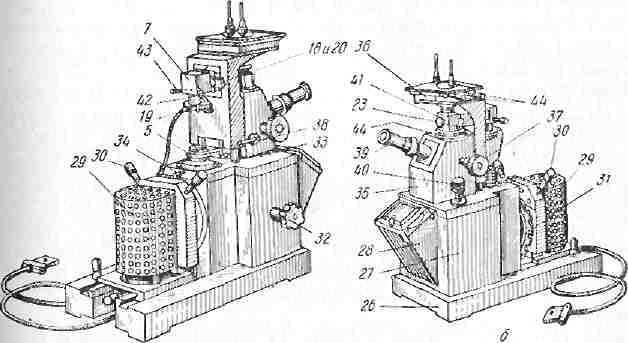
Рис. 34. Общий вид микроскопа МИМ-7:
а — вид со стороны трансформатора; б — вид со стороны фотокамеры 1—25 — см. рис. 33; 26 — плита; 27 — основание или корпус фотокамеры; 28 — фотокамера; 29 — фонарь осветителя; 30 — винты, центрирующие лампу; 31 — диск со светофильтром; 32 — рукоятка для поворота диска с тремя фотоокулярами; 33 — рукоятка для смещения и поворота ирис-диафрагммы 5; 34 — винт, фиксирующий поворот диафрагмы 5; 35 — корпус микроскопа; 36 — предметный столик; 37 — макрометрический винт для вертикального перемещения столика; 38 — стопорное устройство для макровинта; 39 — визуальный тубус; 40 — микрометрический винт; 41 — осветительный тубус; 42 — рукоятка полевой ирисдиафрагмы; 43 — механизм центрировки; 44 — винты для перемещения предметного столика в двух взаимно перпендикулярных направлениях
Для получения более четкого изображения шлиф, установленный на столике, наводят на фокус. Для этой цели в штативе микроскопа имеется макрометрический винт 37 (см. рис. 34), вращением которого поднимают или опускают столик, обеспечивая приблизительное фокусирование. Точное фокусирование достигается микрометрическим винтом 40, один оборот которого смещает объектив к шлифу на доли миллиметра (в большинстве конструкций микроскопов деление барабана микровинта равно 2 мкм). Чем больше увеличение объектива, тем меньше должно быть расстояние между шлифом и объективом.
Последовательность работы на микроскопе
1. На предметный столик микроскопа ставится шлиф, который обязательно должен быть просушен после травления, так как травящий реактив, стекая со шлифа на объектив, может попортить фронтальную линзу и оправу объектива, а также предметный столик микроскопа. Плоскость рассматриваемого шлифа должна быть установлена перпендикулярно оси микроскопа.
Производится наводка на фокус (для рассматривания шлифа) путем изменения расстояния между объективом и шлифом, сначала с помощью микрометрического винта, а затем более точно, при помощи микрометрического винта.
Нельзя ни в коем случае водить шлифом по столику и трогать его поверхность пальцами.
Нельзя без руководителя трогать ответственные части микроскопа, кроме макро - и микрометрических винтов и винтов предметного столика, так как микроскоп отрегулирован, и смещение частей приводит к трудно выполняемой работе по новой регулировке.
Совершенно недопустимо отвинчивать винты, разъединять детали
Микроскопа и т.п., так как это ведёт к его порче.
Определение величины зерна и стали
При исследовательской работе, при освоении новых марок стали и новых технологических процессов часто приходится определять размер зерна, так как величина зерна является одним из факторов, определяющих свойства стали.
Сплавы, имеющие мелкие зерна, обладают более высокими механическими свойствами: прочностью, пластичностью и вязкостью. Поскольку размеры зерна зависят от состава и технологического процесса изготовления сплава (условий выплавки, разливки, обработки давлением, термической обработки) и могут быть неодинаковыми в различных плавках одного и того же состава, то во многих случаях необходимо экспериментальное определение их размеров.
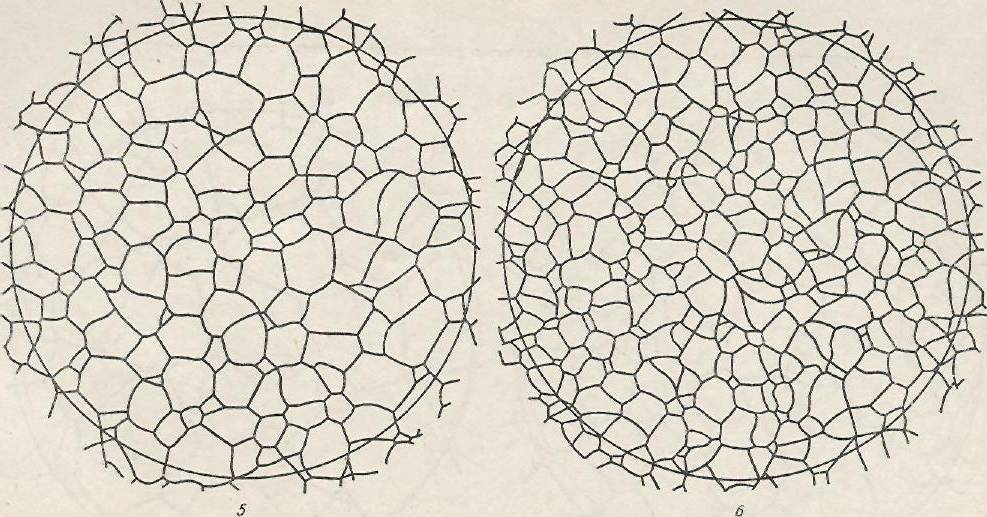
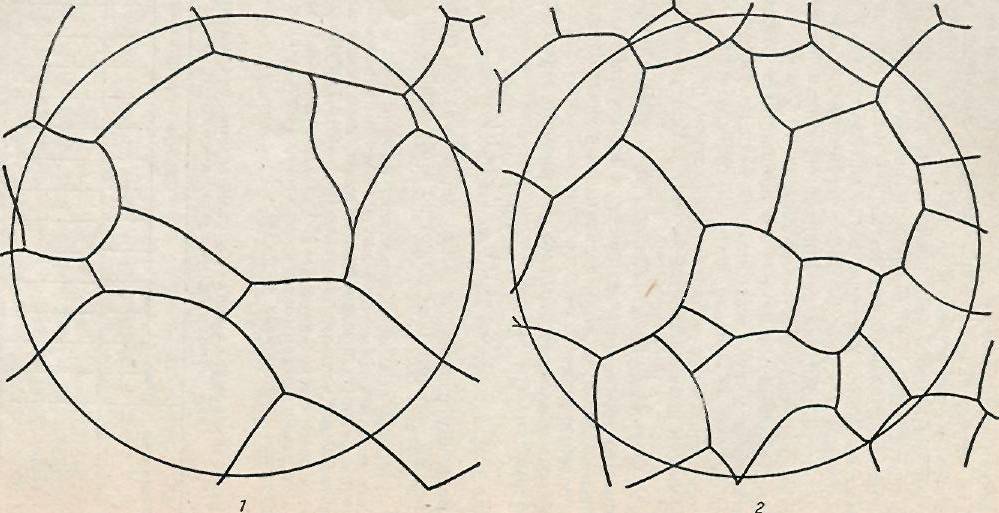
Наиболее простым и быстрым методом измерения величины зерна является метод сравнения микроструктуры стали при увеличении в 100 раз со стандартными размерами зерен, принятыми ГОСТом 5639-51. Эти размеры показаны в таблице, где цифры 1, 2, 3, 4 и т.д. означают зерна.
В основе этой шкалы лежит соотношение:
f = 500 х 2 8"N
где f - натуральная площадь зерна в мк (микрон 2);
N - стандартный номер зерна по ГОСТу.
Зерна до 4-го номера считаются крупными, а больше 5-го -мелкими. Если в структуре явно преобладают два основных размера зерен, то их обозначают двумя номерами, например, 2-7. Порядок измерения величины зерна:
На микроскопе МИМ-7 устанавливается увеличение в 100 раз окуляр 7х, объектив F = 13,89, А = 0,30.
На предметный столик ставится приготовленный микрошлиф, путём сравнения с таблицей ГОСТов определяется номер зерна.
По приведенной формуле вычисляется размер зерна. По окончании работы студент заполняет отчет в соответствии с имеющейся формой
Таблица 2
Таблица 3
ХАРАКТЕРИСТИКИ (ПАРАМЕТРЫ) СТРУКТУРЫ СТАЛИ С РАЗНОЙ ВЕЛИЧИНОЙ БАЛЛОВ
Номера зерен |
Площадь зерна, мм8 |
Количество зерен на площади 1 мм3 шлифа |
Среднее количество зерен в 1 мм3 |
Средний диаметр зерна по расчету, мм |
Средний условный диаметр зерна, мм |
средняя |
среднее |
||||
-3 |
1,024 |
1 |
1 |
1,00 |
0,875 |
-2 |
0,512 |
2 |
2,7 |
0,694 |
0,650 |
-1 |
0,256 |
4 |
8 |
0,500 |
0,444 |
0 |
0,128 |
8 |
21 |
0,352 |
0,313 |
1 |
0,064 |
16 |
64 |
0,250 |
0,222 |
2 |
0,032 |
32 |
179 |
0,177 |
0,167 |
3 |
0,016 |
64 |
512 |
0,125 |
0,111 |
4 |
0,008 |
128 |
1 446 |
0,088 |
0,0788 |
5 |
0,004 |
256 |
4 096 |
0,060 |
0,0553 |
6 |
0,002 |
512 |
11 417 |
0,041 |
0,0391 |
7 |
0,001 |
1 024 |
32 768 |
0,031 |
0,0267 |
8 |
0,0005 |
2 048 |
92 160 |
0,022 |
0,0196 |
9 |
0,00025 |
4 096 |
262 122 |
0,015 |
0,0138 |
10 |
0,000125 |
8 192 |
737 280 |
0,012, |
0,0099 |
11 |
0,000062 |
16 384 |
2 097 152 |
0,0079 |
0,0069 |
12 |
0,000031 |
32 768 |
5 930 808 |
0,0056 |
0,0049 |
13 |
0,000016 |
65 536 |
16 777 216 |
0,0039 |
0,0032 |
14 |
0,000008 |
131 072 |
47 448 064 |
0,0027 |
0,0023 |
 №
1
№ 2
№
1
№ 2
№ 5 № 6
Рис. Шкала размеров зерна конструкционной стали 9цифры под каждым рисунком – номер зерна). 100.
ПЕРЕСЧЕТ НОМЕРА ЗЕРНА НА СТАНДАРТНОЕ УВЕЛИЧЕНИЕ (X 100) ПРИ ИСПОЛЬЗОВАНИИ УВЕЛИЧЕНИЙ ОТ 25 ДО 800
Увеличение 100 |
Номера зерен |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-3 |
-2 |
-1 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
25 |
1 |
2 |
3 |
4 |
|
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
50 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
200 |
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
400 |
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
800 |
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |