

9. Нарезание резьбы плашками, метчиками
Для правильной работы плашки необходимо, чтобы она боковой стороной плотно прилегала к дну выточки в воротке. После закрепления заготовки в патроне и пуска станка конец детали вводится в резьбовое отверстие плашки. При этом очень важно, чтобы вороток, а следовательно, и плашка были расположены в плоскости, перпендикулярной к оси нарезаемой резьбы. В противном случае профиль нарезаемой резьбы получится сваленным на сторону. Для этого вороток следует устанавливать так, как показано:
- на рис.185(а)
- или по схеме, показанной на рис. 185(б)
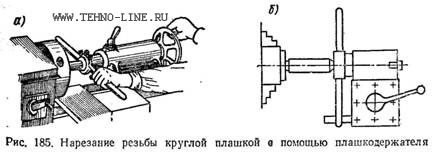
Задняя торцовая поверхность воротка поджимается торцом пиноли задней бабки или торцом державки, закрепленной в резцедержателе. Одна из рукояток воротка поддерживается рукой и опирается на верхние салазки суппорта или на резец (или планку), также закрепленный в резцедержателе. Вращая другой рукой маховичок, перемещают пиноль задней бабки или суппорт так, чтобы нарезаемая деталь вошла в резьбовое отверстие. Пустив станок в ход, следует перемещать опору, чтобы торец ее касался воротка во все время врезания плашки.
Установка метчиков на станке и приемы нарезания резьбы.
Нарезание резьбы осуществляется с помощью того же патрона, который применяется для круглых плашек, но со сменными вкладышами другой конструкции. Нарезание производится следующим образом. В пиноль задней бабки(3) (рис. 187, а) устанавливают патрон(2) с метчиком(1) и последний вводят в отверстие заготовки

По мере перемещения метчика влево пиноль задней бабки, если это необходимо, подается также влево, но не быстрее перемещения метчика в осевом направлении. При отсутствии патрона можно производить нарезание резьбы, пользуясь хомутиком (рис. 187, б).
10. Нарезание наружной резьбы резьбовыми резцами
Резьбу резьбовыми резцами нарезают на токарно-винторезных станках. Резьбовые резцы представляют собой разновидность фасонных с формой режущей части, отвечающей профилю резьбы. Качество резьбы зависит от качества заточки и установки резца, а также точности станка. Можно получить резьбу с точностью 2-го класса. Нарезание осуществляют в несколько ходов, число которых зависит от глубины впадин и необходимой точности обработки. После наладки станка на нарезание резьбы включают механическую продольную подачу, равную шагу резьбы. По достижении полного хода резец поперечной подачей отводится от заготовки и включением обратного хода ходового винта возвращается в исходное положение. Затем, перемещая резец поперечной подачей, устанавливают необходимую глубину резания и повторяют ходы до получения полного профиля резьбы по глубине. Для повышения производительности при нарезании резьбы применяют резьбовые гребенки, резьбонарезные головки и вращающиеся резцы. Гребенки имеют несколько профильных резцов, которые нарезают резьбу одновременно, ускоряя процесс нарезания. Зубья резьбовой гребенки расположены таким образом, что каждый последующий зуб находится выше предыдущего. Такая конструкция гребенки позволяет равномерно распределить нагрузку на все резцы и сократить число ходов. При серийном и массовом производстве нарезание наружной резьбы плашками экономически невыгодно, поэтому для этой операции нашли широкое применение самооткрывающиеся резьбонарезные головки. Их используют как нарезной инструмент на сверлильных, револьверных, болторезных станках и автоматах. Резьбонарезные самооткрывающиеся головки нормализованы и бывают с радиально-расположенными плашками (рис. 43, а), с тангенциально-расположенными плашками (рис. 43, б) и с круглыми гребенками (рис. 43, 44).
