

§ 27.7. Погрешность и точность измерений. Основные понятия. Виды погрешностей измерений.
Погрешность
измерения - разность
между измеряемой (![]() )
и идеальной (
)
и идеальной (![]() )
величинами.
)
величинами.
![]() ,
(27.7)
,
(27.7)
т. К. Значение идеальной величины нам неизвестно, то воспользуемся понятием действительной погрешности:
![]() ,
(27.8)
,
(27.8)
где
![]() - величина, определяемая с максимальной
точностью возможной в данном измерении.
- величина, определяемая с максимальной
точностью возможной в данном измерении.
Точным прибором не пользуются в непосредственных практических измерениях, в частности при измерении давления в камере сгорания можно воспользоваться поршневым манометром, позволяющим с высокой степенью точности определить давление, но он осуществляет длительный замер в статических условиях, поэтому используют пьезометрический датчик, который ставят на плечо прибора, и показания градуируется с помощью поршневого манометра, тем самым находится действительная величина давления, следовательно, можно определить действительную погрешность, а значение измеряемой величины считывают по показаниям другого манометра или датчика.
Различают по месту возникновения в измерительной цепи объективные и субъективные погрешности.
К объективным относятся:
инструментальные (смещение стрелки прибора шкалы и т.п.);
установочные (негоризонтальность, непараллельность и т.п.);
погрешность метода измерения (измерение температуры движущейся среды термопарой с открытым спаем) – самые тяжелые, для их ликвидации требуется глубокое знание механических процессов ;
теоретические – при измерении реальный объект измерения заменяется некой моделью, е. Модель будет неправильно сформирована, то будут совершаться методические, теоретические ошибки. Например, необходимо найти площадь критического сечения ракетного двигателя, мы предполагаем, что оно имеет простую форму, но после его измерения запускается двигатель, сопло нагревается, из – за температурных и пластических деформаций приобретает другую форму, и площадь критического сечения уже трудно измерить.
Субъективные погрешности связаны со свойствами наблюдателя (динамические характеристики).
По влиянию помех (неизменяемые величины) различают основную и дополнительную погрешность.
В паспорте прибора приводится диапазон этих величин (давление, температура окружающей среды и т.д.), в рамках которого погрешность измерения не превышает заданную величину. В ряде случаев предусматривается область расширения этого диапазона, вызывающая соответствующую дополнительную погрешность (например, температурная погрешность).
Если в паспорте не указывается область, то существуют методы, позволяющие оценить выходы за ее пределы.
Например, температурная погрешность связана с коэффициентом линейного расширения (α) следующим соотношением:
![]() .
(27.9)
.
(27.9)
Для исключения температурных погрешностей средства и объект измерения должны иметь одинаковую нормальную температуру, равную t0=20° С. Особо точные измерения должны кондиционироваться.
По форме представления различают
абсолютную (![]() )
и относительную (
)
и относительную (![]() )
погрешности:
)
погрешности:
 (27.10)
(27.10)
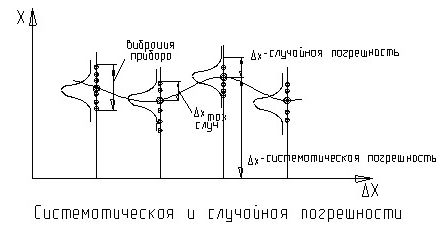
По способу обработки различают случайные и систематические погрешности, последние могут быть исключены с помощью поправок.
Рассмотрим точный поршневой (образцовое средство измерения) и обычный стрелочный (рабочее средство измерения) манометры, которые нагружаются одинаковым давлением – Pх.
Измерения проводится в нескольких точках, в каждой по несколько раз. Получают следующие погрешности Δx по измеряемой величине.
Внутри диапазона в нескольких точках снимаются показания рабочего манометра, каждый раз образцовое средство измерения загружается опять повторно.
Измерения одной и той же величины в одних и тех же условиях - повторные.
Точки - результаты повторных опытов, их может быть достаточно большое количество. Распределением Гаусса можно пользоваться не менее чем при 30 измерениях, иначе используется критерий Стьюдента.
Возьмем хобр - значение, которое показывает образцовое средство измерения. Величину погрешности можно найти, сравнивая показания прибора с образцовым:
![]() .
(27.11)
.
(27.11)
Выполняя обработку прямых результатов измерения, определим остальные параметры распределения.
Первый статистический параметр измерения - математическое ожидание:
 .
(27.12)
.
(27.12)
Множество случайных погрешностей измерения:
![]() (27.13)
(27.13)
Среднее квадратичное отклонение:
 (27.14)
(27.14)
В результате мы можем построить распределение вокруг какой-либо точки - математического ожидания.
Отклонение математического ожидания от действительного значения измеряемой величины представляет собой систематическую составляющую погрешности:
![]() (27.15)
(27.15)
Отклонение единичных повторных измерений от математического ожидания - случайная составляющая погрешности:
Разброс случайных погрешностей относительно математического ожидания характеризуется вариацией средства измерения.