Электрогидравлическая штамповка
![]()

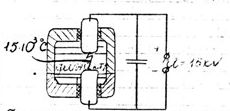
Ограничения те же.
При достижении 15 кВ проступает заряд диэлектрика, образующий низкотемпературный плазменный шнур. Жидкость вокруг плазменного канала испаряется, образуется газовый пузырь, давление в котором возрастает до 1000-2000 атм.
Достоинства: возможно управление фронтом ударной волны за счёт повышения кол-ва электродов и расположения их определенным образом.
Область использования: формообразование крупногабаритных деталей с многочисленным изменением формы, в ВПК.
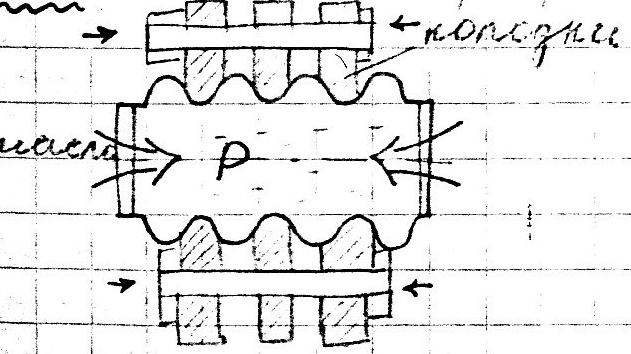
Обработка и использование гофрированных деталей в конструкции двигателей
Большинство гофрированных деталей используется для повышения жёсткости оболочек.
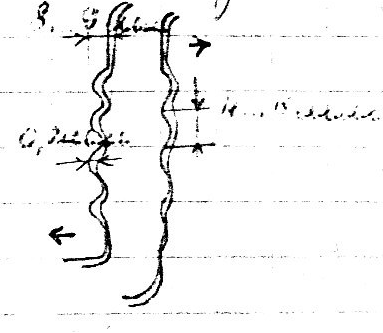
Изготовление и использование гофрированных проставок.
продольная гофра поперечная гофра
Установка гофрированных проставок и выдерживание зазоров (0,1…0,5) мм способствует повышению возможности оболочки воспринимать изгибные и крутящие деформации.
Продольные гофрированные проставки изготавливаются на автоматических гибочных штампах методом двухугловой гибки.

Полученные гофрированные листы устанавливаются между оболочками и свариваются роликовой или точечной сваркой. С помощью сборочных стапелей выдерживается величина зазора между оболочкой и гофрированной проставкой.
Поперечная гофра получается следующим образом: выкраивается лист, сваривается, изгибается и раскатывается на роликах с профилированием.
Сотовые заполнители и уплотнители
Изготовление сотовых заполнителей из неметаллических материалов
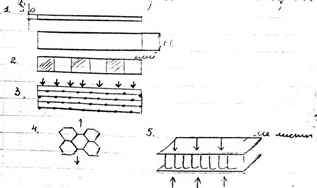
режут полоски из листа материала;
на полоски наносят клей в шахматном порядке;
полоски набирают в стопки и обжимают;
после высыхания стопки растягивают и получают соты;
на торцы наносится клей и помещают между металлическими листами.
Если в качестве заполнителей используются металлические материалы, то гофры на ленте получаются гибкими, либо путём проката между шестернями.
Изготовление сотового уплотнителя
режется лента;
приваривается роликовой сваркой в шахматном порядке;
растягивается;
полученную сотовую конструкцию приваривают торцем к несущей плите;
Изготовление звукопоглощающей конструкции.
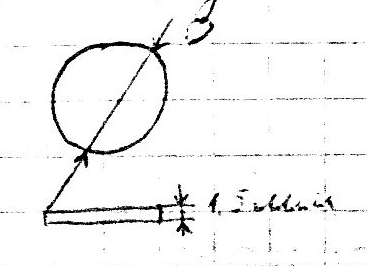
режется полоска с шириной будущей проставки;
гибкой или прокатом через шестерни получают гофрированную ленту:
![]()
гофрированную ленту с помощью специальных накопителей восстанавливают на сплошной панели и приваривают точечной сваркой по одной из полок.

накладыванием перфорированного пресса и роликовой сваркой приваривают ко вторым полкам.
Процесс полностью автоматизирован. Полученные таким образом плиты можно гнуть, резать для получения звукопоглощающих оболочек.
Изготовление сильфонов
Сильфон – температурный компенсатор, устанавливаемый в трубопроводах. Это тонкостенная гофрированная трубка с глубокими гофрами. Способен воспринимать значительные сдвиговые изгибательные деформации.
Маршрут изготовления
|
Оп.5.Вырубка заготовки.
|
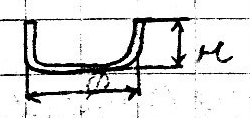
Оп.10. Первая вытяжка (без утонения стенки).
|
|
Оп.15…25.Последующие вытяжки.
толщина стенки уменьшается обратнопропорционально высоте
|
|
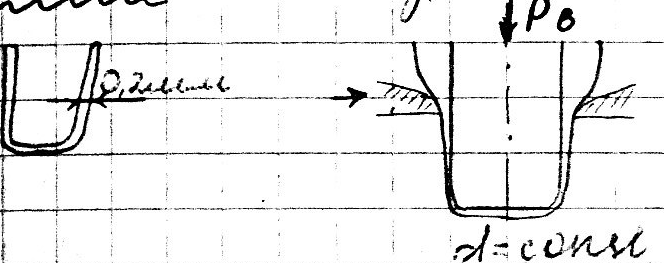
Оп.30.Обрезка дна.
|
Оп.35. Предварительная накатка гофр
|
Оп.40.Окончательная формовка гофр.
|
|