

Штамповка выдавливанием
Похожа на схему закрытой штамповки, но
отверстие остаётся открытым и туда
может выходить излишек материала
,
![]() ,
следовательно, износ штампа и стоимость
заготовки будет средней между открытой
и закрытой штамповкой. Все части
заготовки, за исключением непосредственно
примыкающих к отверстию матрицы,
находятся в состоянии объёмного
всестороннего сжатия. Следовательно,
заготовка имеет качественную структуру.
,
следовательно, износ штампа и стоимость
заготовки будет средней между открытой
и закрытой штамповкой. Все части
заготовки, за исключением непосредственно
примыкающих к отверстию матрицы,
находятся в состоянии объёмного
всестороннего сжатия. Следовательно,
заготовка имеет качественную структуру.

Оборудование для горячей штамповки
Молоты, кривошипные горизонтально штамповочные прессы, горизонтальные ковочные машины.
ГКМ является наиболее производительным оборудованием для получения объёмных заготовок ( до 700 в час). В них можно реализовывать две схемы штамповки: в открытом и закрытом штампе.
Схема ГКМ.
|
1 – кривошипный вал; 2 – ползун; 3 – кулачки прямого и обратного хода; 4 – правая матрица; 5 – левая матрица; 6 – упор; 7 – заготовка-пруток |

ЭД приводит во вращательное движение вал, которое преобразуется в возвратно-поступательное движение ползуна. При крайнем правом положении ползуна матрица сходится и образуется замкнутый объём (ручей), в котором формируется заготовка. Для согласования движения матрицы и пуансона предусмотрены кулачки (обратного) прямого хода, расположенные на кривошипно-шатунном валу и связанные с матрицей. Для восстановления заготовки на нужный размер имеется упор 6. В матрице имеется несколько ручьёв (до семи), к каждому из которых подходит свой ползун. Благодаря наличию нескольких ручьёв в ГКМ можно получить сложные по форме заготовки. Наличие двух плоскостей разъёма позволяет облегчить извлечение заготовки, следовательно, штамповочный уклон уменьшается до одного градуса.
В качестве заготовки на ГКМ используется пруток. Заготовка на ГКМ получается путем последовательного переноса исходной заготовки из одного ручья в другой и деформированием её в каждом ручье.
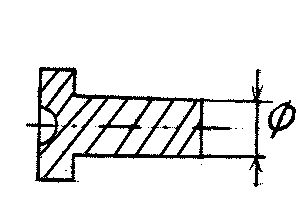
Требуемая заготовка. |
Переход1. 1) подача прутка до упора. |
|
|
2) осадка фланцевой части |
3) прошивка отверстия |
|
|
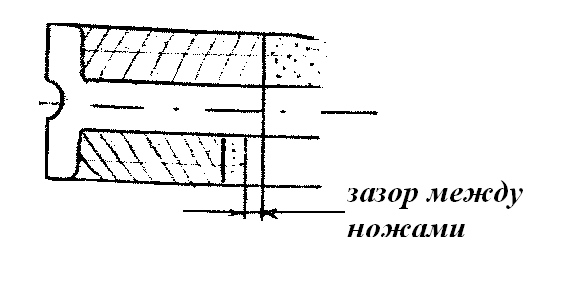
4) отрезка заготовки |
|
|
|



Составление чертежа объёмной заготовки
Исходными данными для проектирования является конструкторский чертёж детали.
Вычертить эскиз заготовки.
Экономическое сравнение вариантов заготовок, выбор оптимального варианта.
Назначение количества ступеней обработки для каждой поверхности детали в зависимости от шероховатости по чертежу и требуемой точности формы.
Назначение суммарного припуска на обработку для каждой поверхности детали.
Для линейных размеров - методом решения размерных цепей;
Для диаметральных размеров - методом наслоения.
Назначение напусков на обработку.
Выбор плоскости разъёма штампа (в месте наибольшего сечения заготовки).
Назначение штамповочных уклонов.
Назначение допусков на размеры заготовки. Точность размеров, полученная в одной половине штампа выше, чем у размеров, формирующихся в двух половинах штампа.
