

24. Шестеренчатые насосы
Шестерё́нная гидромаши́на — один из видов объёмных гидравлических машин. Так же как и другие виды объёмных роторных гидромашин принципиально может работать как в режиме насоса, так и в режиме гидромотора. В том случае, если к валу гидромашины прикладывается вращательный момент, то машина работает в режиме насоса. Если на вход гидромашины подаётся под давлением рабочая жидкость, то с вала снимается вращающий момент, и машина работает в режиме гидромотора.
Виды конструкций
Шестерённые гидромашины выпускаются с внешним и внутренним зацеплением (одним из вариантов последней является героторная гидромашина со специальным трохоидальным зацеплением). Гидромашины с внутренним зацеплением более компактны, но из-за сложности изготовления применяются редко. Кроме того, машины с внутренним зацеплением способны работать при намного меньших давлениях, чем машины с внешним зацеплением. Иногда для снижения шумности и неравномерности подачи применяют шестерни с косыми зубьями.

Шестерённая гидромашина с внешним зацеплением
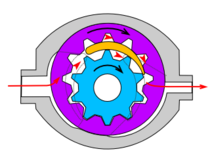
Шестерённая гидромашина с внутренним зацеплением
25. Маркировка шлифовальных кругов
 Все
абразивные инструменты маркируются. В
марке указываются: завод-изготовитель,
материал абразива, зернистость, твердость,
структура, связка, форма круга, размеры
наружного диаметра, высоты и внутреннего
диаметра, допускаемая окружная скорость,
класс инструмента. Все эти данные
обозначаются условными знаками в
указанной последовательности.
Все
абразивные инструменты маркируются. В
марке указываются: завод-изготовитель,
материал абразива, зернистость, твердость,
структура, связка, форма круга, размеры
наружного диаметра, высоты и внутреннего
диаметра, допускаемая окружная скорость,
класс инструмента. Все эти данные
обозначаются условными знаками в
указанной последовательности.
По ГОСТ 4785-64 шлифовальные круги изготовляются двух классов А и Б. Круги класса А-более высокого качества. В них не допускаются железисто-шлаковые включения, а в кругах класса Б допускается небольшое количество включений малых размеров. Повреждение кромок круга класса А не допускается, а класса Б допускаются незначительные повреждения (не более 1/20 высоты, радиуса и длины окружности).
Допуски по наружному диаметру, высоте и внутреннему диаметру для кругов класса А примерно в два раза меньше, чем для кругов класса Б.
Например, на торце круга имеется обозначение КАЗ 23А 40С25К 35 м/с ПП 350X40X127 А ГОСТ 4785-64, которое расшифровывается так: КАЗ - Косулинский абразивный завод, 23А - марка абразивного материала (электрокорунд белый, 99% Аl2O3), 40-номер зернистости, С2-степень твердости (средняя вторая). 5-структура, К-вид связки (керамическая), 35 м/с - окружная скорость, при которой обеспечивается безопасная работа, ПП - форма круга (плоский прямого профиля), 350X40X127 - размеры (наружного диаметра, высоты, внутреннего диаметра), А - класс круга.
Иногда после обозначения связки стоят цифры. Они указывают рецептуру связки.
Шлифовальные круги, предназначенные для скоростного шлифования, имеют красную диаметральную полосу и обозначение 50 м/с.
Все круги поставляются заводами отбалансированными.
Для контрольной проверки поставленных на завод шлифовальных кругов всю партию их осматривают и от партии отбирают 20% кругов (но не менее 10 штук) для обмера, проверки твердости и дисбаланса.